0% found this document useful (0 votes)
76 viewsDrawing, Texturing, Intermingling and Heat Setting Process: Object
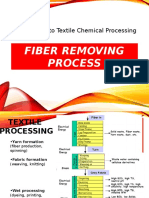
The document discusses several processes involved in textile manufacturing including drawing, texturing, intermingling, and heat setting. Drawing aligns polymer molecules to increase fiber strength and orientation. Texturing involves distorting flat filaments to create loops, coils or crimps, increasing properties like bulk and softness. Intermingling entwines filaments for cohesion. Heat setting provides dimensional stability by heating fibers above their glass transition temperature then cooling under tension.
Uploaded by
PRIYANSHUCopyright
© © All Rights Reserved
Available Formats
Download as DOCX, PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
76 viewsDrawing, Texturing, Intermingling and Heat Setting Process: Object
The document discusses several processes involved in textile manufacturing including drawing, texturing, intermingling, and heat setting. Drawing aligns polymer molecules to increase fiber strength and orientation. Texturing involves distorting flat filaments to create loops, coils or crimps, increasing properties like bulk and softness. Intermingling entwines filaments for cohesion. Heat setting provides dimensional stability by heating fibers above their glass transition temperature then cooling under tension.
Uploaded by
PRIYANSHUCopyright
© © All Rights Reserved
Available Formats
Download as DOCX, PDF, TXT or read online on Scribd
/ 11