Timber and Timber Products
Timber and Timber Products
Download as docx, pdf, or txt
You might also like
- SOP For Deakin University Altaf Hossain HimoDocument4 pagesSOP For Deakin University Altaf Hossain HimoIntricate Himo50% (2)
- (Springer Series in Wood Science) Prof. Dr. Bruce J. Zobel, Dr. Johannes P. Van Buijtenen (Auth.) - Wood Variation - Its Causes and Control-Springer-Verlag Berlin Heidelberg (1989)Document375 pages(Springer Series in Wood Science) Prof. Dr. Bruce J. Zobel, Dr. Johannes P. Van Buijtenen (Auth.) - Wood Variation - Its Causes and Control-Springer-Verlag Berlin Heidelberg (1989)SmithaNo ratings yet
- AZOBEDocument4 pagesAZOBEpcorreia_81No ratings yet
- Module 5 Compressive and Flexural Strength of Wood NewDocument31 pagesModule 5 Compressive and Flexural Strength of Wood NewEUREKA JANAH MENDOZANo ratings yet
- TAMKO Heritage-Brochure PDFDocument8 pagesTAMKO Heritage-Brochure PDFHRroofingNo ratings yet
- Korasit Ks2 TM CLP 2017-02 enDocument4 pagesKorasit Ks2 TM CLP 2017-02 enBruno AlmeidaNo ratings yet
- DBH Timber TreatmentDocument9 pagesDBH Timber TreatmentSam LeungNo ratings yet
- Wood DefectsDocument7 pagesWood DefectsSonalika PatiNo ratings yet
- Salt Damage To Wood: "Fuzzy Wood" Often Confused With Fungal DecayDocument2 pagesSalt Damage To Wood: "Fuzzy Wood" Often Confused With Fungal DecayGunner92No ratings yet
- 3 Durability CIE5124 - 9-May-2018 - Version3Document122 pages3 Durability CIE5124 - 9-May-2018 - Version3ARAVIND RNo ratings yet
- Current & Future Uses With Hunting As A Focus Current & Future Uses With Hunting As A FocusDocument16 pagesCurrent & Future Uses With Hunting As A Focus Current & Future Uses With Hunting As A FocushuntmstrNo ratings yet
- Wood SeasoningDocument9 pagesWood SeasoningSuleman AsgharNo ratings yet
- BT5 - WoodsDocument34 pagesBT5 - WoodsHatdugNo ratings yet
- Princess TreeDocument1 pagePrincess Treeapi-506709715No ratings yet
- 2 - Wood Anatomy CIE5124 - 4-May-2018 - Version 2Document49 pages2 - Wood Anatomy CIE5124 - 4-May-2018 - Version 2ARAVIND RNo ratings yet
- Special Woods and Wood AlternativesDocument61 pagesSpecial Woods and Wood AlternativesnadiajmiNo ratings yet
- Basic Wood PropertiesDocument53 pagesBasic Wood PropertiesvilaskaleNo ratings yet
- 6 Conversion of TimberDocument8 pages6 Conversion of TimberKara Brown100% (1)
- MDF (Medium Density Fibreboard) Made by A Process Which Glues WoodDocument3 pagesMDF (Medium Density Fibreboard) Made by A Process Which Glues WoodJensenNo ratings yet
- Selected Current Issues in The Forest Sector: P Ii SDocument18 pagesSelected Current Issues in The Forest Sector: P Ii SrajeshdhomaneNo ratings yet
- Makalah Mata Kuliah Struktur Kayu: "Wood-Based Composites and Panel Products"Document11 pagesMakalah Mata Kuliah Struktur Kayu: "Wood-Based Composites and Panel Products"Achsan Nur CholisNo ratings yet
- HB 164-2002 Wood and Wood Preservation - A Complete Guide To The As NZS 1604 Standards SeriesDocument7 pagesHB 164-2002 Wood and Wood Preservation - A Complete Guide To The As NZS 1604 Standards SeriesSAI Global - APACNo ratings yet
- English For Foresters (2005)Document157 pagesEnglish For Foresters (2005)Darau MonicaNo ratings yet
- Supply Chain Mapping For The Forest Products Industry - HaartvDocument30 pagesSupply Chain Mapping For The Forest Products Industry - HaartvTharun SebastianNo ratings yet
- TamilIlakkiyaKathaigal TextDocument202 pagesTamilIlakkiyaKathaigal Textofer2011No ratings yet
- Wood AnatomyDocument16 pagesWood AnatomyDennis GilberoNo ratings yet
- Mari Companii de DesignDocument125 pagesMari Companii de Designiordachel.nicoletaNo ratings yet
- Wood JointsDocument2 pagesWood JointsRosalinda AtunNo ratings yet
- Textile Testing: Our Main Clients IncludeDocument5 pagesTextile Testing: Our Main Clients IncludeFaiz-e MadinaNo ratings yet
- Horak J - Forest Protection PDFDocument98 pagesHorak J - Forest Protection PDFGutas DanutNo ratings yet
- FN1211 OnlineDocument88 pagesFN1211 OnlineFencingNewsNo ratings yet
- Medium Density FibreDocument18 pagesMedium Density FibreJyothi John100% (1)
- Arabian Gulf Is CorrosiveDocument5 pagesArabian Gulf Is CorrosiveJeevan Prasad JalliNo ratings yet
- Wood PropertiesDocument14 pagesWood PropertieskelisianoNo ratings yet
- Moisture Relations and Physical Properties of Wood - US - DoEDocument20 pagesMoisture Relations and Physical Properties of Wood - US - DoEPeter KimbelNo ratings yet
- Ewpaa Facts About PB and MDFDocument41 pagesEwpaa Facts About PB and MDFanuuup100% (1)
- Unit 3Document58 pagesUnit 3Yoghi KalamNo ratings yet
- Wood AnatomyDocument73 pagesWood AnatomyJay_ntNo ratings yet
- Dalbergia Nigra Vs Dalbergia SpruceanaDocument7 pagesDalbergia Nigra Vs Dalbergia SpruceanapepecarmonaNo ratings yet
- Table of Wood DensityDocument9 pagesTable of Wood DensityAri WahyuNo ratings yet
- Requested FileDocument48 pagesRequested Fileanon_666717122No ratings yet
- Europe Wood Market TrendsDocument47 pagesEurope Wood Market TrendsDarshan Shah0% (1)
- 03 Properties of Wood and Structural Wood ProductsDocument62 pages03 Properties of Wood and Structural Wood ProductswalaywanNo ratings yet
- Timber For ConstructionDocument14 pagesTimber For Constructionjohn robiNo ratings yet
- Defects in TimberDocument17 pagesDefects in TimberAasim AzmiNo ratings yet
- FR0396Document16 pagesFR0396Frankcw1No ratings yet
- Market Outlook Russ TaylorDocument37 pagesMarket Outlook Russ TaylorjibranqqNo ratings yet
- Presentation 6 WOOD DEFECTSDocument19 pagesPresentation 6 WOOD DEFECTSJohn ProtoctisNo ratings yet
- Wood Preservation Using Natural ProductsDocument14 pagesWood Preservation Using Natural ProductsLuisDomínguezNo ratings yet
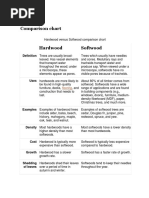
- Comparison Hardwood SoftwoodDocument5 pagesComparison Hardwood SoftwoodSomya SinhaNo ratings yet
- Panshin An Zeeuw - Textbook of Wood TechnologyDocument744 pagesPanshin An Zeeuw - Textbook of Wood TechnologymichellycasagrandeNo ratings yet
- Wood Defects' Knots, Spiral Grain, Juvenile Wood and Reaction WoodDocument24 pagesWood Defects' Knots, Spiral Grain, Juvenile Wood and Reaction WoodssamisNo ratings yet
- Sprouting and Growth of Paulownia Tomentosa Root CuttingsDocument6 pagesSprouting and Growth of Paulownia Tomentosa Root CuttingsCarlos LehmanNo ratings yet
- MaterialsDocument12 pagesMaterialsSrujanaNo ratings yet
- Wood Products TreatmentDocument24 pagesWood Products TreatmentTegha Lucas100% (1)
- Build 138 58 On Site Framing TreatmentDocument2 pagesBuild 138 58 On Site Framing TreatmentYanina MashkinaNo ratings yet
- TimberDocument55 pagesTimberAra Abdullah100% (1)
- 117 Sample Chapter PDFDocument17 pages117 Sample Chapter PDFAlen ShajiNo ratings yet
- Chapter 5 TimberDocument44 pagesChapter 5 Timberwan hazirahNo ratings yet
- Chapter 3 TimbersDocument52 pagesChapter 3 Timbersaman sudi100% (1)
- Unit 7 TimberDocument9 pagesUnit 7 TimberhimalbaduhimalbaduNo ratings yet
- Safety (1) - 1Document14 pagesSafety (1) - 1Collins Obari AdiyeNo ratings yet
- Acids Bases and SaltsDocument11 pagesAcids Bases and SaltsCollins Obari AdiyeNo ratings yet
- The Plastic FormingDocument9 pagesThe Plastic FormingCollins Obari AdiyeNo ratings yet
- Pumps Notes Level 1 REV 3Document10 pagesPumps Notes Level 1 REV 3Collins Obari AdiyeNo ratings yet
- Con PlantDocument20 pagesCon PlantCollins Obari AdiyeNo ratings yet
- BROCHURE Lowara CO-series enDocument4 pagesBROCHURE Lowara CO-series enLuis E. RodríguezNo ratings yet
- DQ Ahu 03-1944-CFM-DDocument28 pagesDQ Ahu 03-1944-CFM-Dsantosh yadavNo ratings yet
- Diodat Zenner PDFDocument2 pagesDiodat Zenner PDFFatmir KelmendiNo ratings yet
- TCC Thesis BDC DefenseDocument51 pagesTCC Thesis BDC DefensepsteigerNo ratings yet
- Compiler and Interpreter - PresentationDocument10 pagesCompiler and Interpreter - Presentationjsreevasu100% (1)
- 74311Document18 pages74311amdevaNo ratings yet
- RX User ManualDocument25 pagesRX User ManualАндрей9No ratings yet
- Excel Practical 1Document8 pagesExcel Practical 1dika dikaNo ratings yet
- Calcul Fundatie Izolata Stalp MetDocument3 pagesCalcul Fundatie Izolata Stalp MetVirginia Elena IordacheNo ratings yet
- Bihar Building BylawsDocument13 pagesBihar Building BylawsAakanksha NidhiNo ratings yet
- Plans Proposed Completion Three Storey Building For Isolation RoomsDocument72 pagesPlans Proposed Completion Three Storey Building For Isolation RoomsJake CanlasNo ratings yet
- Unlock PasswordDocument19 pagesUnlock Passwordrishivivek55100% (1)
- Ae Thesis PsuDocument7 pagesAe Thesis Psuannaherreragarland100% (1)
- Practice Test A Reading 1-10Document4 pagesPractice Test A Reading 1-10Ashan SaidNo ratings yet
- EwdDocument2 pagesEwdjackyt09No ratings yet
- ST7735Document167 pagesST7735jatonfireNo ratings yet
- Report of Drilling Inspection AT MCE 487.: Doc. Rev. Remarks / Description of Revision / Status Rev. Date NoDocument6 pagesReport of Drilling Inspection AT MCE 487.: Doc. Rev. Remarks / Description of Revision / Status Rev. Date NoAnonymous S7Cq7ZDgPNo ratings yet
- Wake Tech CatalogDocument349 pagesWake Tech CatalogSteve Chung100% (1)
- MAV Comminution TestsDocument16 pagesMAV Comminution TestsNilson Ariel Gálvez Olguin100% (1)
- SR500 SYSTEM & Services PowerstormDocument32 pagesSR500 SYSTEM & Services PowerstormpeterNo ratings yet
- Disc Shaped Reentry VehicleDocument30 pagesDisc Shaped Reentry VehicleCliff ThriveNo ratings yet
- IGCSE Edexcel Chemistry SQ 3 Energetics 1CDocument14 pagesIGCSE Edexcel Chemistry SQ 3 Energetics 1CTsang ColinNo ratings yet
- SPM 2008 Est K2Document13 pagesSPM 2008 Est K2pss smk selandarNo ratings yet
- Windows CCE 4.2Document1,312 pagesWindows CCE 4.2Sant.santiNo ratings yet
- B.Tech Sem 6 - Flat SlabDocument24 pagesB.Tech Sem 6 - Flat SlabSayali100% (2)
- Kolos Et Les Quatre Voleurs TEXTEDocument4 pagesKolos Et Les Quatre Voleurs TEXTEser123No ratings yet
- SAP CRM Overview - Architecture: IBM Global Business ServicesDocument57 pagesSAP CRM Overview - Architecture: IBM Global Business ServicesGK SKNo ratings yet
- UT Testing-Self Study Notes 20140807 PDFDocument1,887 pagesUT Testing-Self Study Notes 20140807 PDFvalentin100% (6)
- 152 TOP Thermodynamics - Mechanical Engineering Multiple Choice Questions and Answers ListDocument30 pages152 TOP Thermodynamics - Mechanical Engineering Multiple Choice Questions and Answers ListSampat AgnihotriNo ratings yet