Is 5528 1985
Is 5528 1985
Download as pdf or txt
You might also like
- T - 436 40 00 (2.1) - enDocument18 pagesT - 436 40 00 (2.1) - enchintan pandyaNo ratings yet
- Catalogue Indium CorporationDocument5 pagesCatalogue Indium CorporationPhilippe GuillemetNo ratings yet
- Physics Project 12Document10 pagesPhysics Project 12K.KAVIARASI0% (1)
- Astm D5436Document4 pagesAstm D5436Canek Cañedo ChavezNo ratings yet
- 1st Summative Test in Science 8Document3 pages1st Summative Test in Science 8Dhanessa Condes88% (40)
- 1367 1Document6 pages1367 1Vijay Shankar TNo ratings yet
- Use of Aluminum Conductors in Submarine Power CablesDocument6 pagesUse of Aluminum Conductors in Submarine Power CablesThai AnhNo ratings yet
- COMPATIBILITY OF METALS AND ELASTOMERS IN BIODIESEL A REVIEW by Mayank Bhardwaj, Parul Gupta, Neeraj Kumar PDFDocument16 pagesCOMPATIBILITY OF METALS AND ELASTOMERS IN BIODIESEL A REVIEW by Mayank Bhardwaj, Parul Gupta, Neeraj Kumar PDFFocuNo ratings yet
- ISO 16163 - (2012) - (Continuos HDG-Dimensional and Shape-Tolerances) - 10pgsDocument10 pagesISO 16163 - (2012) - (Continuos HDG-Dimensional and Shape-Tolerances) - 10pgsdpfloresNo ratings yet
- D 828 - 97 Rdgyoc05nw - PDFDocument7 pagesD 828 - 97 Rdgyoc05nw - PDFomar alvaradoNo ratings yet
- As 1897-1976 Electroplated Coatings On Threaded Components (Metric Coarse Series)Document11 pagesAs 1897-1976 Electroplated Coatings On Threaded Components (Metric Coarse Series)SAI Global - APACNo ratings yet
- EMC Directive 2014 - 30 PDFDocument36 pagesEMC Directive 2014 - 30 PDFJoannes Lenny EstibeiroNo ratings yet
- F0503HDocument12 pagesF0503HSopon SrirattanapiboonNo ratings yet
- Dineniso11357-5 2014-07 enDocument15 pagesDineniso11357-5 2014-07 enDaeryun KimNo ratings yet
- Astm B487Document2 pagesAstm B487אלון ספיריהNo ratings yet
- Is 3930Document19 pagesIs 3930IPSITNo ratings yet
- F1379 Tyho6649Document2 pagesF1379 Tyho6649Ersen SerinNo ratings yet
- ASME IIC SFA5.3 - AlDocument14 pagesASME IIC SFA5.3 - AltragaldabasNo ratings yet
- NSF53 2011Document120 pagesNSF53 2011kairos.leaNo ratings yet
- Epoxy Connection TimberDocument6 pagesEpoxy Connection TimberJeffery RoweNo ratings yet
- Is 12308-4 - 1988 - 2Document1 pageIs 12308-4 - 1988 - 2Svapnesh ParikhNo ratings yet
- Astm D4956 01Document4 pagesAstm D4956 01srivastavadarsh232774No ratings yet
- CM247LCDocument29 pagesCM247LCMathi LoguNo ratings yet
- C203Document27 pagesC203Gato SesaNo ratings yet
- As NZS 1865 1997 Aluminium and Aluminium Alloys Drawn Wire Rod Bar and StripDocument7 pagesAs NZS 1865 1997 Aluminium and Aluminium Alloys Drawn Wire Rod Bar and StripYasser Hammad MohamedNo ratings yet
- OPSS 906 - Nov12Document20 pagesOPSS 906 - Nov12umerfr2No ratings yet
- Ministry of Defence Defence Standard 80-217Document12 pagesMinistry of Defence Defence Standard 80-217LjubomirSinđelićNo ratings yet
- A153 PDFDocument4 pagesA153 PDFfernandoraiasaNo ratings yet
- Sist en 1976 2014Document11 pagesSist en 1976 2014Ryadh RyadhNo ratings yet
- Method Epa 502.2Document35 pagesMethod Epa 502.2luisin0No ratings yet
- Mil PRF 85285eDocument24 pagesMil PRF 85285emurphygtNo ratings yet
- Uni en Iso 11357-6 - Oit DSCDocument22 pagesUni en Iso 11357-6 - Oit DSCgiulia scoponiNo ratings yet
- Saej 18 V 003Document25 pagesSaej 18 V 003Glauco SantosNo ratings yet
- Astm A 1008-A 1008M-04Document7 pagesAstm A 1008-A 1008M-04NilüferKarayel0% (1)
- ASTM E8-04 - Tension Testing of Metallic MaterialsDocument24 pagesASTM E8-04 - Tension Testing of Metallic MaterialsSỹ HiệpNo ratings yet
- AAC2010 Guideline For Hard Anodic Oxide CoatDocument3 pagesAAC2010 Guideline For Hard Anodic Oxide CoatPalaNo ratings yet
- Metallic Coated Stranded Steel Core For Aluminum Conductors, Steel Reinforced (ACSR)Document3 pagesMetallic Coated Stranded Steel Core For Aluminum Conductors, Steel Reinforced (ACSR)alanetnNo ratings yet
- Astm E381-20Document5 pagesAstm E381-20Александр Л100% (1)
- Iso 630 2 2021Document11 pagesIso 630 2 2021mayanstechnologiesNo ratings yet
- 5) ASTM A962-A962M 2018 Standard Specification For Common Requirements For Bolting Intended For Use At..Document13 pages5) ASTM A962-A962M 2018 Standard Specification For Common Requirements For Bolting Intended For Use At..marcio de rossiNo ratings yet
- Tensile Properties of Adhesive Bonds: Standard Test Method ForDocument3 pagesTensile Properties of Adhesive Bonds: Standard Test Method ForCris BandaNo ratings yet
- ISO 1043-4 (EN) - Feb 98Document6 pagesISO 1043-4 (EN) - Feb 98Fernando NavascuesNo ratings yet
- ASTM D-5212-03 Spec For High Load Rotational Confined Elastomeric Bearings For Bridges andDocument4 pagesASTM D-5212-03 Spec For High Load Rotational Confined Elastomeric Bearings For Bridges andBG MarichuyNo ratings yet
- Aluminum Rectangular and Square Wire For Electrical PurposesDocument7 pagesAluminum Rectangular and Square Wire For Electrical Purposesvuqar0979No ratings yet
- AMS2100 2300 Users GuideDocument258 pagesAMS2100 2300 Users GuideAlex TanNo ratings yet
- Sans657 3Document17 pagesSans657 3johndupNo ratings yet
- BlueScope Steel LTD V Dongkuk Steel Mill Co, LTD (No 2) (2019) 152 IPR 195Document238 pagesBlueScope Steel LTD V Dongkuk Steel Mill Co, LTD (No 2) (2019) 152 IPR 195FionaNo ratings yet
- Is - Iso.16163.2005 (Sheet Thickness Tolerence) PDFDocument12 pagesIs - Iso.16163.2005 (Sheet Thickness Tolerence) PDFtarun panwarNo ratings yet
- Thermal Conductivity Test-PUDocument2 pagesThermal Conductivity Test-PUshazeb aliNo ratings yet
- Aashto R31-02Document26 pagesAashto R31-02moises albercaNo ratings yet
- Astm G 47 - 98 - RZQ3LTK4Document6 pagesAstm G 47 - 98 - RZQ3LTK4Samuel EduardoNo ratings yet
- Astm D5930.1207343-1 Condutividade Termica PDFDocument5 pagesAstm D5930.1207343-1 Condutividade Termica PDFtadeuafNo ratings yet
- BS en 763Document6 pagesBS en 763raviraj londheNo ratings yet
- Evaluating The Microstructure of Graphite in Iron Castings: Standard Test Method ForDocument13 pagesEvaluating The Microstructure of Graphite in Iron Castings: Standard Test Method ForHERNAN DARIO INCHIMA CALDERONNo ratings yet
- Is 5523 1983Document26 pagesIs 5523 1983இராம்குமார்No ratings yet
- Is 7318 1 1974Document33 pagesIs 7318 1 1974ManjupaiNo ratings yet
- Disclosure To Promote The Right To InformationDocument14 pagesDisclosure To Promote The Right To InformationabhiNo ratings yet
- Is.6477.1983 0 PDFDocument17 pagesIs.6477.1983 0 PDFpranayNo ratings yet
- Disclosure To Promote The Right To InformationDocument36 pagesDisclosure To Promote The Right To InformationSathish KumarNo ratings yet
- Is 9839Document10 pagesIs 9839JyothishNo ratings yet
- Disclosure To Promote The Right To InformationDocument20 pagesDisclosure To Promote The Right To InformationMukesh Kumar SharmaNo ratings yet
- Rare-Earth Metal Recovery for Green Technologies: Methods and ApplicationsFrom EverandRare-Earth Metal Recovery for Green Technologies: Methods and ApplicationsRajesh Kumar JyothiNo ratings yet
- Ece131 SyDocument2 pagesEce131 SySmita Rani SatapathyNo ratings yet
- Hydac StatFreeDocument8 pagesHydac StatFreesdoubi02No ratings yet
- Newton - S Laws of MotionDocument64 pagesNewton - S Laws of MotionRiss CalmaNo ratings yet
- 8th Chemical Effects of Electric Current Solved QuestionsDocument3 pages8th Chemical Effects of Electric Current Solved QuestionsGururaj Kulkarni0% (1)
- Hessa Alzaabi - HCHEM Tanguay Solutions, Acids, and Bases Portfolio WorksheetDocument5 pagesHessa Alzaabi - HCHEM Tanguay Solutions, Acids, and Bases Portfolio Worksheet111018413No ratings yet
- Phase Equilibrium and CorrosionDocument5 pagesPhase Equilibrium and CorrosionPrabhanshu PareNo ratings yet
- EE Lab 6 FinalDocument9 pagesEE Lab 6 Finalbilalkamran888No ratings yet
- CFD Simulation of Compressible Flow Inside A Gas Centrifuge Using OpenFOAMDocument8 pagesCFD Simulation of Compressible Flow Inside A Gas Centrifuge Using OpenFOAMIJRASETPublicationsNo ratings yet
- Bangladesh Astronomy Olympiad 2015 (Divisional)Document8 pagesBangladesh Astronomy Olympiad 2015 (Divisional)Science Olympiad Blog88% (17)
- Fault Codes DM1 - Issue 6 1 11Document24 pagesFault Codes DM1 - Issue 6 1 11TAMSNo ratings yet
- Cambridge International AS & A Level: PHYSICS 9702/42Document28 pagesCambridge International AS & A Level: PHYSICS 9702/42abeehawaqas866No ratings yet
- SI Heat 5e Chap02 LectureDocument84 pagesSI Heat 5e Chap02 Lecturepremnath chakriNo ratings yet
- Test Method Validation For Cleaning Validation SamplesDocument10 pagesTest Method Validation For Cleaning Validation Samplespraba karanNo ratings yet
- Lecture 02 Part 2 Tool Wear and Tool LifeDocument24 pagesLecture 02 Part 2 Tool Wear and Tool LifeHO Minh TuanNo ratings yet
- Anti Caking AgentDocument2 pagesAnti Caking Agentgicewep912No ratings yet
- Manufacturer SDSDocument19 pagesManufacturer SDSTwinkle ChokshiNo ratings yet
- 5328-5337 Volumetric SolutionsDocument10 pages5328-5337 Volumetric Solutionsismail khurshidNo ratings yet
- 2.25 Infrared Spectrophotometry JP 18Document2 pages2.25 Infrared Spectrophotometry JP 18James ChenNo ratings yet
- L3 - Failure TheoriesDocument95 pagesL3 - Failure TheoriesShreya SinghNo ratings yet
- 1D Heat EquationDocument46 pages1D Heat EquationrawadNo ratings yet
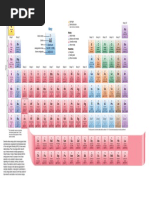
- Periodic TableDocument1 pagePeriodic TableAshok LakshmananNo ratings yet
- AAS ReportDocument7 pagesAAS ReportDaisy NoveloNo ratings yet
- Alp 11Document14 pagesAlp 11Alexandra CarhuanchoNo ratings yet
- Question Report 61Document28 pagesQuestion Report 61anmolsirohi1216No ratings yet
- CE - Raspberry PLC CPU - ConfigurableDocument3 pagesCE - Raspberry PLC CPU - ConfigurableYS BNo ratings yet
- 6.) Chemical-Properties - CLORESSheenBSEE3BDocument12 pages6.) Chemical-Properties - CLORESSheenBSEE3BCymon S. ManzanaNo ratings yet
- CHIRALITYDocument32 pagesCHIRALITYJohn EviotaNo ratings yet
- Class Xii Assi. ElectrochemistryDocument2 pagesClass Xii Assi. ElectrochemistrySanjeev NarangNo ratings yet