Brief Description
Brief Description
Download as doc, pdf, or txt
You might also like
- Renault DF Code ListDocument2 pagesRenault DF Code ListMarcin Stolarski79% (29)
- GT Frame 9 ManualDocument98 pagesGT Frame 9 ManualSANJAY100% (5)
- Sistema Combustible XpiDocument17 pagesSistema Combustible XpiRobert Orosco B.100% (6)
- Snake PitDocument15 pagesSnake Pitnomader56No ratings yet
- GE Steam TurbinesDocument28 pagesGE Steam TurbinesKamal Arab100% (15)
- Designing Urea ReactorDocument21 pagesDesigning Urea ReactorAdawiyah Al-jufri100% (4)
- Operating Mannua2Document96 pagesOperating Mannua2Ajay Kumar0% (1)
- DOE-Gas Turbine HandbookDocument549 pagesDOE-Gas Turbine HandbookKrasimir Ivanov90% (10)
- CVFDR Parameters (SDS 31-32-10-4)Document28 pagesCVFDR Parameters (SDS 31-32-10-4)tangyu0% (1)
- Energy Essentials A Guide To Energy Management PDFDocument20 pagesEnergy Essentials A Guide To Energy Management PDFMohd Lutfi Mahali100% (1)
- EX8000 Kse487Document12 pagesEX8000 Kse487azry_alqadryNo ratings yet
- Axens Catalysts A Adsorbents Catalogue-EnglishDocument13 pagesAxens Catalysts A Adsorbents Catalogue-EnglishJonathan C MartinezNo ratings yet
- GT2002 30014Document7 pagesGT2002 30014ME THE BESTNo ratings yet
- Gas Turbine1Document13 pagesGas Turbine1Saurabh BarangeNo ratings yet
- Presentation On Gas Power PlantDocument82 pagesPresentation On Gas Power Plantakshay gupta100% (5)
- The Tata Iron & Steel Company Ltd. Jamshedpur: Positional TrainingDocument23 pagesThe Tata Iron & Steel Company Ltd. Jamshedpur: Positional TrainingMahesh YadavNo ratings yet
- Qatar General Petroleum Corporation Ngl-1 Operating Manual: Vol: 1 Sec.: 8 1Document23 pagesQatar General Petroleum Corporation Ngl-1 Operating Manual: Vol: 1 Sec.: 8 1varatharajan g rNo ratings yet
- Turbina GazDocument63 pagesTurbina GazAlexandru Stratulat100% (1)
- TanmayDocument39 pagesTanmayDisha JainNo ratings yet
- CCGTDocument74 pagesCCGTAbhishek Prakash SrivastavaNo ratings yet
- GTDocument33 pagesGTowais_36100% (5)
- 62 EngDocument2 pages62 EngStefanos DiamantisNo ratings yet
- Gas TurbineDocument86 pagesGas Turbinerahul_choubey_9100% (4)
- Simulation of A Visbreaking UnitDocument5 pagesSimulation of A Visbreaking UnitPablo PaganiNo ratings yet
- Twisted Tube TechnologyDocument5 pagesTwisted Tube TechnologylpczyfansNo ratings yet
- Co HenDocument40 pagesCo HenHiltonNo ratings yet
- Tata Steel ProjectDocument12 pagesTata Steel Projectsp32483100% (1)
- Coal PulverizedDocument113 pagesCoal PulverizedSherwin Naldoza Dela Cruz100% (3)
- Power PlantDocument62 pagesPower PlantIkhlas Kitta100% (1)
- NC-7 Operation UnprotectedDocument10 pagesNC-7 Operation UnprotectedJackson VuNo ratings yet
- Facility Inspection Report: Tail Gas Treatment UnitDocument7 pagesFacility Inspection Report: Tail Gas Treatment Unitabdelkader benabdallahNo ratings yet
- Module 2 Gas Turbines PDFDocument31 pagesModule 2 Gas Turbines PDFafaq ahmad khanNo ratings yet
- Ammonia Plant: Kribhco Shyam Fertilisers LTDDocument51 pagesAmmonia Plant: Kribhco Shyam Fertilisers LTDSabeeh Faruqui100% (1)
- Ch2 - GT Power CycleDocument73 pagesCh2 - GT Power Cycleم.عبدالله الشامان ُEng:Abdullah AlShamanNo ratings yet
- 1 1 PDFDocument74 pages1 1 PDFAbigor45No ratings yet
- Project 3 - Gas Turbine Tutorial - ChemCad Draft - 01 15 2020Document58 pagesProject 3 - Gas Turbine Tutorial - ChemCad Draft - 01 15 2020Daniel Andres Canro CalderónNo ratings yet
- Reciprocating Compressors in A Hydrogen Plant 2016Document5 pagesReciprocating Compressors in A Hydrogen Plant 2016Lucas SondreNo ratings yet
- Reciprocating Compressors in A Hydrogen PlantDocument5 pagesReciprocating Compressors in A Hydrogen PlantKhalida MuddasserNo ratings yet
- 8905-Exhibit B Technical SpecificationsDocument30 pages8905-Exhibit B Technical SpecificationsManuel GonzalezNo ratings yet
- Internship ReportDocument60 pagesInternship ReportusamakaleemNo ratings yet
- Engineering Encyclopedia: Combustion Gas TurbinesDocument30 pagesEngineering Encyclopedia: Combustion Gas TurbinesLogeswaran AppaduraiNo ratings yet
- Deisel Hydrotreating UnitDocument9 pagesDeisel Hydrotreating UnitRittu Paul100% (1)
- Chemcad Cc5 ExampleDocument37 pagesChemcad Cc5 ExampleBabulu BalarkanNo ratings yet
- Gas Turbines A Manual PDFDocument74 pagesGas Turbines A Manual PDFHenry Pannell100% (1)
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Marvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Sustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentFrom EverandSustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentNo ratings yet
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsFrom EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNo ratings yet
- The Steam Engine Explained and Illustrated (Seventh Edition) With an Account of its Invention and Progressive Improvement, and its Application to Navigation and Railways; Including also a Memoir of WattFrom EverandThe Steam Engine Explained and Illustrated (Seventh Edition) With an Account of its Invention and Progressive Improvement, and its Application to Navigation and Railways; Including also a Memoir of WattNo ratings yet
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingFrom EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingRating: 5 out of 5 stars5/5 (1)
- Gas and Oil Engines, Simply Explained An Elementary Instruction Book for Amateurs and Engine AttendantsFrom EverandGas and Oil Engines, Simply Explained An Elementary Instruction Book for Amateurs and Engine AttendantsNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Hydrogen Production TechnologiesFrom EverandHydrogen Production TechnologiesMehmet SankirNo ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- MG Midget & A-H Sprite: Your expert guide to common problems & how to fix themFrom EverandMG Midget & A-H Sprite: Your expert guide to common problems & how to fix themNo ratings yet
- 0001Document1 page0001ashishntpc1309No ratings yet
- Utility Powertech Limited: Notice Inviting E-TenderDocument3 pagesUtility Powertech Limited: Notice Inviting E-Tenderashishntpc1309No ratings yet
- Utility Powertech LimitedDocument56 pagesUtility Powertech Limitedashishntpc1309No ratings yet
- Utility Powertech Limited: Notice Inviting E-TenderDocument3 pagesUtility Powertech Limited: Notice Inviting E-Tenderashishntpc1309No ratings yet
- Gate Me SyllabusDocument3 pagesGate Me Syllabusashishntpc1309No ratings yet
- Tendernotice 1Document18 pagesTendernotice 1ashishntpc1309No ratings yet
- PRESENTATION Flanges Andd CouplingsDocument39 pagesPRESENTATION Flanges Andd Couplingsashishntpc1309100% (2)
- Layouts FOR Oil and Gas InstallationsDocument21 pagesLayouts FOR Oil and Gas Installationsashishntpc1309No ratings yet
- Vertical Roller Mill For Raw MaterialsDocument63 pagesVertical Roller Mill For Raw Materialssajjad100% (1)
- List Tools Egs 1200 SeriesDocument4 pagesList Tools Egs 1200 SeriesSyahriantoNo ratings yet
- 060 39S Be 1791 PDFDocument39 pages060 39S Be 1791 PDFRoge MonzalesNo ratings yet
- 1 Mannol Catalogue 2023 I WebDocument68 pages1 Mannol Catalogue 2023 I WebDi MaNo ratings yet
- Cooling System: PART NO. 4038565 0700 SRM 1530Document28 pagesCooling System: PART NO. 4038565 0700 SRM 1530Dat100% (1)
- FH v1 PDFDocument114 pagesFH v1 PDFDan BirkenheadNo ratings yet
- Rental Power Plant CurruptionDocument28 pagesRental Power Plant Curruptiontanzi7271No ratings yet
- Dupont Delrin 527UV BK701Document4 pagesDupont Delrin 527UV BK701Phung LucNo ratings yet
- 7.2 Engine Simulation On PerformanceDocument23 pages7.2 Engine Simulation On PerformancePokya RetroNo ratings yet
- (38GC) TC Des-KSL Chaoyang (Updated 20201005)Document3 pages(38GC) TC Des-KSL Chaoyang (Updated 20201005)Edy GunawanNo ratings yet
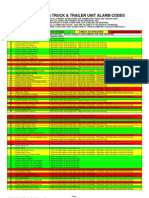
- Alarm Code ChartDocument2 pagesAlarm Code ChartMatthew Stockford100% (2)
- Annex 11 ITMSprinklersysteminspection 1649142576210Document6 pagesAnnex 11 ITMSprinklersysteminspection 1649142576210AmanNo ratings yet
- Pneumatic System Location PW1100Document14 pagesPneumatic System Location PW1100ShihazNo ratings yet
- Oil and Gas Drilling 101Document7 pagesOil and Gas Drilling 101lastlandingNo ratings yet
- 1996 Ford Gasoline Engine ObdDocument49 pages1996 Ford Gasoline Engine Obdcarmanpy100% (1)
- 4012-46TAG Electric Power Engines: Features and BenefitsDocument5 pages4012-46TAG Electric Power Engines: Features and BenefitsRamy Fath Alrhman OsmanNo ratings yet
- Technical Manual: Scout Car M3A1Document386 pagesTechnical Manual: Scout Car M3A1VoltaireZero100% (1)
- Industrial Internship ReportDocument62 pagesIndustrial Internship ReportHairi MurNo ratings yet
- D4GA - EURO4 For MightyDocument41 pagesD4GA - EURO4 For Mightykingtiger.bkNo ratings yet
- Uromac H-Rail - BrochureDocument2 pagesUromac H-Rail - BrochureCristiano RonaldoNo ratings yet
- Tata Sumo Victa DI Turbo (Revision)Document112 pagesTata Sumo Victa DI Turbo (Revision)xtempNo ratings yet
- Ajax DPC 2804 Oampm Manual PDF FreeDocument185 pagesAjax DPC 2804 Oampm Manual PDF Freebassam.amir14296No ratings yet
- 8 Most Common Problems With Tracker 800 SXDocument7 pages8 Most Common Problems With Tracker 800 SXSuryashankar DasguptaNo ratings yet