Unit 4
Unit 4
Download as pdf or txt
You might also like
- Business Plan Wheel BAlancing and AlignmentDocument7 pagesBusiness Plan Wheel BAlancing and AlignmentSusheel Pote100% (1)
- Commercial Vehicle RepairShop Project ReportDocument9 pagesCommercial Vehicle RepairShop Project Reportebay100% (1)
- Jamia Admission FormDocument122 pagesJamia Admission FormAmaanNo ratings yet
- 208B Grand Caravan EXCarg Pod Cost Summary Conklin Decker PDFDocument21 pages208B Grand Caravan EXCarg Pod Cost Summary Conklin Decker PDFValdy OktafianzaNo ratings yet
- Disclosure To Promote The Right To InformationDocument13 pagesDisclosure To Promote The Right To InformationAnonymous 1gp9bFNo ratings yet
- Calculating Unit Rates IsDocument12 pagesCalculating Unit Rates Iskavi_prakash6992No ratings yet
- Break Down Cobble Final 2016Document25 pagesBreak Down Cobble Final 2016Yoseph AgosaNo ratings yet
- Cost Breakdown RegionalDocument581 pagesCost Breakdown Regionalmearig kahsay95% (19)
- Two Wheeler Workshop Project ReportDocument8 pagesTwo Wheeler Workshop Project Reportparth sarthyNo ratings yet
- Guideline For Estimation of Manpower RequirementsDocument21 pagesGuideline For Estimation of Manpower Requirementstresspassee100% (1)
- EVCharging StationDocument20 pagesEVCharging StationK.karthick RajaNo ratings yet
- IS 11590 (1995) - Guidelines For Working Out Unit Rate Cost of The Construction Equipment Used For River Valley ProjectsDocument13 pagesIS 11590 (1995) - Guidelines For Working Out Unit Rate Cost of The Construction Equipment Used For River Valley ProjectsDEEPAKNo ratings yet
- CONCRETE WORK Final Draft Holistic Cost AnalysisDocument4 pagesCONCRETE WORK Final Draft Holistic Cost Analysisፍቅር ይሸንፍል100% (1)
- Factor Servicio - BauerDocument42 pagesFactor Servicio - BauerPedro Miguel SolórzanoNo ratings yet
- Unit 1 - ch.2 OverheadDocument9 pagesUnit 1 - ch.2 Overheadaayushgiri21No ratings yet
- Syllabus (Notes & Tut QS) - FMDocument62 pagesSyllabus (Notes & Tut QS) - FMFrank El NinoNo ratings yet
- C-25 Break DownDocument2 pagesC-25 Break DownmichaelNo ratings yet
- BSR 2020 EN New - UnlockedDocument189 pagesBSR 2020 EN New - Unlockedkavinda89No ratings yet
- Tugas 3 Vehicle Performance and Driving Resistance RSTJ 3BDocument24 pagesTugas 3 Vehicle Performance and Driving Resistance RSTJ 3BDawang GilangNo ratings yet
- Two Wheeler Repair and Service UnitDocument8 pagesTwo Wheeler Repair and Service UnitSurendra SharmaNo ratings yet
- Cost BreakdownDocument49 pagesCost BreakdownSisay chaneNo ratings yet
- MCC Guidelines - Rev DDocument11 pagesMCC Guidelines - Rev Dfouadelshabrawy71No ratings yet
- Sail Eot Technical 2-02-004-18Document21 pagesSail Eot Technical 2-02-004-18SumitBhaumikNo ratings yet
- Equipment Economics: Dr. Mallikarjun Pillalamarry Department of Mining and Process Engineering Polytechnic of NamibiaDocument50 pagesEquipment Economics: Dr. Mallikarjun Pillalamarry Department of Mining and Process Engineering Polytechnic of Namibiaanon_622910368No ratings yet
- SivaDocument7 pagesSivaGAMING WITH RVKNo ratings yet
- Product News: Industrial Five Tier Engine Rating StructureDocument13 pagesProduct News: Industrial Five Tier Engine Rating StructureAlberto PANo ratings yet
- Case StudyDocument6 pagesCase StudyVishal RajputNo ratings yet
- Cost Breakdown For BuildingDocument669 pagesCost Breakdown For Buildingኢትዮጵያ የ 3ሺ አመት እመቤት80% (5)
- Addendum 3.7.23Document8 pagesAddendum 3.7.23culivertNo ratings yet
- Template Budget FormDocument2 pagesTemplate Budget FormhsnzNo ratings yet
- Two Alternative Machines Are Being Considered For A Cost Reduction ProjectDocument1 pageTwo Alternative Machines Are Being Considered For A Cost Reduction ProjectFreelance WorkerNo ratings yet
- OverheadsDocument25 pagesOverheadsankit_katarya100% (6)
- Specification of TransformerDocument43 pagesSpecification of TransformerJaaffer AliNo ratings yet
- Transformer Price and Losses: /take-Into-Account-The-Losses-When-Purchasing-Power-TransformerDocument7 pagesTransformer Price and Losses: /take-Into-Account-The-Losses-When-Purchasing-Power-TransformerAnonymous rAFSAGDAEJNo ratings yet
- Commercial ReturnablesDocument70 pagesCommercial ReturnablesAncaNo ratings yet
- Machinery Cost SheetDocument4 pagesMachinery Cost SheetWalter VelásquezNo ratings yet
- 09.2 Detailed Technical SpecificationsDocument18 pages09.2 Detailed Technical SpecificationsPreetiNo ratings yet
- Steely Cost Breakdown For Window Glass Work July 2024Document2 pagesSteely Cost Breakdown For Window Glass Work July 2024Surafel WonduNo ratings yet
- Machine Hour RateDocument3 pagesMachine Hour RateIvan TrubeljaNo ratings yet
- Cem103 Lecture 2 Cost Estimating ComponentsDocument16 pagesCem103 Lecture 2 Cost Estimating ComponentsMrSamspart100% (1)
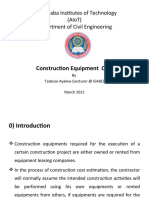
- Addis Ababa Institutes of Technology (Aiot) Department of Civil EngineeringDocument36 pagesAddis Ababa Institutes of Technology (Aiot) Department of Civil EngineeringSamuel Minda100% (1)
- Day Work RatesDocument4 pagesDay Work RatesFaiz Fitri Noorizan0% (2)
- Auto Cylinder Liners: Profile No.: 87 NIC Code:29201Document10 pagesAuto Cylinder Liners: Profile No.: 87 NIC Code:29201Sabhaya ChiragNo ratings yet
- Section 3 - Evaluation and Qualification CriteriaDocument11 pagesSection 3 - Evaluation and Qualification CriteriaShuhan Mohammad Ariful HoqueNo ratings yet
- Managerial Accounting - Mid Term Exam PDFDocument4 pagesManagerial Accounting - Mid Term Exam PDFNavya AgrawalNo ratings yet
- Resistive Force Calculation and Battery Pack Configuration Using Simulink ModelDocument7 pagesResistive Force Calculation and Battery Pack Configuration Using Simulink ModelPavan PNo ratings yet
- Excavation and Earth Work. Analysis Sheet For Direct & Indirect Unit CostsDocument12 pagesExcavation and Earth Work. Analysis Sheet For Direct & Indirect Unit CostsmusitefaNo ratings yet
- CE Note Approval R3Document3 pagesCE Note Approval R3mrtnctpsNo ratings yet
- GR00000700 00Document36 pagesGR00000700 00Van GAPNo ratings yet
- Automobile Repairing: 1. IntrodcutionDocument9 pagesAutomobile Repairing: 1. IntrodcutionabhayNo ratings yet
- MHR Calculation 1Document13 pagesMHR Calculation 1RamNo ratings yet
- Cost and Evaluation - DeSIGN 2Document21 pagesCost and Evaluation - DeSIGN 2clouudbeeNo ratings yet
- OpernormsDocument64 pagesOpernormssvvsnrajuNo ratings yet
- Overheads - IBADocument6 pagesOverheads - IBAZehra HussainNo ratings yet
- Dynamic Characteristics of VehicleDocument26 pagesDynamic Characteristics of VehiclesurabhiNo ratings yet
- Tailoring UnitDocument8 pagesTailoring UnitSuresh sureshNo ratings yet
- Paper 3 Chapter 4 PractiseDocument11 pagesPaper 3 Chapter 4 PractiseAryan GuptaNo ratings yet
- Commercial Vehicle RepairShopDocument7 pagesCommercial Vehicle RepairShopravikantNo ratings yet
- GH 04 High Capacity Hoists 2022 enDocument8 pagesGH 04 High Capacity Hoists 2022 encouturebasNo ratings yet
- Overhead NDocument2 pagesOverhead NSoumodip ParuiNo ratings yet
- Optimization and Business Improvement Studies in Upstream Oil and Gas IndustryFrom EverandOptimization and Business Improvement Studies in Upstream Oil and Gas IndustryNo ratings yet
- NULM TULIP GuidelinesDocument16 pagesNULM TULIP GuidelinesAmaanNo ratings yet
- 100323-SBIPO2022-Main-WTRESULT-15 ColumnsDocument4 pages100323-SBIPO2022-Main-WTRESULT-15 ColumnsAmaanNo ratings yet
- Sbi Clerk Final ResultDocument4 pagesSbi Clerk Final ResultAmaanNo ratings yet
- Recruitment of Engineers/Officers and Engagement As Graduate Apprentice Engineers in Indian Oil Corporation Limited Through GATE-2021Document2 pagesRecruitment of Engineers/Officers and Engagement As Graduate Apprentice Engineers in Indian Oil Corporation Limited Through GATE-2021AmaanNo ratings yet
- Chapter16 Econometrics Measurement Error ModelsDocument21 pagesChapter16 Econometrics Measurement Error ModelsAmaanNo ratings yet
- KYC Policy-Internet Version-Updated Upto 10.05.2021-CompressedDocument73 pagesKYC Policy-Internet Version-Updated Upto 10.05.2021-CompressedAmaanNo ratings yet