MFL Paper V2 PDF
MFL Paper V2 PDF
Download as pdf or txt
You might also like
- MSJ Maintenance Company End User Presentation Rev1Document25 pagesMSJ Maintenance Company End User Presentation Rev1Ashish yedkeNo ratings yet
- Welding Coordinator Tasks and ResponsibilitiesDocument3 pagesWelding Coordinator Tasks and ResponsibilitiesShaun Holder83% (6)
- Subsea Well Intervention TechnologyDocument25 pagesSubsea Well Intervention TechnologyYohanest Chandra100% (3)
- Table Trolley InstructionsDocument18 pagesTable Trolley InstructionsurabiNo ratings yet
- NDT Life CycleDocument6 pagesNDT Life Cyclecal2_uniNo ratings yet
- SPE 170980 - Subsea Well Intervention - Recent Developments and Recommendations To Increase Overall Project ReturnsDocument12 pagesSPE 170980 - Subsea Well Intervention - Recent Developments and Recommendations To Increase Overall Project ReturnsAdri Coca SuaznabarNo ratings yet
- Atv-Reg ElwerkDocument41 pagesAtv-Reg ElwerkNoureddine MerahNo ratings yet
- Chinese Journal of Chemical Engineering: Jin Lang, Jiao ZhaoDocument8 pagesChinese Journal of Chemical Engineering: Jin Lang, Jiao ZhaoLydia DAHMOUNNo ratings yet
- Chinese Journal of Chemical Engineering: Jin Lang, Jiao ZhaoDocument8 pagesChinese Journal of Chemical Engineering: Jin Lang, Jiao ZhaoLydia DAHMOUNNo ratings yet
- IPTC 17394 Advanced Technologies For Produced Water Treatment and ReuseDocument11 pagesIPTC 17394 Advanced Technologies For Produced Water Treatment and ReuseFrancisco ACNo ratings yet
- Literature Review On Oil and GasDocument7 pagesLiterature Review On Oil and Gasafdtakoea100% (1)
- Extending The Life of Mature AssetsDocument18 pagesExtending The Life of Mature Assetsjesf_2014No ratings yet
- Develop of Fuzzy SystemDocument25 pagesDevelop of Fuzzy SystemVeronicaNo ratings yet
- Saboorian Jooybari2016Document49 pagesSaboorian Jooybari2016Bilal AhmadNo ratings yet
- Waterflood Cmg Production Optimization Analysis for the Draugen Field of NorwayDocument23 pagesWaterflood Cmg Production Optimization Analysis for the Draugen Field of NorwayCristhian Duràn FanolaNo ratings yet
- Review of Reservoir ManagementDocument17 pagesReview of Reservoir ManagementJessica King100% (1)
- Advanced Deepwater Kick DetectionDocument10 pagesAdvanced Deepwater Kick DetectionRakibul IslamNo ratings yet
- 03E. COP Well Selection Guidelines (Excellent)Document66 pages03E. COP Well Selection Guidelines (Excellent)Donald StraubNo ratings yet
- Məqalə2Document10 pagesMəqalə2Məleykə TəmrazlıNo ratings yet
- Application of Intelligent Well Completion in Optimising Oil Production From Oil Rim ReservoirsDocument12 pagesApplication of Intelligent Well Completion in Optimising Oil Production From Oil Rim ReservoirsIlham SanubariNo ratings yet
- Maintenance of Subsea Oil and Gas Pipelines Under Aging ConditionsDocument7 pagesMaintenance of Subsea Oil and Gas Pipelines Under Aging ConditionsMarcelo Varejão CasarinNo ratings yet
- 2011 - Palkar, S. Et Al - Extending The Service Life Span of Ageing Oil and GasDocument10 pages2011 - Palkar, S. Et Al - Extending The Service Life Span of Ageing Oil and GasnmosilvaNo ratings yet
- Screening 1Document10 pagesScreening 1manuel cabarcasNo ratings yet
- Maintenance Management of Aging Oil and Gas Facilities - IntechOpenDocument27 pagesMaintenance Management of Aging Oil and Gas Facilities - IntechOpenhongthanhvuNo ratings yet
- OSBl Considerations For Refinery Expansion ProjectsDocument10 pagesOSBl Considerations For Refinery Expansion ProjectsReaderRRGHTNo ratings yet
- Intelligent Well Technology-Dealing With Gas Coning Problems in Production WellsDocument15 pagesIntelligent Well Technology-Dealing With Gas Coning Problems in Production WellsGonZaLiToNo ratings yet
- 2015 SPE174694 EORCultureDocument17 pages2015 SPE174694 EORCultureAgaba IduNo ratings yet
- SPE-174935-MS Offshore Membrane Deaeration As A Replacement For Vacuum Tower Deaeration - A Comparative StudyDocument15 pagesSPE-174935-MS Offshore Membrane Deaeration As A Replacement For Vacuum Tower Deaeration - A Comparative StudyShamsiNo ratings yet
- Completation Inteligent RevistaDocument9 pagesCompletation Inteligent RevistaGabriel Castellon HinojosaNo ratings yet
- OTC-31940-MS Repurposing Gulf of Mexico Oil and Gas Facilities For The Blue EconomyDocument24 pagesOTC-31940-MS Repurposing Gulf of Mexico Oil and Gas Facilities For The Blue Economyantonio diego angelesNo ratings yet
- Intelligent Well Technology-Dealing With Gas Coning Problems in Production WellsDocument16 pagesIntelligent Well Technology-Dealing With Gas Coning Problems in Production Wellsahmad hafidz mahendraNo ratings yet
- SNAME-ToS-2019-010 (Review of Offshore Mooring System Life Extension - Challenges and Recommendations)Document16 pagesSNAME-ToS-2019-010 (Review of Offshore Mooring System Life Extension - Challenges and Recommendations)ManuelNo ratings yet
- Article - 1001293 Controling FoulingDocument9 pagesArticle - 1001293 Controling FoulingDavid Diaz PadillaNo ratings yet
- Subsea Installation ThesisDocument5 pagesSubsea Installation Thesisijofwkiig100% (2)
- Intelligent Completion or Well Intervention RobotDocument12 pagesIntelligent Completion or Well Intervention RobotNathália CorrêaNo ratings yet
- Rapport: Deepwater Horizon-Ulykken: Årsaker, Lærepunkter Og Forbedrings-Tiltak For Norsk SokkelDocument11 pagesRapport: Deepwater Horizon-Ulykken: Årsaker, Lærepunkter Og Forbedrings-Tiltak For Norsk SokkelAlexander Rueda OrduzNo ratings yet
- Chapter 1 - Introduction To Production TechnologyDocument29 pagesChapter 1 - Introduction To Production TechnologyAmeer Bakry ZulkiffliNo ratings yet
- Excessive Water Production Diagnostic and Control - Case Study Jake Oil Field - SudanDocument14 pagesExcessive Water Production Diagnostic and Control - Case Study Jake Oil Field - SudanEmad ShibaniNo ratings yet
- RESUME Chemical Engineering MagazineDocument12 pagesRESUME Chemical Engineering Magazinejihan safNo ratings yet
- Completion Challenge PaperDocument7 pagesCompletion Challenge Papergregorio2407No ratings yet
- Subsea Maintenance Service Delivery-Mapping Factors Influencing Scheduled Service DurationDocument6 pagesSubsea Maintenance Service Delivery-Mapping Factors Influencing Scheduled Service DurationasmaNo ratings yet
- Paper 83 - Spe 117121-Pp Total Well Integrity - Column FormatDocument9 pagesPaper 83 - Spe 117121-Pp Total Well Integrity - Column FormatalizareiforoushNo ratings yet
- ExtendingTheServiceLifeSpanOfAgeing PlantDocument9 pagesExtendingTheServiceLifeSpanOfAgeing PlantNiraj KumarNo ratings yet
- Petroleum Engineering Thesis DownloadDocument8 pagesPetroleum Engineering Thesis Downloadcheriekingtulsa100% (2)
- Homework 1 Zulkifli A19et0276Document6 pagesHomework 1 Zulkifli A19et0276Zulkifli MydeenNo ratings yet
- 2003 JordanDocument16 pages2003 JordanjohanpenuelaNo ratings yet
- Ocean Engineering: D.G. Trodden, A.J. Murphy, K. Pazouki, James SargeantDocument10 pagesOcean Engineering: D.G. Trodden, A.J. Murphy, K. Pazouki, James SargeantMonica EllaNo ratings yet
- OTC 18381 Flow-Assurance Field Solutions (Keynote) : Are We There Yet?Document3 pagesOTC 18381 Flow-Assurance Field Solutions (Keynote) : Are We There Yet?lulalala8888No ratings yet
- SPE 185472 New Trends in Waterflooding Project OptimizationDocument29 pagesSPE 185472 New Trends in Waterflooding Project Optimizationk.leya424No ratings yet
- Cost Reduction in Mining Operations - DiscussionDocument4 pagesCost Reduction in Mining Operations - DiscussionSebastiánHernandezAlbayayNo ratings yet
- IPTC-13646 Creating Value in Well and Reservoir Management Through Proactive Surveillance-2009-UnlockedDocument12 pagesIPTC-13646 Creating Value in Well and Reservoir Management Through Proactive Surveillance-2009-UnlockedBruceNo ratings yet
- Hashmi 2013Document15 pagesHashmi 2013ar.karbalayiNo ratings yet
- Journal of Loss Prevention in The Process Industries: Isaac Animah, Mahmood Sha FieeDocument12 pagesJournal of Loss Prevention in The Process Industries: Isaac Animah, Mahmood Sha FieeEko Prasetyo100% (1)
- Reservoir Management and Reserves Optimization ConceptsDocument2 pagesReservoir Management and Reserves Optimization ConceptsaidiladhamNo ratings yet
- JT - IPTC 13405. Well Integrity Management Systems, Achievements Vs ExpectationsDocument10 pagesJT - IPTC 13405. Well Integrity Management Systems, Achievements Vs ExpectationsjuantellezcoNo ratings yet
- 72114-ms Reservoir MonitoringDocument10 pages72114-ms Reservoir Monitoringhade wantoNo ratings yet
- ReservoirManagementJawad 2 (Book Important)Document154 pagesReservoirManagementJawad 2 (Book Important)Amir HashemiNo ratings yet
- Optimization of O&MDocument9 pagesOptimization of O&MSHRUTIGONUNo ratings yet
- Ubit Field Rejuvenation - A Case History of Reservoir Management of A Giant Oil FieldDocument16 pagesUbit Field Rejuvenation - A Case History of Reservoir Management of A Giant Oil FieldEdgar de OliveiraNo ratings yet
- Production Chemistry in The Oil and Gas Industry: Issued March 2021 (Final)Document8 pagesProduction Chemistry in The Oil and Gas Industry: Issued March 2021 (Final)yrdna nawaiteosNo ratings yet
- The Promise of Stimulation: Understanding + Total Approach Optimum ValueDocument4 pagesThe Promise of Stimulation: Understanding + Total Approach Optimum ValueNguyen Truong SonNo ratings yet
- Waterflooding Sandstone Reservoirs: Methods, Design and AnalysisFrom EverandWaterflooding Sandstone Reservoirs: Methods, Design and AnalysisNo ratings yet
- MDB InternalDocument1 pageMDB InternalM Rashid Latif GhouriNo ratings yet
- 3D Piping Layout PlanDocument4 pages3D Piping Layout PlanM Rashid Latif GhouriNo ratings yet
- Drawing Pig LauncherDocument1 pageDrawing Pig LauncherM Rashid Latif GhouriNo ratings yet
- Flow Diagram-2Document1 pageFlow Diagram-2M Rashid Latif GhouriNo ratings yet
- Ratchet Assembly Ilyas Brothers Engineering: Plot No 233 Dar Ul Ihsan Town, Samundary Road Faisalabad Ratchet AsmbDocument1 pageRatchet Assembly Ilyas Brothers Engineering: Plot No 233 Dar Ul Ihsan Town, Samundary Road Faisalabad Ratchet AsmbM Rashid Latif GhouriNo ratings yet
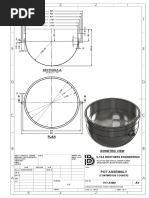
- Pan AsmbDocument1 pagePan AsmbM Rashid Latif GhouriNo ratings yet
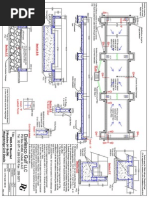
- H 18mx3m Pit Mounted CivilDocument1 pageH 18mx3m Pit Mounted CivilM Rashid Latif GhouriNo ratings yet
- Operation Guide 2608 2638 2688: Getting AcquaintedDocument6 pagesOperation Guide 2608 2638 2688: Getting AcquaintedM Rashid Latif GhouriNo ratings yet
- 2013.07.10 BB 15 Attachment 5 - Final BT Agreement v13 (Execution Copy) - 1Document92 pages2013.07.10 BB 15 Attachment 5 - Final BT Agreement v13 (Execution Copy) - 1Camille GonzalesNo ratings yet
- Method Statement For Installation of Glazing Panel To GRP Fins - Safe Work Method of StatementDocument8 pagesMethod Statement For Installation of Glazing Panel To GRP Fins - Safe Work Method of StatementAflal MohamedNo ratings yet
- F45 Follow Up Audit Report ISO 22000 EnglishDocument13 pagesF45 Follow Up Audit Report ISO 22000 Englishivan stojaovNo ratings yet
- ISO 14120 White Paper ProcterDocument10 pagesISO 14120 White Paper ProcterMarcoNo ratings yet
- NCHRP w28Document65 pagesNCHRP w28juancarrionmonsalve100% (1)
- Aspen AnsysDocument4 pagesAspen AnsysChetan SorteNo ratings yet
- 06 - Exhibit D - Scope of Work 26 Dec 06Document15 pages06 - Exhibit D - Scope of Work 26 Dec 06Ahmad Abd RabouNo ratings yet
- SAG - Automotive Wiring Harness Assembly NC IIDocument4 pagesSAG - Automotive Wiring Harness Assembly NC IIChinky ManahanNo ratings yet
- ITP For Storage Tank According To API650Document5 pagesITP For Storage Tank According To API650Maneesh KumarNo ratings yet
- Visual Inspection Procedure 0222 160 P PT PTJ 0008Document7 pagesVisual Inspection Procedure 0222 160 P PT PTJ 0008Yassine Koot100% (1)
- Sub-Contractor Comments Response Sheet: Ain Tsila DevelopmentDocument27 pagesSub-Contractor Comments Response Sheet: Ain Tsila DevelopmentZaidiNo ratings yet
- SECTION B Answer 13, 14, 16Document3 pagesSECTION B Answer 13, 14, 16shaik safiyaNo ratings yet
- Irc SP 40 B-8 PDFDocument129 pagesIrc SP 40 B-8 PDFFrank Stephens100% (1)
- Fairgrounds tcm4-22894 PDFDocument74 pagesFairgrounds tcm4-22894 PDFFaiz BokhadiNo ratings yet
- CSS9 Q2 M1 Week-1Document15 pagesCSS9 Q2 M1 Week-1Cris Jhillian SanchezNo ratings yet
- Quality Plan For Component Specification DRAFTDocument2 pagesQuality Plan For Component Specification DRAFTkirstinegalvezNo ratings yet
- Objective: Lifting Gear InspectorDocument2 pagesObjective: Lifting Gear InspectorMohamed YasirNo ratings yet
- Heater Tube Life ManagementDocument19 pagesHeater Tube Life ManagementWeniton Oliveira100% (1)
- MIL-A-18001K Anodes, Sacrificial Zinc Alloy, With Amendment 3 ...Document31 pagesMIL-A-18001K Anodes, Sacrificial Zinc Alloy, With Amendment 3 ...Kingsman 86No ratings yet
- Jms Crane Lifting RGTP p20220019 Esb Con Jms 9243 0013 - A Code 2Document39 pagesJms Crane Lifting RGTP p20220019 Esb Con Jms 9243 0013 - A Code 2amir hakimNo ratings yet
- Ab 537 Thermal Liquid Heating System RequirementsDocument24 pagesAb 537 Thermal Liquid Heating System RequirementsCarlos Maldonado SalazarNo ratings yet
- PositionData Collector For SEHATMAND ThirdDocument3 pagesPositionData Collector For SEHATMAND ThirdShujauddin SultaniNo ratings yet
- ScheduleD PM Report CT520Document6 pagesScheduleD PM Report CT520Nooruddin DeroNo ratings yet
- Load Notices: Technical Bulletin No. 7Document2 pagesLoad Notices: Technical Bulletin No. 7Ari WibisonoNo ratings yet
- MIL-A-24779 ALUMINUM ANODESDocument29 pagesMIL-A-24779 ALUMINUM ANODESRogério BorgesNo ratings yet
- Best Practices in Quality Assurance & Inspection IN NTPCDocument39 pagesBest Practices in Quality Assurance & Inspection IN NTPCbunyi gitarNo ratings yet
- Audit Criteria: To Be Used On Audits Starting On or After 12-Dec-2021Document31 pagesAudit Criteria: To Be Used On Audits Starting On or After 12-Dec-2021Caio Fazzioli TavaresNo ratings yet