1299 EC2153 Signed
1299 EC2153 Signed
Download as pdf or txt
You might also like
- 694Document1 page694Mauricio Ramirez100% (1)
- 16 MM MS Plate 355 JR - India-MTCDocument1 page16 MM MS Plate 355 JR - India-MTCQc QatarNo ratings yet
- Inspection Certificate According To EN 10204, Type 3.1.: EN ISO 17632-A: T464MM1H5Document1 pageInspection Certificate According To EN 10204, Type 3.1.: EN ISO 17632-A: T464MM1H5armin heidariNo ratings yet
- 1300 EC2192 SignedDocument4 pages1300 EC2192 SignedDeepak HoleNo ratings yet
- 1591 EC2213 SignedDocument5 pages1591 EC2213 SignedDeepak HoleNo ratings yet
- 1300 EC1986 SignedDocument4 pages1300 EC1986 SignedDeepak HoleNo ratings yet
- 1299 - Ec0583Document5 pages1299 - Ec0583Deipak HoleNo ratings yet
- 1485 - Ec0251Document6 pages1485 - Ec0251Deepak HoleNo ratings yet
- 1299 - Ec0176Document4 pages1299 - Ec0176Deipak HoleNo ratings yet
- 1466 - Ec0044Document5 pages1466 - Ec0044Deipak HoleNo ratings yet
- 1485 - Ec0208Document5 pages1485 - Ec0208Deepak HoleNo ratings yet
- Material Test Certificate: TechnipfmcDocument4 pagesMaterial Test Certificate: TechnipfmcDeipak HoleNo ratings yet
- 1300 - Ec0313Document5 pages1300 - Ec0313Deepak HoleNo ratings yet
- 1900 - EC2157-signedDocument4 pages1900 - EC2157-signedDeepak HoleNo ratings yet
- 1299 Ec1650Document4 pages1299 Ec1650Deepak HoleNo ratings yet
- 1590 EC2249 SignedDocument5 pages1590 EC2249 SignedDeepak HoleNo ratings yet
- 1426 Ec2262Document3 pages1426 Ec2262Deepak HoleNo ratings yet
- 1426 Ec1942Document3 pages1426 Ec1942Deipak HoleNo ratings yet
- 1485 - EC2092-signedDocument4 pages1485 - EC2092-signedDeepak HoleNo ratings yet
- Material Test Certificate: M/s Alstom Projects India LimitedDocument1 pageMaterial Test Certificate: M/s Alstom Projects India LimitedDeepak HoleNo ratings yet
- 1485 - EC2172-signedDocument4 pages1485 - EC2172-signedDeepak HoleNo ratings yet
- 4555 70 03 Ec2125 1111Document4 pages4555 70 03 Ec2125 1111Deepak HoleNo ratings yet
- HT 003Document1 pageHT 003Sam RajaNo ratings yet
- HT 002Document1 pageHT 002Sam RajaNo ratings yet
- Metallurgical Test Certificate: Doc. No. R-QC.11 Nov.12Document2 pagesMetallurgical Test Certificate: Doc. No. R-QC.11 Nov.12MacelNo ratings yet
- HT 001Document1 pageHT 001Sam Raja100% (1)
- Certificate of Analysis & Testing: P.O. No. P.O. DateDocument1 pageCertificate of Analysis & Testing: P.O. No. P.O. DateFundary ShopNo ratings yet
- Tubo 2 STD P265 Dual Charpy Ec H. R56612 (13.726)Document2 pagesTubo 2 STD P265 Dual Charpy Ec H. R56612 (13.726)alexis garciaNo ratings yet
- T & C Fastener Co, LTD.: Certified Material Test ReportDocument1 pageT & C Fastener Co, LTD.: Certified Material Test Reportlady romero100% (1)
- Ningbo Dongxin High-Strength Nut Co.,Ltd: Test Certificate Conforming To Bs en 10204:2004 3.1Document2 pagesNingbo Dongxin High-Strength Nut Co.,Ltd: Test Certificate Conforming To Bs en 10204:2004 3.1GLORIA MONSALVE SALAZARNo ratings yet
- GR 70 32MMDocument1 pageGR 70 32MMquality nakodaNo ratings yet
- MTR - HT# 52154Document1 pageMTR - HT# 52154ColinNo ratings yet
- XQT190001050101 HTHDocument10 pagesXQT190001050101 HTHvalveNo ratings yet
- Ningbo Dongxin High-Strength Nut Co.,Ltd: Test Certificate Conforming To Bs en 10204:2004 3.1Document2 pagesNingbo Dongxin High-Strength Nut Co.,Ltd: Test Certificate Conforming To Bs en 10204:2004 3.1GLORIA MONSALVE SALAZARNo ratings yet
- 4.0X1500. 23920 E250a DoDocument1 page4.0X1500. 23920 E250a Dosatyaprakashgond100% (1)
- TC AmrDocument1 pageTC AmrbalaNo ratings yet
- 4330V Nickel-Molybdenum-Vanadium Through Hardening Steel - Hillfoot Multi MetalsDocument1 page4330V Nickel-Molybdenum-Vanadium Through Hardening Steel - Hillfoot Multi MetalsidontlikeebooksNo ratings yet
- Sample MTCDocument1 pageSample MTCheavens indiaNo ratings yet
- M.E.Forge Tech: Customer:M/s L & T Valves LimitedDocument1 pageM.E.Forge Tech: Customer:M/s L & T Valves LimitedK.s. Raghavendra KumarNo ratings yet
- Certificado EsparragosDocument8 pagesCertificado EsparragosJesus CondoriNo ratings yet
- Material Test Report: Cert No: 697430Document1 pageMaterial Test Report: Cert No: 697430Abozar BilanNo ratings yet
- Inspection Report - Motor+16701004051+KT - 12V1600G80SDocument1 pageInspection Report - Motor+16701004051+KT - 12V1600G80SChristopherNo ratings yet
- Specification Main PartsDocument8 pagesSpecification Main PartsvalveNo ratings yet
- 7607 E7018 SUPER OPTIMAL 4.0mm - BNM25913Document1 page7607 E7018 SUPER OPTIMAL 4.0mm - BNM25913魏利强No ratings yet
- Fairchild Semiconductor P4C8AABDocument6 pagesFairchild Semiconductor P4C8AABFrank CoelhoNo ratings yet
- T.T.I. - Tubacex Tubos Inoxidables, S.A.: Mill Test CertificateDocument3 pagesT.T.I. - Tubacex Tubos Inoxidables, S.A.: Mill Test CertificateMANUFACTURER OF FORGED FLANGES AND PIPE FITTINGSNo ratings yet
- Ad 1005 WB1Document5 pagesAd 1005 WB1billylu06No ratings yet
- 1.14.1 MTC-11372 - Tube - 1 TUBINGDocument1 page1.14.1 MTC-11372 - Tube - 1 TUBINGgroupj.sr.servicesNo ratings yet
- Astm A350 LF2Document1 pageAstm A350 LF2anjangandak2932100% (1)
- Page 3 Tsi MTC Plate (MTC - 249)Document2 pagesPage 3 Tsi MTC Plate (MTC - 249)trayojam.rilNo ratings yet
- Specification Main PartsDocument8 pagesSpecification Main PartsvalveNo ratings yet
- Gate Valve 3in 150 XMK1020754308-27Document5 pagesGate Valve 3in 150 XMK1020754308-27Mygame 1402No ratings yet
- C60 68719 - 25 QtyDocument1 pageC60 68719 - 25 QtyMohammad Shanawaz MNo ratings yet
- VTB-600-2 A105n W1834221,235,230.QR PDFDocument1 pageVTB-600-2 A105n W1834221,235,230.QR PDFJoe KylaNo ratings yet
- Hammer 4 Fig 206 CertificateDocument4 pagesHammer 4 Fig 206 CertificateTiffany DacinoNo ratings yet
- NST 3.1 PDFDocument1 pageNST 3.1 PDFPankaj RaneNo ratings yet
- Inspection Certificate According To EN 10204, Type 3.1.: EN ISO 17632-A: T464MM1H5Document1 pageInspection Certificate According To EN 10204, Type 3.1.: EN ISO 17632-A: T464MM1H5Cricri CriNo ratings yet
- Inspection Certificate According To EN 10204, Type 3.1.: EN ISO 17632-A: T464MM1H5Document1 pageInspection Certificate According To EN 10204, Type 3.1.: EN ISO 17632-A: T464MM1H5abdulNo ratings yet
- 64-cbc Temp Controller Calibration CartificateDocument1 page64-cbc Temp Controller Calibration CartificateCustomer SupportNo ratings yet
- 1447 - Ec0539Document5 pages1447 - Ec0539Deepak HoleNo ratings yet
- 1485 - Ec0208Document5 pages1485 - Ec0208Deepak HoleNo ratings yet
- 4555 70 03 Ec2125 1111Document4 pages4555 70 03 Ec2125 1111Deepak HoleNo ratings yet
- 1433 Ec0442Document6 pages1433 Ec0442Deepak HoleNo ratings yet
- 1485 - EC2169-signedDocument4 pages1485 - EC2169-signedDeepak HoleNo ratings yet
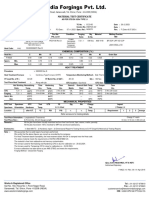
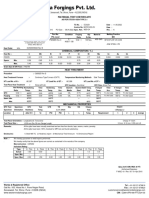
- Western India Forgings Pvt. LTD.: Test CertificateDocument1 pageWestern India Forgings Pvt. LTD.: Test CertificateDeepak HoleNo ratings yet
- 1591 Ec2203 FTDocument1 page1591 Ec2203 FTDeepak HoleNo ratings yet
- C To DDocument1 pageC To DDeepak HoleNo ratings yet
- Ecn 1Document5 pagesEcn 1Deepak HoleNo ratings yet
- 1485 - EC2172-signedDocument4 pages1485 - EC2172-signedDeepak HoleNo ratings yet
- Deepak Dattatray HoleDocument2 pagesDeepak Dattatray HoleDeepak HoleNo ratings yet
- 4340/ BS EN10083 817M40, 140 KSI (965 MPA), FORGINGS AND BAR Stock, Restricted Use SubseaDocument3 pages4340/ BS EN10083 817M40, 140 KSI (965 MPA), FORGINGS AND BAR Stock, Restricted Use SubseaDeepak HoleNo ratings yet
- Htytdjhfjgk LJ K JKFTDRGBNDocument45 pagesHtytdjhfjgk LJ K JKFTDRGBNDeepak HoleNo ratings yet
- Bar No 4086Document1 pageBar No 4086Deepak HoleNo ratings yet
- STK/WIF/20-21/283 Bar No.: QTC With DespatchDocument58 pagesSTK/WIF/20-21/283 Bar No.: QTC With DespatchDeepak HoleNo ratings yet
- Bar No 4084Document1 pageBar No 4084Deepak HoleNo ratings yet
- Bar No 4002Document2 pagesBar No 4002Deepak HoleNo ratings yet
- Quality Assurance PlanDocument3 pagesQuality Assurance PlanDeepak HoleNo ratings yet
- F-HRA-05 On Job Training Record R04Document3 pagesF-HRA-05 On Job Training Record R04Deepak HoleNo ratings yet
- Deviation Request - Raltech 10 10 2020Document1 pageDeviation Request - Raltech 10 10 2020Deepak HoleNo ratings yet
- Material Test Certificate: M/s Alstom Projects India LimitedDocument1 pageMaterial Test Certificate: M/s Alstom Projects India LimitedDeepak HoleNo ratings yet
- Corrective and Preventive Action (8D) Report: Cust. Complaint Serial Number Cust. Complaint Ref. No. & DateDocument1 pageCorrective and Preventive Action (8D) Report: Cust. Complaint Serial Number Cust. Complaint Ref. No. & DateDeepak HoleNo ratings yet
- Bar No - 5763: Test CertificateDocument2 pagesBar No - 5763: Test CertificateDeepak HoleNo ratings yet