Codified Methods To Analyse The Failures of Water Pipelines: A Review
Codified Methods To Analyse The Failures of Water Pipelines: A Review
Download as pdf or txt
You might also like
- Investigation of Grey Cast Iron Water Mains To Develop A Methodology For Estimating Service LifeDocument4 pagesInvestigation of Grey Cast Iron Water Mains To Develop A Methodology For Estimating Service LifeyaofuzhangNo ratings yet
- Sa4d102e 1ab S N 21240928 UpDocument120 pagesSa4d102e 1ab S N 21240928 UpRAMON TEIXIDORNo ratings yet
- Rajeev Pathmanathan 31Document9 pagesRajeev Pathmanathan 31Dr. Abdulhaq Hadi Abedali Al-HaddadNo ratings yet
- Effect of Pressure Testing On Carbon Steel MicrostructureDocument9 pagesEffect of Pressure Testing On Carbon Steel Microstructurerosli2503No ratings yet
- Civileng 04 00023Document25 pagesCivileng 04 00023fadialkasrawiNo ratings yet
- SPE Mexico Corrosion 06Document9 pagesSPE Mexico Corrosion 06henbauNo ratings yet
- Calculation of Steel Pipeline CorrosionDocument5 pagesCalculation of Steel Pipeline CorrosionChaimae BoualiNo ratings yet
- Prediction of Residual Life For Oil and Gas Pipe WDocument8 pagesPrediction of Residual Life For Oil and Gas Pipe WMekineNo ratings yet
- Sensors 22 07562 v2Document29 pagesSensors 22 07562 v2sautoudosu001No ratings yet
- Risk Based Service Life Prediction of Underground Cast Iron Pipes Subjected To CorrosionDocument7 pagesRisk Based Service Life Prediction of Underground Cast Iron Pipes Subjected To Corrosiondiaryofjane978No ratings yet
- Analysis of Crack Propagation Rate in Steel Pipeline: January 2014Document10 pagesAnalysis of Crack Propagation Rate in Steel Pipeline: January 2014Avalos DavidNo ratings yet
- A Review of Pipeline Defect Assessment Manual (PDAM) ProjectDocument6 pagesA Review of Pipeline Defect Assessment Manual (PDAM) ProjectOs SanchezNo ratings yet
- CorrosionDocument14 pagesCorrosionChalakAhmedNo ratings yet
- Comparative Studies On Assessment of Corrosion Rates inDocument9 pagesComparative Studies On Assessment of Corrosion Rates inJorge LunaNo ratings yet
- Research ArticleDocument13 pagesResearch Articledheybigrover4680No ratings yet
- Materials Today: Proceedings: Amit Thoriya, Tarak Vora, Pius NyanziDocument8 pagesMaterials Today: Proceedings: Amit Thoriya, Tarak Vora, Pius NyanziPIUSNo ratings yet
- Laboratory Investigations of Corrosion and Corrosion Inhibition in Oilfield Pipelines Under Flowing ConditionsDocument1 pageLaboratory Investigations of Corrosion and Corrosion Inhibition in Oilfield Pipelines Under Flowing ConditionsReigina Zhazha AnastaciaNo ratings yet
- Fatigue Fract Eng Mat Struct - 2021 - FarhadDocument14 pagesFatigue Fract Eng Mat Struct - 2021 - Farhadbasem AljamalNo ratings yet
- Prone To FailDocument8 pagesProne To FailMohsen GhorbanianNo ratings yet
- Assessmentofcorroded API5 LX52 PipeelbowusingamodifiedfailureassessmentdiagramDocument35 pagesAssessmentofcorroded API5 LX52 PipeelbowusingamodifiedfailureassessmentdiagramKhun SnowNo ratings yet
- Reinforced Concrete Structures ReviewDocument82 pagesReinforced Concrete Structures Reviewsherif fodaNo ratings yet
- IPC Engineering Critical Assessment of Dents and Dents With Cracks Using Inline InspectionDocument9 pagesIPC Engineering Critical Assessment of Dents and Dents With Cracks Using Inline InspectionOswaldo MontenegroNo ratings yet
- Internal Corrosion Direct Assessment For Multiphase Flow Pipelines103922-MSDocument9 pagesInternal Corrosion Direct Assessment For Multiphase Flow Pipelines103922-MSGucNo ratings yet
- Vibration Induced Fatigue Integrity Evaluation of Small Bore PipingDocument8 pagesVibration Induced Fatigue Integrity Evaluation of Small Bore PipingDerwin PriceNo ratings yet
- A Comparative Study of Burst Failure Models For Assessing RemainingDocument15 pagesA Comparative Study of Burst Failure Models For Assessing Remainingalaaagala248No ratings yet
- Wjet 2023110315482128Document11 pagesWjet 2023110315482128failureanalystNo ratings yet
- DRP Research Proposal 2021 Khairunisak 07012020Document33 pagesDRP Research Proposal 2021 Khairunisak 07012020Ahmad AbdullahNo ratings yet
- A Comprehensive Approach To Reformer Tube InspectionDocument13 pagesA Comprehensive Approach To Reformer Tube InspectionHéctor S. RodríguezNo ratings yet
- Pipeline CorrosionDocument3 pagesPipeline Corrosion1 BRONAL SIREGARNo ratings yet
- Camx 2015 Vaidya UabDocument11 pagesCamx 2015 Vaidya UabJuNeng NigLtdNo ratings yet
- Astm C1202 2022Document8 pagesAstm C1202 2022atec atulNo ratings yet
- Life Cycle Analysis of Steel Railway BridgesDocument53 pagesLife Cycle Analysis of Steel Railway BridgesRaees MazharNo ratings yet
- Deformation and Failure in PolyethyleneDocument6 pagesDeformation and Failure in PolyethyleneAbdelkaderDjebliNo ratings yet
- Brill12 Iptc14865Document15 pagesBrill12 Iptc14865shervinyNo ratings yet
- Paolacci Reza Bursi PDFDocument23 pagesPaolacci Reza Bursi PDFMUHAMMAD UMAR RIAZNo ratings yet
- Laboratory Simulation of Corrosion Damage in Reinforced ConcreteDocument9 pagesLaboratory Simulation of Corrosion Damage in Reinforced Concretejorge mario martinez gameroNo ratings yet
- Automated Horizontal Slurry Flow Regime RecognitioDocument11 pagesAutomated Horizontal Slurry Flow Regime RecognitioCalberttNo ratings yet
- Pipe Stress Buriedrajeev - Pathmanathan - 3Document9 pagesPipe Stress Buriedrajeev - Pathmanathan - 3Erz ERNo ratings yet
- Mechanical Damage Characterization in PipelinesDocument8 pagesMechanical Damage Characterization in Pipelinesorange34No ratings yet
- Experimental Study On Mechanical PropertDocument6 pagesExperimental Study On Mechanical Propertsamreenzeba444No ratings yet
- External Corrosion Direct AssessmentDocument13 pagesExternal Corrosion Direct Assessmentgunawan refiadi100% (4)
- IMP Limon2018Document7 pagesIMP Limon2018bomikaNo ratings yet
- Pipe Failure Analysis and Impact of Dynamic Hydraulic Conditions in Water Supply NetworksDocument10 pagesPipe Failure Analysis and Impact of Dynamic Hydraulic Conditions in Water Supply NetworksFabricio A. Rodríguez SalazarNo ratings yet
- Damage Model For Predicting The Effect of Steel PRDocument21 pagesDamage Model For Predicting The Effect of Steel PRdrissNo ratings yet
- Root Cause Analysis RCA of Fractured ASTM A53 - 2016 - Case Studies in EngineDocument8 pagesRoot Cause Analysis RCA of Fractured ASTM A53 - 2016 - Case Studies in EngineDaniel TangkauNo ratings yet
- Vibration Induced Fatigue Integrity Evaluation of Small Bore Piping Using Belief NetworkDocument8 pagesVibration Induced Fatigue Integrity Evaluation of Small Bore Piping Using Belief NetworkAndres BarrientosNo ratings yet
- Aged Acsr Prediction Remaining Life Part 2Document8 pagesAged Acsr Prediction Remaining Life Part 2Liceth MosqueraNo ratings yet
- Half-Cell Electric Potential Testing EquipmentDocument3 pagesHalf-Cell Electric Potential Testing EquipmentpscNo ratings yet
- Conference PaperDocument12 pagesConference PaperClésio Márcio RomãoNo ratings yet
- Hardness X20CrMoV12 1Document16 pagesHardness X20CrMoV12 1misapera35No ratings yet
- A Survey On Benchmark Defects Encountered in The Oil Pipe IndustriesDocument11 pagesA Survey On Benchmark Defects Encountered in The Oil Pipe IndustrieswdavidchristopherNo ratings yet
- Pipeline Coatings by Revie Page 6Document25 pagesPipeline Coatings by Revie Page 6Ivan FuenzalidaNo ratings yet
- Ijiset V2 I12 50Document11 pagesIjiset V2 I12 50AndiNo ratings yet
- Overview of A Comprehensive Study To Understand Longitudinal ERW Seam FailuresDocument19 pagesOverview of A Comprehensive Study To Understand Longitudinal ERW Seam FailuresCarlosAlbertoRibeiroRuyNo ratings yet
- Seismic Design Criteria of Refinery Piping Systems: June 2014Document23 pagesSeismic Design Criteria of Refinery Piping Systems: June 2014eduardo ramon giron lopezNo ratings yet
- Normal Concrete ReviewDocument29 pagesNormal Concrete ReviewYash PatelNo ratings yet
- Optimizationof Piping Systemfor Nozzle LoadsDocument7 pagesOptimizationof Piping Systemfor Nozzle Loadssnfgemarketingadb2No ratings yet
- Please Do Not Remove This Page: Thank You For Do Wnloading This Docum Ment From The Rmit R Research R RepositoryDocument9 pagesPlease Do Not Remove This Page: Thank You For Do Wnloading This Docum Ment From The Rmit R Research R RepositoryFreddie KooNo ratings yet
- Stress Analysis On Piping SystemsDocument42 pagesStress Analysis On Piping SystemsMalar50% (2)
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsFrom EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsNo ratings yet
- DOZER D80A-12 - BD80 S NO ISG Part - No Alt - Part - No ... - Bro - Nic.inDocument13 pagesDOZER D80A-12 - BD80 S NO ISG Part - No Alt - Part - No ... - Bro - Nic.inJai Bhargava0% (1)
- 2023 Beta XT Fork Manual .RevDocument26 pages2023 Beta XT Fork Manual .RevRoger BrownNo ratings yet
- Fundamentals of PipingDocument35 pagesFundamentals of PipingMustafaMahmoudNo ratings yet
- E170E2 IQ Mk2 Installation Maintenance Instructions 01-05Document86 pagesE170E2 IQ Mk2 Installation Maintenance Instructions 01-05apisituNo ratings yet
- Table of Content: Elbow Trimming ProcedureDocument5 pagesTable of Content: Elbow Trimming ProcedureMechanical Static WRKNo ratings yet
- Curved SurfaceDocument1 pageCurved SurfaceMurali MohanNo ratings yet
- STABIL SN PVC EN 1401 SKT Tec English - 2Document4 pagesSTABIL SN PVC EN 1401 SKT Tec English - 2Muhammad AhmedNo ratings yet
- Specifying Design Requirements For Heat Ex ChangersDocument89 pagesSpecifying Design Requirements For Heat Ex Changersrahul11129100% (4)
- Level of Schedule in PlanningDocument5 pagesLevel of Schedule in PlanningVisas SivaNo ratings yet
- Butt&Wrap ProcedureDocument5 pagesButt&Wrap ProcedureMAGUNAM100% (1)
- Dura Products Product-Catalogue PDFDocument306 pagesDura Products Product-Catalogue PDFMahmoud MorsiNo ratings yet
- Unit Rate KonstruksiDocument9 pagesUnit Rate KonstruksiAulia FitriNo ratings yet
- With Machine Room - GAD-02Document1 pageWith Machine Room - GAD-02Nagarajan SNo ratings yet
- MQ SP M 4001 PDFDocument25 pagesMQ SP M 4001 PDFjaseelNo ratings yet
- API 570 Part 2 - Pipe DesignDocument34 pagesAPI 570 Part 2 - Pipe Designpeach5100% (10)
- 04-SECTION 15070 - Mechanical Sound, Vibration and Seismic ControlDocument17 pages04-SECTION 15070 - Mechanical Sound, Vibration and Seismic Controlabdul rasheedNo ratings yet
- Krishna Mech EngineerDocument6 pagesKrishna Mech EngineeranjeeNo ratings yet
- Piping Material Take Off-MTO, BOM, BOQ & MTO Stages (With PDFDocument5 pagesPiping Material Take Off-MTO, BOM, BOQ & MTO Stages (With PDFDhiren PatelNo ratings yet
- SHS11 - Electrical Installation Maintenance NCII Version3Document72 pagesSHS11 - Electrical Installation Maintenance NCII Version3DomingoRmgJedahArmadaJr.100% (1)
- Hamworthy - Cargo Pump Manual PDFDocument140 pagesHamworthy - Cargo Pump Manual PDFAnonymous 8mb1fbE8Y100% (3)
- Sime RX Range Installation ManualDocument12 pagesSime RX Range Installation ManualToni ChirilaNo ratings yet
- Soil Investigation SpecificationDocument121 pagesSoil Investigation Specificationalqadad ahmadNo ratings yet
- 3.5 Eue 9.3 L80 TubingDocument1 page3.5 Eue 9.3 L80 TubingGeorge IkpeNo ratings yet
- Guide To Water Efficient Landscape and Irrigation For Waterwise BusinessesDocument36 pagesGuide To Water Efficient Landscape and Irrigation For Waterwise BusinessesdivinekwakuamegbeNo ratings yet
- Sewer Defect CodesDocument6 pagesSewer Defect CodesRanga KalharaNo ratings yet
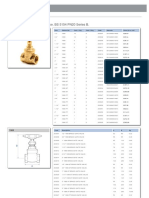
- 1068 Forged Brass Full Bore Gate ValveDocument13 pages1068 Forged Brass Full Bore Gate ValveAnonymous NR3qZ30No ratings yet
- Alpha Laval Heat Exchangers DatasheetDocument18 pagesAlpha Laval Heat Exchangers Datasheetjosimarj272No ratings yet
- Method StatementDocument34 pagesMethod Statementkathir1956No ratings yet