Experiment No.2 PDF
Experiment No.2 PDF
Download as pdf or txt
You might also like
- Theory of Metal Cutting 2Document39 pagesTheory of Metal Cutting 2Ravichandran G67% (6)
- Method Statement For HvacDocument4 pagesMethod Statement For HvacParas100% (1)
- Apton Standard Price - 020219Document11 pagesApton Standard Price - 020219venspalNo ratings yet
- BS en 837-3-98Document26 pagesBS en 837-3-98Pablo DM100% (1)
- Tool Wear & Tool Life, MachinabilityDocument7 pagesTool Wear & Tool Life, MachinabilityHOD TD GITNo ratings yet
- EMA2022E20 - 21020583 - Kiều Bá ĐăngDocument12 pagesEMA2022E20 - 21020583 - Kiều Bá ĐăngDương HoàngNo ratings yet
- Tool Life ImportantDocument31 pagesTool Life ImportantSerajul HaqueNo ratings yet
- Module-5: Tool Wear & Tool LifeDocument10 pagesModule-5: Tool Wear & Tool LifeYashas KattemaneNo ratings yet
- MS&M Module 3 OtherDocument10 pagesMS&M Module 3 Othertydrtt448No ratings yet
- 1 - Chapter 6 - 1 - 1 Material Removal Process - Introduction 21-1Document34 pages1 - Chapter 6 - 1 - 1 Material Removal Process - Introduction 21-1Fatin JoharNo ratings yet
- Machine Tools Full MaterialDocument100 pagesMachine Tools Full MaterialIndia IndianNo ratings yet
- 2 Machining Operations and Machine ToolsDocument57 pages2 Machining Operations and Machine Toolssakali aliNo ratings yet
- Effect Modified Rake Angle Endmill Two Flute in AISI 1045 Machines Using CNC Milling PDFDocument10 pagesEffect Modified Rake Angle Endmill Two Flute in AISI 1045 Machines Using CNC Milling PDFLukman KasimNo ratings yet
- Key 2Document22 pagesKey 2Jury.rahulNo ratings yet
- Tool LifeDocument15 pagesTool LifeQazi Muhammed FayyazNo ratings yet
- Machining by CuttingDocument4 pagesMachining by CuttingSiddhi JainNo ratings yet
- Me1008 Unit 3 Theory of Metal CuttingDocument39 pagesMe1008 Unit 3 Theory of Metal CuttingPruthviraj rathodNo ratings yet
- Manufacturing Process - Module4.0Document18 pagesManufacturing Process - Module4.0Fiza KamaNo ratings yet
- Cte PPT Unit3Document46 pagesCte PPT Unit3Prathamesh PaskantiNo ratings yet
- 4.1 and 4.2 Tool Wear Mechanism and Types of Tool DamageDocument35 pages4.1 and 4.2 Tool Wear Mechanism and Types of Tool DamageTAMILARASAN MNo ratings yet
- Metal Cutting 11Document12 pagesMetal Cutting 11danielatef77No ratings yet
- Theory of Metal Cutting 2Document39 pagesTheory of Metal Cutting 2Anonymous p0mg44x100% (1)
- Theory of Metal CuttingDocument38 pagesTheory of Metal CuttingcrazynupNo ratings yet
- Metal Cutting: BTME-405Document111 pagesMetal Cutting: BTME-405Yuvraaj Singh100% (1)
- Production Engineering Lecture 2Document16 pagesProduction Engineering Lecture 2AINAMANI AMOSNo ratings yet
- Chapter 1Document45 pagesChapter 1idris_ali_7No ratings yet
- MT II - 2 Marks With AnswersDocument40 pagesMT II - 2 Marks With AnswersArulNo ratings yet
- ME2252 - Manufacturing Technology-IiDocument40 pagesME2252 - Manufacturing Technology-Iiraoli411No ratings yet
- Metal Cutting TechnologyDocument22 pagesMetal Cutting Technologydema_diasNo ratings yet
- Tool Wear and Tool LifeDocument16 pagesTool Wear and Tool Lifedraco555No ratings yet
- Tool Life - 1Document11 pagesTool Life - 1HarhiraNo ratings yet
- Module 1.2Document42 pagesModule 1.2jishnushankarNo ratings yet
- ME6402 - Manufacturing Technology-Ii: 1. Define Metal CuttingDocument26 pagesME6402 - Manufacturing Technology-Ii: 1. Define Metal CuttingSK NAGOOR VALINo ratings yet
- Manufacturing Engineering II Lecture 6Document38 pagesManufacturing Engineering II Lecture 6Dereje SimionNo ratings yet
- Chapter 23 Tool Material and Geometry FailureDocument42 pagesChapter 23 Tool Material and Geometry FailureOttoman Empire “Ottoman Empire wars”No ratings yet
- 2 Metal CuttingDocument89 pages2 Metal CuttingYashraj patilNo ratings yet
- Reference Material Cluster 1 2 3Document40 pagesReference Material Cluster 1 2 3VENKATA RAGHAVENDRA SAI KUMAR SAMBHARANo ratings yet
- Manufacturing Tech. IIDocument13 pagesManufacturing Tech. IIanon_376852568No ratings yet
- Sheet Production TechnologyDocument23 pagesSheet Production TechnologyOmar AlyNo ratings yet
- Tool LifeDocument17 pagesTool LifeAmman Butt100% (1)
- MT II 2 Marks & 16 Marks-1Document15 pagesMT II 2 Marks & 16 Marks-1srohith2606No ratings yet
- Module 1Document44 pagesModule 1VineeshNo ratings yet
- Theory of Metal CuttingDocument29 pagesTheory of Metal Cuttingvishnu anandNo ratings yet
- L7. Tool Wear and Tool LifeDocument34 pagesL7. Tool Wear and Tool LifeFasil GetachewNo ratings yet
- Lecture 2 - 4 - Fundametals of MachiningDocument58 pagesLecture 2 - 4 - Fundametals of MachiningAINAMANI AMOSNo ratings yet
- Thermal Aspects of Machining Module 1Document75 pagesThermal Aspects of Machining Module 1Libin AbrahamNo ratings yet
- MFT 2 TWO Marks With AnswersDocument28 pagesMFT 2 TWO Marks With AnswersThulasi RamNo ratings yet
- Hard Coating of Tool-Report PDFDocument43 pagesHard Coating of Tool-Report PDFRam TejaNo ratings yet
- Model Answers On Some QuestionsDocument18 pagesModel Answers On Some QuestionsCharles OndiekiNo ratings yet
- Machine tools and metrology notesDocument47 pagesMachine tools and metrology notesvasaramu2No ratings yet
- Unit-I Theory of Metal CuttingDocument73 pagesUnit-I Theory of Metal CuttingSarvesh Kumarasamy100% (1)
- Theory of Metal CuttingDocument10 pagesTheory of Metal CuttingHxn BhattiNo ratings yet
- Machine Tools: Aditya College of Engineering - MadanapalleDocument32 pagesMachine Tools: Aditya College of Engineering - MadanapalleAmara Sanjeevaiah GandhiNo ratings yet
- Tool Wear: Manufacturing Technology - IIDocument31 pagesTool Wear: Manufacturing Technology - IIKhalil RazaNo ratings yet
- Lecture-2.Conventional Machining - 2018 PDFDocument80 pagesLecture-2.Conventional Machining - 2018 PDFSaumya ShahNo ratings yet
- Manufacturing Technology-Fundamentals of MachiningDocument33 pagesManufacturing Technology-Fundamentals of MachiningDhanis ParamaguruNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- 4.1. Taking Off Slab: 4. Bill of QuantitiesDocument8 pages4.1. Taking Off Slab: 4. Bill of QuantitiesKak NinaNo ratings yet
- Teesta III: One of The Largest Hydro-Electric Projects in IndiaDocument1 pageTeesta III: One of The Largest Hydro-Electric Projects in Indiakamardheen majithNo ratings yet
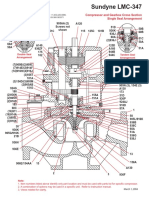
- Sundyne LMC-347: Compressor and Gearbox Cross Section Single Seal ArrangementDocument1 pageSundyne LMC-347: Compressor and Gearbox Cross Section Single Seal Arrangementmasoud67a100% (1)
- Machine Design Databook00005 3666Document20 pagesMachine Design Databook00005 3666longle.lt10No ratings yet
- Rotostay Furler ManualDocument3 pagesRotostay Furler ManualOğuzhan OğuzNo ratings yet
- Acme GB PDFDocument20 pagesAcme GB PDFpadmanabanNo ratings yet
- Registered Data Sheet Perforating System Evaluation, API RP 19B Section 1Document1 pageRegistered Data Sheet Perforating System Evaluation, API RP 19B Section 1Zohaib MaqboolNo ratings yet
- Lecture 4-Gears - General - 3-L-Spur ForceDocument28 pagesLecture 4-Gears - General - 3-L-Spur ForceAhmed Al SayedNo ratings yet
- HVAC Sala SportDocument1 pageHVAC Sala SportSperowEyeNo ratings yet
- 3A21 Rev 50Document45 pages3A21 Rev 50Victor FernandezNo ratings yet
- PA BuildingEfficiencyDocument3 pagesPA BuildingEfficiencyamtavareNo ratings yet
- Structural Materials: Information SheetDocument5 pagesStructural Materials: Information SheetFei XiongNo ratings yet
- Principles of Reinforced Concrete Design: CE 307 CE32S3Document12 pagesPrinciples of Reinforced Concrete Design: CE 307 CE32S3Mary Scarlette CenaNo ratings yet
- Kinetics: Noise ControlDocument1 pageKinetics: Noise ControlLejinNo ratings yet
- Floodable LengthDocument5 pagesFloodable LengthMobin GhariNo ratings yet
- Conveyor SafetyDocument43 pagesConveyor SafetyJaya Karthic100% (1)
- Basic of LoomDocument9 pagesBasic of LoomShantnu MittalNo ratings yet
- Amendment No. 2 November 2020 TO Is 13920: 2016 Ductile Design and Detailing of Reinforced Concrete Structures Subjected To Seismic Forces - Code of PracticeDocument3 pagesAmendment No. 2 November 2020 TO Is 13920: 2016 Ductile Design and Detailing of Reinforced Concrete Structures Subjected To Seismic Forces - Code of PracticeParchuri PraveenNo ratings yet
- CSG TBG Dimensions PDFDocument3 pagesCSG TBG Dimensions PDFElisa Maria Angulo VanegasNo ratings yet
- SHakti Hormann - Ez-Contract-Series-1Document12 pagesSHakti Hormann - Ez-Contract-Series-1jenilmehta0710No ratings yet
- Part Cataloque F245Document82 pagesPart Cataloque F245arifmaulana1139No ratings yet
- Chery Arrizo 7 QR525MHE+TRANSMISSION PDFDocument60 pagesChery Arrizo 7 QR525MHE+TRANSMISSION PDFRostam DastanNo ratings yet
- S.L Name of Item Unit Sazza D Vai RemarksDocument2 pagesS.L Name of Item Unit Sazza D Vai RemarkshelalNo ratings yet
- Toyota H151F Transmission AssemblyDocument37 pagesToyota H151F Transmission AssemblyLloyd Tjon Kwan PawNo ratings yet
- Surat Perintah Muat (SPM) - FT 21020512 / DLV / 1 Suryaprima Tatamitra, PTDocument6 pagesSurat Perintah Muat (SPM) - FT 21020512 / DLV / 1 Suryaprima Tatamitra, PTKukuh Tri EsNo ratings yet
- Globe: ValvesDocument2 pagesGlobe: ValvesMASOUDNo ratings yet
- DrVince G11 PhysicsDocument307 pagesDrVince G11 Physicsmyatmoekyaw463No ratings yet