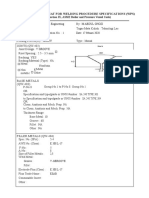
WPS PQR A106
WPS PQR A106
Download as pdf or txt
You might also like
- TOFD and PAUT For Weld Root CorrosionDocument38 pagesTOFD and PAUT For Weld Root CorrosionMuthumonickamNo ratings yet
- WPS For Structure Mild Steel Fillet Weld PDFDocument2 pagesWPS For Structure Mild Steel Fillet Weld PDFHarshit Adwani0% (1)
- PQR 014 (Qualified Sa 106 GR BDocument5 pagesPQR 014 (Qualified Sa 106 GR Bersenthil100% (1)
- ST.00.776.FCI.000 - Welded Steel WorkDocument28 pagesST.00.776.FCI.000 - Welded Steel WorkDilip Patil100% (1)
- Method Statement - STOP-LOGSDocument7 pagesMethod Statement - STOP-LOGSMohammad Bader Al-DeinNo ratings yet
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- The Effect of Heat On MatterDocument3 pagesThe Effect of Heat On MatterShah Ahmad71% (7)
- VP 220003 VA2 FT 0001 - WPS&PQR - RevADocument80 pagesVP 220003 VA2 FT 0001 - WPS&PQR - RevAvhung TranNo ratings yet
- Gta+sma PQRDocument3 pagesGta+sma PQRRahul MoottolikandyNo ratings yet
- 2005-05 - WPS & PQR C5Document6 pages2005-05 - WPS & PQR C5misthahNo ratings yet
- Final PQRDocument130 pagesFinal PQRAhamed Naufal CaNo ratings yet
- PQR 005-50-NLG PWHT (Icas)Document2 pagesPQR 005-50-NLG PWHT (Icas)Atilio BarriosNo ratings yet
- Epc3-Brt Pj. - Motor Operated ValvesDocument9 pagesEpc3-Brt Pj. - Motor Operated ValvesUsman Arif100% (1)
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- Welding Procedure SpecificationsDocument2 pagesWelding Procedure SpecificationsIOT ISPRL100% (1)
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (3)
- 032 - SECTION 5 - WELD MAP Rev01Document5 pages032 - SECTION 5 - WELD MAP Rev01Mohd Effiezool YaserNo ratings yet
- U.G WPS 006Document5 pagesU.G WPS 006arefpiriNo ratings yet
- Product Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'rajNo ratings yet
- Welding Procedure Specification (WPS) : WPS-KNM-001 PQR-KNM-001Document4 pagesWelding Procedure Specification (WPS) : WPS-KNM-001 PQR-KNM-001sreejithr86No ratings yet
- Procedure Qualification RecordDocument6 pagesProcedure Qualification RecordGaurang PandyaNo ratings yet
- HWL 3 8534 362 1d 4 o (VS) Valve ScheduleDocument6 pagesHWL 3 8534 362 1d 4 o (VS) Valve ScheduleSatish GuraoNo ratings yet
- 0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCDocument2 pages0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCAshish PatelNo ratings yet
- Ahp 2X660 (WPS) )Document17 pagesAhp 2X660 (WPS) )Hema NandhNo ratings yet
- WPS 684 CS 012Document3 pagesWPS 684 CS 012siva8000100% (1)
- Valtech - KR: Valve Inspection and Testing Inspection ValvesDocument11 pagesValtech - KR: Valve Inspection and Testing Inspection ValvesHARSHANo ratings yet
- TPC 455Document14 pagesTPC 455Joko TriyonoNo ratings yet
- Examination Data Sheet: Walter TostoDocument3 pagesExamination Data Sheet: Walter TostoasdasdasdasdNo ratings yet
- VALVULA BOLA TRUNION 16 X 150 YDF 22111311 Y 310 (2)Document4 pagesVALVULA BOLA TRUNION 16 X 150 YDF 22111311 Y 310 (2)Moris OspinoNo ratings yet
- Audco India Limited Welding Procedure Specification: LAB-005R1Document3 pagesAudco India Limited Welding Procedure Specification: LAB-005R1sudeep_singh1No ratings yet
- 07 02 PQRDocument2 pages07 02 PQRMo ZeroNo ratings yet
- Piping WpsDocument37 pagesPiping WpsZulfokar FahdawiNo ratings yet
- Document No.: RevDocument2 pagesDocument No.: RevInaamNo ratings yet
- Inspection Certificate 3.1Document1 pageInspection Certificate 3.1YUDI IRMAWANTONo ratings yet
- 7.14 CP14571 Blower PackageDocument29 pages7.14 CP14571 Blower PackageIsaias de la CruzNo ratings yet
- WPS 03 GtawDocument3 pagesWPS 03 GtawBiswajit DeyNo ratings yet
- m9447 PipDocument7 pagesm9447 PipalexastuvilcaNo ratings yet
- Mechanical Engineering M.Abdul GhoziDocument4 pagesMechanical Engineering M.Abdul GhoziRizaldy PhoenksNo ratings yet
- PWPS - P5A-22-GTAWDocument32 pagesPWPS - P5A-22-GTAWMohamed AtefNo ratings yet
- Weld ElectrodesDocument42 pagesWeld ElectrodesNarendraNo ratings yet
- A1X3R1 - 2d - EPI-08-WP5-TW PDFDocument10 pagesA1X3R1 - 2d - EPI-08-WP5-TW PDFJose Anisio SilvaNo ratings yet
- P343 For 7MW PDFDocument8 pagesP343 For 7MW PDFUsman MughalNo ratings yet
- Metals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Document6 pagesMetals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Luis MuñozNo ratings yet
- 75KW 2P Ie3 ND280SDocument8 pages75KW 2P Ie3 ND280Suday245No ratings yet
- Et6 - Bang Tinh Cot AP QuatDocument20 pagesEt6 - Bang Tinh Cot AP QuatHải NguyễnNo ratings yet
- PQR WPSDocument2 pagesPQR WPSMiguel Alejandro SierraNo ratings yet
- Welding ProcessesDocument78 pagesWelding ProcessesShrikant MojeNo ratings yet
- 6.2. Type Test Sheet 61195708-00Document1 page6.2. Type Test Sheet 61195708-00Martin FoxxxNo ratings yet
- PQWDocument3 pagesPQWcorey jacobsNo ratings yet
- Datasheet YF2A85-050UB6M2A85 2096119 enDocument4 pagesDatasheet YF2A85-050UB6M2A85 2096119 enSaroj BoonyatulanontNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document3 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (2)
- RK PWPS PC 001Document2 pagesRK PWPS PC 001SudeepDPoojaryNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387No ratings yet
- LLM RQ NDT 0008Document1 pageLLM RQ NDT 0008Trần Văn ĐộNo ratings yet
- EPC3-BRT Pj. - Intergral Double Block & Bleed ValvesDocument6 pagesEPC3-BRT Pj. - Intergral Double Block & Bleed ValvesUsman Arif100% (1)
- GMCo - WPSDocument8 pagesGMCo - WPSMohamed AtefNo ratings yet
- 70.888.13.264.01-03TRF - CE - EMC ReportDocument30 pages70.888.13.264.01-03TRF - CE - EMC ReportKSBNo ratings yet
- The Design of Modern Microwave Oscillators for Wireless Applications: Theory and OptimizationFrom EverandThe Design of Modern Microwave Oscillators for Wireless Applications: Theory and OptimizationNo ratings yet
- Millimetre Wave Antennas for Gigabit Wireless Communications: A Practical Guide to Design and Analysis in a System ContextFrom EverandMillimetre Wave Antennas for Gigabit Wireless Communications: A Practical Guide to Design and Analysis in a System ContextNo ratings yet
- Physics and Technology of Crystalline Oxide Semiconductor CAAC-IGZO: Application to LSIFrom EverandPhysics and Technology of Crystalline Oxide Semiconductor CAAC-IGZO: Application to LSINo ratings yet
- Electrical Characterization of Organic Electronic Materials and DevicesFrom EverandElectrical Characterization of Organic Electronic Materials and DevicesNo ratings yet
- SdsasdadpradndtpradDocument1 pageSdsasdadpradndtpradDilip PatilNo ratings yet
- Integrity PactDocument5 pagesIntegrity PactDilip PatilNo ratings yet
- Asme WpsDocument2 pagesAsme WpsDilip PatilNo ratings yet
- Tender BPCL - FCCU Refactory Lining Resco AA 22SDocument8 pagesTender BPCL - FCCU Refactory Lining Resco AA 22SDilip PatilNo ratings yet
- CIBJO Diamond Blue Book 2022 1Document28 pagesCIBJO Diamond Blue Book 2022 1Dilip Patil100% (1)
- Certificate TC-4017 PDFDocument1 pageCertificate TC-4017 PDFDilip PatilNo ratings yet
- Kitz Ball Valves - K-204-13Document52 pagesKitz Ball Valves - K-204-13Dilip PatilNo ratings yet
- WPS Format Sample-01Document1 pageWPS Format Sample-01Dilip PatilNo ratings yet
- Neelcon Catelogue LatestDocument12 pagesNeelcon Catelogue LatestDilip PatilNo ratings yet
- HUF Affidavit - 01 PDFDocument1 pageHUF Affidavit - 01 PDFDilip PatilNo ratings yet
- European Wide Flange Beams: Product DimensionsDocument3 pagesEuropean Wide Flange Beams: Product DimensionsDilip PatilNo ratings yet
- Boq 21815Document2 pagesBoq 21815Dilip PatilNo ratings yet
- AFGA RT Film - DatasheetDocument1 pageAFGA RT Film - DatasheetDilip PatilNo ratings yet
- 4-80-301-26192 Rev 01Document1 page4-80-301-26192 Rev 01Dilip PatilNo ratings yet
- TDG 7467 001 Rev 00Document17 pagesTDG 7467 001 Rev 00Dilip PatilNo ratings yet
- Final Inspection (IOCL)Document16 pagesFinal Inspection (IOCL)Dilip PatilNo ratings yet
- Declaration - Make in India (MII)Document1 pageDeclaration - Make in India (MII)Dilip PatilNo ratings yet
- HyperPKI Epass2003 User GuideDocument29 pagesHyperPKI Epass2003 User GuideDilip PatilNo ratings yet
- 1 1 Technical Specification of Acid Storage Tank Ra - 2022 10 11 18 00 42Document2 pages1 1 Technical Specification of Acid Storage Tank Ra - 2022 10 11 18 00 42Dilip Patil0% (1)
- Techical RequirementsDocument109 pagesTechical RequirementsDilip PatilNo ratings yet
- Irn 12.11.2022Document1 pageIrn 12.11.2022Dilip PatilNo ratings yet
- June 2022 (v2) QP - Paper 2 CAIE Physics IGCSEDocument20 pagesJune 2022 (v2) QP - Paper 2 CAIE Physics IGCSEMonoNo ratings yet
- Titanium Spec - Chart PDFDocument1 pageTitanium Spec - Chart PDFClaudia MmsNo ratings yet
- 87VMAX Cieng0000Document26 pages87VMAX Cieng0000Jesse GarciaNo ratings yet
- Spheroidal GraphiteDocument1 pageSpheroidal GraphiteS.Mohana sundaramNo ratings yet
- Technical Data Sheet Clad Steel Wire 3.78 MMDocument1 pageTechnical Data Sheet Clad Steel Wire 3.78 MMVishal AgarwalNo ratings yet
- Iind Year AssignmentDocument2 pagesIind Year AssignmentJagadesh AbbuNo ratings yet
- Chapter 3 Shigleys Mechanical Engineering Design 8th Edition PDFDocument73 pagesChapter 3 Shigleys Mechanical Engineering Design 8th Edition PDFMere Bengu100% (1)
- Test Chemical Bonding and ClassificationDocument3 pagesTest Chemical Bonding and Classificationvaibhavmishra2080No ratings yet
- Self-Healing PolymersDocument6 pagesSelf-Healing Polymersirvan syahmilNo ratings yet
- KALPURDocument8 pagesKALPURLuis CanoNo ratings yet
- Compound Microscope. Magnification and Resolution.Document5 pagesCompound Microscope. Magnification and Resolution.Daniel RajNo ratings yet
- Failure of Mechanical Shaft SealsDocument17 pagesFailure of Mechanical Shaft SealsbederinadmlNo ratings yet
- WS 8.1 ChemistryDocument3 pagesWS 8.1 ChemistryMariana Ortiz IsaacsNo ratings yet
- Steel Pole Structural Analysis: Yixing Futao Metal Structural Unit Co.,LTDDocument4 pagesSteel Pole Structural Analysis: Yixing Futao Metal Structural Unit Co.,LTDOued SalifNo ratings yet
- Openfoam 2d Refinement Explanation Dynamic Meshing Around Fluid-Fluid Interfaces With Applications TDocument220 pagesOpenfoam 2d Refinement Explanation Dynamic Meshing Around Fluid-Fluid Interfaces With Applications TMyrtw WoodpeckersNo ratings yet
- Chapter 2 - Design Against Fluctuating Loads: Sr. No. QuestionsDocument4 pagesChapter 2 - Design Against Fluctuating Loads: Sr. No. Questionsdarshit dadhaniyaNo ratings yet
- Phy331 L9Document15 pagesPhy331 L9Dharmesh SharmaNo ratings yet
- HW 4Document2 pagesHW 4rowen1982No ratings yet
- Study and Characterization of Virgin and Recycled LDPE/PP BlendsDocument10 pagesStudy and Characterization of Virgin and Recycled LDPE/PP BlendsOumaima BenNo ratings yet
- ScribdDocument1 pageScribdsarthak tripathiNo ratings yet
- Assignment 3 - Mechanical VibrationDocument6 pagesAssignment 3 - Mechanical Vibrationbaba sugarNo ratings yet
- Natural and Forced Convection Experiments-2Document12 pagesNatural and Forced Convection Experiments-2Dare AdeoyeNo ratings yet
- Arcoplate Presentation 2015iDocument36 pagesArcoplate Presentation 2015iErfan EffendyNo ratings yet
- Polymer Lab Report - Exp't 5Document13 pagesPolymer Lab Report - Exp't 5Zen AlkaffNo ratings yet
- Glass PresentationDocument59 pagesGlass PresentationdialaNo ratings yet
- EMTL Important-QuestionsDocument13 pagesEMTL Important-QuestionsraghavNo ratings yet
- Spesifikasi AISI 4340Document3 pagesSpesifikasi AISI 4340Muh FarhanNo ratings yet
- Real GasesDocument18 pagesReal Gasesapi-294538209No ratings yet