Astm A216 A216m 21
Astm A216 A216m 21
Download as pdf or txt
You might also like
- Astm A108-18Document7 pagesAstm A108-18Ryan Zhang75% (4)
- Astm A860 - A860m - 22Document5 pagesAstm A860 - A860m - 22Mohd Fakhri Bin Omar100% (2)
- Astm D6132-22Document5 pagesAstm D6132-22jesus.cwiengineerNo ratings yet
- Astm A105 2021Document5 pagesAstm A105 2021Pedrito Calapucha100% (2)
- 2.0 Litre L Series Diesel Engine Overhaul Manual (LRL0157ENG 2nd Ed)Document73 pages2.0 Litre L Series Diesel Engine Overhaul Manual (LRL0157ENG 2nd Ed)Lesley Bernard100% (1)
- Implementing SSH Port Forwarding With Data GuardDocument6 pagesImplementing SSH Port Forwarding With Data GuardEzzedin HabibNo ratings yet
- Acceptance Sampling and Control ChartDocument43 pagesAcceptance Sampling and Control Chartnimit jhambNo ratings yet
- ASTM A234 A234M 23 - UnlockedDocument7 pagesASTM A234 A234M 23 - Unlockedrashid isaar0% (1)
- Astm A1082 A1082m 16 2021Document4 pagesAstm A1082 A1082m 16 2021santoshNo ratings yet
- Astm A216 PDFDocument4 pagesAstm A216 PDFNelson Alves Ferreira JuniorNo ratings yet
- Astm A420 A420m 22Document4 pagesAstm A420 A420m 22nghuuthang72No ratings yet
- Astm A420 - A420mDocument7 pagesAstm A420 - A420msajjad shafieiNo ratings yet
- Astm A992 - A992m - 22Document3 pagesAstm A992 - A992m - 22reza acbari0% (1)
- Astm A216Document3 pagesAstm A216preanandNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-NickelDocument3 pagesPressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-Nickelalucard375No ratings yet
- A181A181MDocument3 pagesA181A181Mrgi178No ratings yet
- ASTM A299A299M-17 Standard Specification ForDocument3 pagesASTM A299A299M-17 Standard Specification Formarcio de rossiNo ratings yet
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceDocument6 pagesPiping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServicePaulo GalvãoNo ratings yet
- Pressure Vessel Plates, Carbon-Manganese-Silicon Steel, For Moderate and Lower Temperature ServiceDocument3 pagesPressure Vessel Plates, Carbon-Manganese-Silicon Steel, For Moderate and Lower Temperature ServiceSama UmateNo ratings yet
- Astm A240 2024Document7 pagesAstm A240 2024coordcalidadagro.ciamNo ratings yet
- ASTM-A992-A992M-20Document2 pagesASTM-A992-A992M-20Deep ParekhNo ratings yet
- A204A204M-12 Standard Specification For Pressure Vessel Plates, Alloy Steel, MolybdenumDocument3 pagesA204A204M-12 Standard Specification For Pressure Vessel Plates, Alloy Steel, MolybdenumDiego Egoávil MéndezNo ratings yet
- Astm A299 A299m 17 2022Document2 pagesAstm A299 A299m 17 2022عبد المالك بن شليغمNo ratings yet
- Carbon Steel Forgings For Piping ApplicationsDocument5 pagesCarbon Steel Forgings For Piping ApplicationsEmylin BarlowNo ratings yet
- ASTM A283 A283M 18 - PreDocument2 pagesASTM A283 A283M 18 - Prebruno.abuafNo ratings yet
- A420a420m 8390 PDFDocument7 pagesA420a420m 8390 PDFabdulkadir aliNo ratings yet
- ASTM-A283-A283M-24Document2 pagesASTM-A283-A283M-24Navid HashemiNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Molybdenum: Standard Specification ForDocument3 pagesPressure Vessel Plates, Alloy Steel, Molybdenum: Standard Specification ForCarlos CmbbNo ratings yet
- Pressure Vessel Plates, Carbon Steel, Low-And Intermediate-Tensile StrengthDocument3 pagesPressure Vessel Plates, Carbon Steel, Low-And Intermediate-Tensile StrengthEhsan GhaffariNo ratings yet
- Astm A105 - 2021Document5 pagesAstm A105 - 2021juanvrcicNo ratings yet
- Vacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and ShaftsDocument7 pagesVacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and Shaftsalucard375No ratings yet
- Pressure Vessel Plates, Alloy Steel, Manganese-Vanadium-NickelDocument3 pagesPressure Vessel Plates, Alloy Steel, Manganese-Vanadium-NickelCarlos CmbbNo ratings yet
- QTQP NSX BDocument2 pagesQTQP NSX BOsama TaghlebiNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-NickelDocument3 pagesPressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-NickelMaryory Arteaga CanoNo ratings yet
- Astm A105-A105m-21Document5 pagesAstm A105-A105m-21Nicolas CgNo ratings yet
- Astm A815 A815m 22Document7 pagesAstm A815 A815m 22saurabh shirodeNo ratings yet
- Vacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and ShaftsDocument7 pagesVacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and Shaftsseptian dwi cahyoNo ratings yet
- Astm A181Document3 pagesAstm A181migaspro energiaNo ratings yet
- A 2 - 90 R97 QtitukveDocument5 pagesA 2 - 90 R97 QtitukveLucas MlbNo ratings yet
- ASTM-A500-A500M-21a Standard Specification For Cold-Formed WeldedDocument5 pagesASTM-A500-A500M-21a Standard Specification For Cold-Formed WeldedcoincorcaNo ratings yet
- A299A299M-09 (2014) Standard Specification For Pressure Vessel Plates, Carbon Steel, Manganese-SiliconDocument2 pagesA299A299M-09 (2014) Standard Specification For Pressure Vessel Plates, Carbon Steel, Manganese-SiliconAhmed ShakerNo ratings yet
- A216 16Document4 pagesA216 16arunrathikaNo ratings yet
- Pressure Vessel Plates, Carbon Steel, High Strength, For Moderate and Lower Temperature ServiceDocument3 pagesPressure Vessel Plates, Carbon Steel, High Strength, For Moderate and Lower Temperature ServiceSama UmateNo ratings yet
- Carbon Steel Forgings For Piping ApplicationsDocument5 pagesCarbon Steel Forgings For Piping Applicationsqualidadembf5No ratings yet
- A203 - 17 Standard Specification For Pressure Vessel Plates, Alloy Steel, NickelDocument3 pagesA203 - 17 Standard Specification For Pressure Vessel Plates, Alloy Steel, Nickelalucard3750% (1)
- Astm A216Document4 pagesAstm A216salazaralexi100% (1)
- Wrought High-Strength Ferritic Steel Butt-Welding Fittings: Standard Specification ForDocument5 pagesWrought High-Strength Ferritic Steel Butt-Welding Fittings: Standard Specification ForPaulo GalvãoNo ratings yet
- Astm A487 A487m 21Document7 pagesAstm A487 A487m 21Milady OyuelaNo ratings yet
- Specification For Steel Castings, Carbon, Suitable For Fusion Welding For High-Temperature ServiceDocument4 pagesSpecification For Steel Castings, Carbon, Suitable For Fusion Welding For High-Temperature Serviceomsingh1988No ratings yet
- Forged Carbon and Alloy Steel Flanges For Low-Temperature ServiceDocument6 pagesForged Carbon and Alloy Steel Flanges For Low-Temperature ServiceShahul Hameed RazikNo ratings yet
- Astm A27Document4 pagesAstm A27MAX ALBERTO JUAREZ AVALOSNo ratings yet
- Astm A573 PDFDocument3 pagesAstm A573 PDFBalaji NarasimhanNo ratings yet
- Astm A216 A216m - 16507Document4 pagesAstm A216 A216m - 16507OscarBoneNo ratings yet
- Reva ASTM-A500-A500M-23Document4 pagesReva ASTM-A500-A500M-238nb9kdwg2mNo ratings yet
- Astm A961-21Document9 pagesAstm A961-21psytembeNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General Applicationsandeep acharNo ratings yet
- Astm A553a553m-22Document4 pagesAstm A553a553m-22bdr85No ratings yet
- Astm A105 A105m 21Document5 pagesAstm A105 A105m 21miraclemj35No ratings yet
- Astm A860Document5 pagesAstm A860julian2282254No ratings yet
- Astm A182 A182m 20Document6 pagesAstm A182 A182m 20wzh20010921No ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Bolted Flanged Joint: Flanges, Studs & Gaskets. Recommended Practices for the Assembly of a Bolted Flange Joint.From EverandBolted Flanged Joint: Flanges, Studs & Gaskets. Recommended Practices for the Assembly of a Bolted Flange Joint.No ratings yet
- The Semantic Web Vision: Grigoris Antoniou Frank Van HarmelenDocument52 pagesThe Semantic Web Vision: Grigoris Antoniou Frank Van Harmelentechnicx101No ratings yet
- Updated Quality PlanDocument23 pagesUpdated Quality PlanThi PhamNo ratings yet
- Application of Indian Boiler RegulationsDocument2 pagesApplication of Indian Boiler RegulationsmayurjannuNo ratings yet
- Petroleum Engine Ratings GuideDocument42 pagesPetroleum Engine Ratings GuideIvan Leonardo Abril Fernandez100% (1)
- SST-2000 SeriesDocument33 pagesSST-2000 SeriesLeyverMBNo ratings yet
- Ramdump Modem 2024-01-14 15-55-45 PropsDocument22 pagesRamdump Modem 2024-01-14 15-55-45 Propswashingtonpsj4No ratings yet
- r1 Tank Chamber Vac TestDocument1 pager1 Tank Chamber Vac TestMuhammad Nasir SiddiqueNo ratings yet
- Java Collection Interview QuestionsDocument4 pagesJava Collection Interview QuestionsChandra KonduruNo ratings yet
- DWG2000 Series VoIP Gateway DateSheet V1.0Document3 pagesDWG2000 Series VoIP Gateway DateSheet V1.0Jhymer Josue Alvariño CosarNo ratings yet
- Chrysler Neon - Audio SystemDocument10 pagesChrysler Neon - Audio SystemeephantomNo ratings yet
- Esfr K28Document17 pagesEsfr K28logisticafireprotectionNo ratings yet
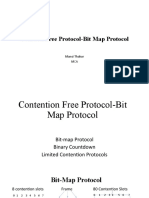
- Collision Free Protocol-Bit Map ProtocolDocument9 pagesCollision Free Protocol-Bit Map ProtocolSahil ThakurNo ratings yet
- Multiple Choice Questions Exam Paper For EngineeringDocument5 pagesMultiple Choice Questions Exam Paper For EngineeringmaanwarNo ratings yet
- USER AuthorizationDocument78 pagesUSER AuthorizationArvind SharmaNo ratings yet
- Tanker ManualDocument205 pagesTanker ManualIuri Dudinov100% (1)
- Hart Open ProtocolDocument4 pagesHart Open ProtocolFachransjah AliunirNo ratings yet
- Operations Strategy at GalanzDocument7 pagesOperations Strategy at GalanzamritNo ratings yet
- JUNO-D E4Document132 pagesJUNO-D E4Paul Pajares ❽No ratings yet
- Catalog 79352ENG HOKE Needle Valves 10.15.13Document38 pagesCatalog 79352ENG HOKE Needle Valves 10.15.13lamosy78No ratings yet
- Difference Between MVC2, MVC3, MVC4 - MVC2 vs. MVC3 vs. MVC4Document2 pagesDifference Between MVC2, MVC3, MVC4 - MVC2 vs. MVC3 vs. MVC4Sivaraman RajanNo ratings yet
- Aseptic Technique ProcedureDocument10 pagesAseptic Technique ProcedureaksinuNo ratings yet
- ICAO & Aviation SecurityDocument36 pagesICAO & Aviation SecurityFrancisco Ashley Acedillo100% (3)
- SATIP-T-481-01 Rev 7Document4 pagesSATIP-T-481-01 Rev 7sajidNo ratings yet
- Grain MillingDocument10 pagesGrain Millingamini_mohiNo ratings yet
- PentestTools SubdomainFinder ReportDocument8 pagesPentestTools SubdomainFinder Report21521907No ratings yet