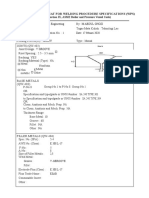
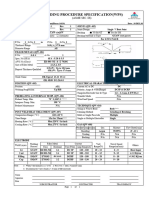
U.G WPS 006
U.G WPS 006
Download as xlsx, pdf, or txt
You might also like
- 37507022-WPS-PQR-SS-316 LDocument5 pages37507022-WPS-PQR-SS-316 LVarun Malhotra100% (6)
- Welding Procedure Specification FormatDocument3 pagesWelding Procedure Specification FormatAnonymous 4e7GNjzGW100% (2)
- WPS 6G CS Pipe CorrectDocument4 pagesWPS 6G CS Pipe CorrectAla ReguiiNo ratings yet
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert50% (2)
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNo ratings yet
- Welding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONDocument3 pagesWelding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONJennifer French100% (2)
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- Eyes of Janus-Tata Motors: Group-14Document9 pagesEyes of Janus-Tata Motors: Group-14Govind GuptaNo ratings yet
- U.G WPS 007Document8 pagesU.G WPS 007arefpiriNo ratings yet
- U.G WPS 005Document8 pagesU.G WPS 005arefpiriNo ratings yet
- U.G WPS 001Document5 pagesU.G WPS 001arefpiriNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document3 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (2)
- Revised PWPS 001Document2 pagesRevised PWPS 001stdshop100% (1)
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (3)
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document2 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- Gta+sma PQRDocument3 pagesGta+sma PQRRahul MoottolikandyNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)attaullaNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNo ratings yet
- WPS-ASME-007-1 Rev0Document1 pageWPS-ASME-007-1 Rev0Ahmed LepdaNo ratings yet
- Mechanical Engineering M.Abdul GhoziDocument4 pagesMechanical Engineering M.Abdul GhoziRizaldy PhoenksNo ratings yet
- Toaz - Info Wps PQR Saw PRDocument6 pagesToaz - Info Wps PQR Saw PRMustafaNo ratings yet
- WPS-ASME-009-1 Rev1Document1 pageWPS-ASME-009-1 Rev1Ahmed LepdaNo ratings yet
- SJHPL-GAIL-TEPL-SIPL-SP-WPS-02, REV.00Document6 pagesSJHPL-GAIL-TEPL-SIPL-SP-WPS-02, REV.00Biswajit DeyNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- Final WPS - ItdcDocument2 pagesFinal WPS - ItdcsarancivilrajNo ratings yet
- Welding Procedure Specification (1)Document2 pagesWelding Procedure Specification (1)info sayedNo ratings yet
- P1 to P1 GTAW 5265 (1)Document7 pagesP1 to P1 GTAW 5265 (1)iswarkumarsahoo894No ratings yet
- Asme IxDocument1 pageAsme IxAxel Navarro AlbinesNo ratings yet
- WPS&PQR For PipeDocument5 pagesWPS&PQR For PipeKAMALNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- RK PWPS PC 001Document2 pagesRK PWPS PC 001SudeepDPoojaryNo ratings yet
- Metals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Document6 pagesMetals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Luis MuñozNo ratings yet
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- Final - WPS PQR 86Document4 pagesFinal - WPS PQR 86Parag WadekarNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- Form No. 101 - 401 Bharat Heavy Electricals Limited Tiruchirappalli-620014 Welding Technology Centre Page 1 of 2Document10 pagesForm No. 101 - 401 Bharat Heavy Electricals Limited Tiruchirappalli-620014 Welding Technology Centre Page 1 of 2JithinAbrahamNo ratings yet
- Wps No. 0 Rev. No. 19: Asme Section Ix Welding Procedure SpecificationDocument5 pagesWps No. 0 Rev. No. 19: Asme Section Ix Welding Procedure SpecificationAmit ChapagainNo ratings yet
- Graycor WPS 19 SampleDocument5 pagesGraycor WPS 19 SampleRaul SebastiamNo ratings yet
- Wps PQR PipexlsxDocument190 pagesWps PQR PipexlsxIshwarNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- Toaz - Info Welding Procedure Specification Format PRDocument3 pagesToaz - Info Welding Procedure Specification Format PRKarim ZahranNo ratings yet
- WPS CuNiDocument4 pagesWPS CuNiSripathyNo ratings yet
- Wps For Akbtpl E-6013 - ModifiedDocument13 pagesWps For Akbtpl E-6013 - ModifiedvinayNo ratings yet
- According To ASME IX: Welding Procedure Specification (W.P.S)Document4 pagesAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehNo ratings yet
- WPS 07 SDDocument2 pagesWPS 07 SDPravesh TiwariNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- Tips Wps FormatDocument5 pagesTips Wps FormatWaqas WaqasNo ratings yet
- Welding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeDocument2 pagesWelding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeNuwan RanaweeraNo ratings yet
- Rep WPS 02Document2 pagesRep WPS 02shaniraj BirajdarNo ratings yet
- QW 483 - PQR (Gtaw+smaw) 04.01.17Document8 pagesQW 483 - PQR (Gtaw+smaw) 04.01.17Srikant GanjiNo ratings yet
- Piping WpsDocument37 pagesPiping WpsZulfokar FahdawiNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- SJHPL-GAIL-TEPL-SIPL-SP-WPS-01, REV.00Document6 pagesSJHPL-GAIL-TEPL-SIPL-SP-WPS-01, REV.00Biswajit DeyNo ratings yet
- WPS GTAW Stainless SteelDocument4 pagesWPS GTAW Stainless SteelAnand NarayananNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- El Huesped Guadalupe Nettel 4 PDF FreeDocument183 pagesEl Huesped Guadalupe Nettel 4 PDF FreeFranco MoralesNo ratings yet
- ANCC Kumaon OrientationDocument13 pagesANCC Kumaon Orientationbhumit bamelNo ratings yet
- Ref-5228 3Document34 pagesRef-5228 3AbduNo ratings yet
- Performance Monitoring and Coaching FormDocument10 pagesPerformance Monitoring and Coaching FormXër Rölén100% (1)
- Re Engineering The Chemical Processing PlantDocument530 pagesRe Engineering The Chemical Processing Plantsujit21in100% (4)
- Plinth BeamDocument1 pagePlinth BeamTushar KantNo ratings yet
- Kebijakan Dan Perlindungan Sosial PDFDocument136 pagesKebijakan Dan Perlindungan Sosial PDFRahmat u GaniNo ratings yet
- Meaning of Deviance BehaviorDocument18 pagesMeaning of Deviance BehaviorsaniyaNo ratings yet
- Technology 3Document6 pagesTechnology 3ابومحمد الكناني100% (1)
- Bakzid 10N - Product - Information - EN - PDSDocument2 pagesBakzid 10N - Product - Information - EN - PDSgaloisliu2020No ratings yet
- Lind Chapter 2: Statistik BisnisDocument24 pagesLind Chapter 2: Statistik BisnisIvo Elisha MjNo ratings yet
- CAE - Speaking Assessment SheetDocument6 pagesCAE - Speaking Assessment SheetSergio100% (1)
- Examiners' Report: Principal Examiner FeedbackDocument6 pagesExaminers' Report: Principal Examiner FeedbackRS123No ratings yet
- Bridge Engineering Handbook, ConstructionDocument646 pagesBridge Engineering Handbook, ConstructionSista Hayani100% (5)
- What Is Phenomenology?Document3 pagesWhat Is Phenomenology?bowbingNo ratings yet
- Gateway CX2755 (Quanta TA7) DAOTA7MB8E0 SchematicsDocument49 pagesGateway CX2755 (Quanta TA7) DAOTA7MB8E0 SchematicsSumantoAdiNo ratings yet
- SITXHRM003 - LEAD AND MANAGE PEOPLE v1.1Document65 pagesSITXHRM003 - LEAD AND MANAGE PEOPLE v1.1pablo zarate50% (4)
- Unit٣Document5 pagesUnit٣SHiemaa SHiemaaNo ratings yet
- DLL - Mathematics 3 - Q2 - W10Document2 pagesDLL - Mathematics 3 - Q2 - W10Melvin OtomNo ratings yet
- Manual DW-HL-398S-1008S-SA-HCDocument44 pagesManual DW-HL-398S-1008S-SA-HCJesus Orozco100% (1)
- Cyl Head Install 3054Document5 pagesCyl Head Install 3054steven manuputtyNo ratings yet
- (123doc) Science and Technology Practice Test No 1Document6 pages(123doc) Science and Technology Practice Test No 1Phan Phương OanhNo ratings yet
- Units ConservationDocument5 pagesUnits ConservationMohamed AamerNo ratings yet
- 2002 Tech ChariDocument12 pages2002 Tech ChariRajeshkumar ElangoNo ratings yet
- Pothole Filling Robot Using Firebird VDocument16 pagesPothole Filling Robot Using Firebird VShaik SameerNo ratings yet
- The Education of Ddeaf and Hard of Hearing ChildrenDocument202 pagesThe Education of Ddeaf and Hard of Hearing ChildrenRamona StoicaNo ratings yet
- Methodology-Soil Testing - Revision 1.0Document5 pagesMethodology-Soil Testing - Revision 1.0pmc.replajmerNo ratings yet
- Practice Paper Ix SSC Term-I 2023-24Document13 pagesPractice Paper Ix SSC Term-I 2023-24Syed KingNo ratings yet
- Textsorten EnglischDocument6 pagesTextsorten EnglischHannah ReiterNo ratings yet