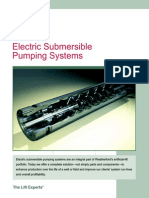
Electrical Submersible Pump (ESP) : Components (Equipment Description) PTP-6.1
Electrical Submersible Pump (ESP) : Components (Equipment Description) PTP-6.1
Download as doc, pdf, or txt
You might also like
- Baker Hughes 2019 ESP Technical CatalogDocument276 pagesBaker Hughes 2019 ESP Technical Catalogmangara.ip.perencoNo ratings yet
- Reda Esp CatalogDocument548 pagesReda Esp CatalogPED SARIRNo ratings yet
- BORETS, Electric Submersible Pumps PDFDocument4 pagesBORETS, Electric Submersible Pumps PDFjoreliNo ratings yet
- ES-238 Compression Pump Shimming Field Instruction PDFDocument10 pagesES-238 Compression Pump Shimming Field Instruction PDFKeivin AriasNo ratings yet
- Bop Test 1Document1 pageBop Test 1asiraza100% (2)
- Hydraulic Workover UnitDocument27 pagesHydraulic Workover UnitzenislerNo ratings yet
- XK3118T1 Technical ManualDocument2 pagesXK3118T1 Technical ManualKrzysztof JakubczakNo ratings yet
- 04.01, ESP Protector Selection Guideline v20070228 - Guia para Seleccion de Sellos - SLB PDFDocument5 pages04.01, ESP Protector Selection Guideline v20070228 - Guia para Seleccion de Sellos - SLB PDFmarimonda4No ratings yet
- Electric Submersible Pumps (ESP) PDFDocument31 pagesElectric Submersible Pumps (ESP) PDFFernandoEnriqueCalveteGonzález100% (3)
- Well-Head SelectionDocument13 pagesWell-Head Selectionmghareeb100% (3)
- ESP Installation ProcedureDocument5 pagesESP Installation ProcedureEduardo Paulini VillanuevaNo ratings yet
- Advantages of Open Hole CompletionDocument1 pageAdvantages of Open Hole CompletionsleimNo ratings yet
- Schlumberger Jet PumpDocument2 pagesSchlumberger Jet PumpTaufiq ByomantoroNo ratings yet
- Dual EspDocument8 pagesDual EspdoubleulandNo ratings yet
- Chapter - 09 ESP Design ExamplesDocument16 pagesChapter - 09 ESP Design Examplesdewidar1234100% (11)
- Esp ComponentsDocument19 pagesEsp ComponentsnawarsNo ratings yet
- ESP PumpsDocument42 pagesESP Pumpsmostafa_ibrahim007100% (1)
- Electric Submersible Pump For STEM CepuDocument33 pagesElectric Submersible Pump For STEM CepuHanif Budhi CundomanikNo ratings yet
- Electrical Submersible PumpDocument119 pagesElectrical Submersible PumpAnonymous iCFJ73OMpD100% (1)
- 46 EspDocument35 pages46 EspHichem FakhfekhNo ratings yet
- ESP DesignDocument39 pagesESP DesignSuleiman Baruni100% (4)
- Select The Correct Answer: Artificial Lift Technology Quizzes QuestionsDocument2 pagesSelect The Correct Answer: Artificial Lift Technology Quizzes QuestionsAutumn Assirem TrefoilNo ratings yet
- Esp Systems PresentationDocument12 pagesEsp Systems Presentationmozhi.shNo ratings yet
- Electric Submersible Pump (Esp) Design of A VSD InstallationDocument21 pagesElectric Submersible Pump (Esp) Design of A VSD InstallationLarasati K Sadewi100% (1)
- ESP OverviewDocument61 pagesESP OverviewNNNo ratings yet
- Alkhorayef ESP Catalog 2019Document96 pagesAlkhorayef ESP Catalog 2019rasnowmah2012No ratings yet
- ESP WeatherfordDocument4 pagesESP WeatherfordLedavid Leonel Flores RiveraNo ratings yet
- ESP Design - Step 4 Total Dynamic HeadDocument6 pagesESP Design - Step 4 Total Dynamic HeadazareiforoushNo ratings yet
- Advantage VSD-Customer PresentationDocument19 pagesAdvantage VSD-Customer PresentationAnonymous 4hOjnj5100% (1)
- 05 - 3 ProtectorsDocument35 pages05 - 3 ProtectorsAndre Damara100% (1)
- PCP PDFDocument14 pagesPCP PDFRizwan Farid100% (1)
- Comparative Study Between Gas Lift and Electric Submersible Pump SystemsDocument26 pagesComparative Study Between Gas Lift and Electric Submersible Pump Systemsalejandroarturo0412100% (1)
- Electrical Submersible Pump (Esp)Document88 pagesElectrical Submersible Pump (Esp)kuldeepNo ratings yet
- Tarea 1Document7 pagesTarea 1Carlos Alberto MHNo ratings yet
- Lecture # 2 Sept 8, 2020: Artificial Lift Technology Quizzes QuestionsDocument3 pagesLecture # 2 Sept 8, 2020: Artificial Lift Technology Quizzes QuestionsAutumn Assirem TrefoilNo ratings yet
- Rigs, Drilling A WellDocument50 pagesRigs, Drilling A Wellfrganga100% (2)
- Chapter 9-Fluid Flow in The Reservoir PDFDocument36 pagesChapter 9-Fluid Flow in The Reservoir PDFMudassir KhanNo ratings yet
- Esp Reda SLB - VSDDocument33 pagesEsp Reda SLB - VSDneoamnNo ratings yet
- Schlumberger ESP Catalog pdf.1 PDFDocument189 pagesSchlumberger ESP Catalog pdf.1 PDFFredy NavasNo ratings yet
- NOVOMET. Instruction of Tap and Power Rating CalculationDocument3 pagesNOVOMET. Instruction of Tap and Power Rating CalculationmolanoavilaNo ratings yet
- Artificial Lift Techniques - Part 2Document7 pagesArtificial Lift Techniques - Part 2Shubham GuptaNo ratings yet
- 9 Surface Equipment PDFDocument47 pages9 Surface Equipment PDFAli AliNo ratings yet
- Model Answer Lecture 02 PDFDocument5 pagesModel Answer Lecture 02 PDFAkol MajookNo ratings yet
- Tubing Performance VLPDocument4 pagesTubing Performance VLPDhiaa LaMiNo ratings yet
- Chapter 1 The Role of Petroleum Production EngineeringDocument10 pagesChapter 1 The Role of Petroleum Production EngineeringC - LevelNo ratings yet
- Day 6 ESP DIFA Procedure and ReportDocument59 pagesDay 6 ESP DIFA Procedure and ReportomerkhalidhameedNo ratings yet
- Introduction 02 - Artificial Lift Methods PDFDocument16 pagesIntroduction 02 - Artificial Lift Methods PDFJael Castellanos MoralesNo ratings yet
- Application Engineering: Reda Esp System ComponentsDocument4 pagesApplication Engineering: Reda Esp System Componentselsayed amerNo ratings yet
- Artificial Lift Technology Quizzes Questions: Lecture # 1 Sept 3, 2020Document21 pagesArtificial Lift Technology Quizzes Questions: Lecture # 1 Sept 3, 2020Jhon Hery T.R. Harahap100% (2)
- Artificial Lift: Abdullah Bin ZiadDocument39 pagesArtificial Lift: Abdullah Bin ZiadGilbertNo ratings yet
- Advanced Artificial Lift Methods - PE 571Document29 pagesAdvanced Artificial Lift Methods - PE 571Ruben Chirinos OlivaresNo ratings yet
- Catalogue - BoretsDocument218 pagesCatalogue - BoretsCarlosCarrilloNo ratings yet
- Artificial Lift OverviewDocument79 pagesArtificial Lift OverviewHECTOR FLORES100% (1)
- Determine The Actual Gas Migration RateDocument2 pagesDetermine The Actual Gas Migration RatenabiNo ratings yet
- Module 14 - Submersible Pump - LectDocument40 pagesModule 14 - Submersible Pump - LectmahmoudNo ratings yet
- Lab 5 - Operating Characteristics of A Centrifugal PumpDocument9 pagesLab 5 - Operating Characteristics of A Centrifugal PumpGianne Nigelle DoriaNo ratings yet
- Pump Life Cycle Cost 8 Energy Cost ReductionDocument31 pagesPump Life Cycle Cost 8 Energy Cost ReductionRafael OrjuelaNo ratings yet
- Defining ESPDocument2 pagesDefining ESPodexNo ratings yet
- Rotating EquipmentDocument235 pagesRotating EquipmentpraSHANT2331100% (5)
- 150-4056 - Testing & Adjusting Pumps & ValvesDocument16 pages150-4056 - Testing & Adjusting Pumps & Valvesmicnicu100% (9)
- Artificial LiftDocument26 pagesArtificial LiftSoko JeanNo ratings yet
- SauravChakraborty IHMTC2017!04!0133 CamerareadyDocument9 pagesSauravChakraborty IHMTC2017!04!0133 CamerareadynawarsNo ratings yet
- Gas-Lift Operation & OptimizationDocument18 pagesGas-Lift Operation & Optimizationnawars100% (1)
- ESP-Operation & Trouble ShootingDocument11 pagesESP-Operation & Trouble ShootingnawarsNo ratings yet
- Vessel Internal &functionDocument31 pagesVessel Internal &functionnawars100% (1)
- Energies 12 04093 v2 PDFDocument17 pagesEnergies 12 04093 v2 PDFMohammedAzharuddinSNo ratings yet
- Dynamix 1444-td001 - En-P PDFDocument24 pagesDynamix 1444-td001 - En-P PDFJose Roberto Collado JimenezNo ratings yet
- Report EbikeDocument69 pagesReport EbikeRaman SinghNo ratings yet
- paper 6 phyDocument6 pagespaper 6 physhubhpa8064No ratings yet
- Profoscope Operating Instructions English HighDocument19 pagesProfoscope Operating Instructions English HighNOEL RODRIGUEZNo ratings yet
- 52173-00 3Document39 pages52173-00 3markigldmm918No ratings yet
- Datashet TransistorDocument7 pagesDatashet TransistorPosada Burgueño CarlosNo ratings yet
- Power Electronics Chapter#11Document25 pagesPower Electronics Chapter#11Bilal HussainNo ratings yet
- Full Beginner's Guide To ESD Protection Circuit Design For PCBDocument12 pagesFull Beginner's Guide To ESD Protection Circuit Design For PCBjackNo ratings yet
- Manual MultiPlus Compact 800 1200 1600 EN NL FR DE ESDocument154 pagesManual MultiPlus Compact 800 1200 1600 EN NL FR DE ESAlba Car MarNo ratings yet
- Diagnosis of Broken Rotor Bars in Induction Motor by Using Virtual InstrumentsDocument9 pagesDiagnosis of Broken Rotor Bars in Induction Motor by Using Virtual InstrumentsshashidharsmNo ratings yet
- High Efficiency, High Power Density Electric MotorsDocument12 pagesHigh Efficiency, High Power Density Electric MotorsDileep SettyNo ratings yet
- Introduction To Electron Energy Dispersive Spectroscopy (Eds, Edx, Edxs or Xeds)Document43 pagesIntroduction To Electron Energy Dispersive Spectroscopy (Eds, Edx, Edxs or Xeds)Ahsan SaleemNo ratings yet
- Trt30ax Na 0 ManualDocument21 pagesTrt30ax Na 0 Manualdeepu kumarNo ratings yet
- Trans-Mini - AMF Eng Man v11Document69 pagesTrans-Mini - AMF Eng Man v11alperdaNo ratings yet
- SaudiArabianGridCode Rev1 PDFDocument247 pagesSaudiArabianGridCode Rev1 PDFMhd MouffakNo ratings yet
- F/i Converter mA/V Output Analog Based 2-Wire Transmitter Head Mounting Transmitter 2-Wire Transmitter Lqʨhoghqforvxuh MODEL 6420 620S HTB230 311Document3 pagesF/i Converter mA/V Output Analog Based 2-Wire Transmitter Head Mounting Transmitter 2-Wire Transmitter Lqʨhoghqforvxuh MODEL 6420 620S HTB230 311azkalNo ratings yet
- AC Series MotorsDocument8 pagesAC Series Motorsゞ『HaiDerツ98〆No ratings yet
- Li-Ion Battery Specification: ModelDocument12 pagesLi-Ion Battery Specification: ModelJosé Vicente González VivasNo ratings yet
- Mathematical Modeling of Power DC/DC: ConvertersDocument6 pagesMathematical Modeling of Power DC/DC: ConvertersStudents Xerox ChidambaramNo ratings yet
- Practice Problem SolveDocument177 pagesPractice Problem SolveShantanu PaulNo ratings yet
- Client Consultant:::::: Supernova Engineers LTDDocument10 pagesClient Consultant:::::: Supernova Engineers LTDSarthak Mohanty100% (2)
- IP6829 EnglishDocument17 pagesIP6829 EnglishB VEERAMANI VISWANATHANNo ratings yet
- Class Xii Physics PaperDocument10 pagesClass Xii Physics Papergojo satoruNo ratings yet
- Quv Accelerated Weathering TesterDocument28 pagesQuv Accelerated Weathering TesterHüsam NaylonNo ratings yet
- Protection Relay: JD-5 Integrated Protector MotorDocument3 pagesProtection Relay: JD-5 Integrated Protector Motorzaki amNo ratings yet
- ABB - Across The Line Cont ActorsDocument136 pagesABB - Across The Line Cont ActorsdnaviauxNo ratings yet
- SDT S 105LMRDocument2 pagesSDT S 105LMReaherreramNo ratings yet
- Transmission Line ManualDocument10 pagesTransmission Line ManualYADAVAMITKUMAR007No ratings yet