5
5
Download as pdf or txt
You might also like
- Construction Methods Outline of Narrative DescriptionDocument2 pagesConstruction Methods Outline of Narrative DescriptionVishino Gulrajani92% (12)
- America's Best Home Workshops - 2015Document116 pagesAmerica's Best Home Workshops - 2015albert100% (3)
- SMM (Standard Method of Meacurement of Building Works)Document72 pagesSMM (Standard Method of Meacurement of Building Works)Edwar RinaldiNo ratings yet
- Cabinets & Drawers: Shaker Cupboard: Rejuvenated Drawer Slips Roy Underhill's Nail CabinetDocument20 pagesCabinets & Drawers: Shaker Cupboard: Rejuvenated Drawer Slips Roy Underhill's Nail Cabineto100% (2)
- BTECH REVIEWER CompleteDocument12 pagesBTECH REVIEWER CompleteKhiara May Fabula100% (2)
- Lamella Roof 1Document12 pagesLamella Roof 1Roshini Kannuri50% (2)
- Lecture No. 9: Drilling Machines, Nomenclature, Types, Operations and PrecautionsDocument47 pagesLecture No. 9: Drilling Machines, Nomenclature, Types, Operations and PrecautionsMuhammad IrfanNo ratings yet
- Drilling MachineDocument6 pagesDrilling MachineAnand BalajiNo ratings yet
- Drilling Machine RevisedDocument57 pagesDrilling Machine RevisedJasmine CortezNo ratings yet
- Machining OperationsDocument7 pagesMachining OperationsbazilNo ratings yet
- Drilling MachineDocument37 pagesDrilling MachineRavichandran G100% (4)
- Name Harshal Bhatt Department Mechanical 2 YearDocument30 pagesName Harshal Bhatt Department Mechanical 2 YearRahul KhatriNo ratings yet
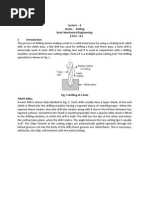
- Lecture - 4 Notes: Drilling Basic Mechanical Engineering (Part - B) 1Document5 pagesLecture - 4 Notes: Drilling Basic Mechanical Engineering (Part - B) 1Roop LalNo ratings yet
- Multi Spindle Drilling Machine Project File - CompressDocument28 pagesMulti Spindle Drilling Machine Project File - CompressSidhesh KalangutkarNo ratings yet
- Lathe & Drilling Machine Part 2Document7 pagesLathe & Drilling Machine Part 2angadsnNo ratings yet
- Machining Process - I: Drilling and Related OperationsDocument34 pagesMachining Process - I: Drilling and Related OperationsNajshhs100% (1)
- Rilling MachineDocument4 pagesRilling MachineCubillan, Kenneth M.No ratings yet
- Machining Process - 6 Nov 2024-CompressedDocument22 pagesMachining Process - 6 Nov 2024-Compressed27fdxqnf45No ratings yet
- Lathe Machine ReportDocument10 pagesLathe Machine ReportJohn Paul DomingoNo ratings yet
- Multi Spindle Drilling Machine Project FileDocument28 pagesMulti Spindle Drilling Machine Project FileRoyalAryans100% (5)
- Drilling & Related OperationsDocument11 pagesDrilling & Related OperationsGonKilNo ratings yet
- Ims Engineering College Ghaziabad: Drilling Boring ReamingDocument34 pagesIms Engineering College Ghaziabad: Drilling Boring ReamingSanthosh MuruganNo ratings yet
- Lab Report ME8Document5 pagesLab Report ME8Hassan Iftekhar Ahmed100% (2)
- Drilling MachinesDocument19 pagesDrilling MachinesKim Argyle SalinasNo ratings yet
- Unit 4 Drilling MachinesDocument91 pagesUnit 4 Drilling MachinesMALINo ratings yet
- Drilling Total Unit For Diploma StandardDocument41 pagesDrilling Total Unit For Diploma StandardRoyalmechNo ratings yet
- Basic HolemakingDocument5 pagesBasic HolemakingdramiltNo ratings yet
- Drilling MachineDocument9 pagesDrilling MachineAqib ZamanNo ratings yet
- Manufacturing Engineering 2Document7 pagesManufacturing Engineering 2Study SuccessNo ratings yet
- Module 2Document15 pagesModule 2mohammedgousmujahidNo ratings yet
- Drilling OperationsDocument9 pagesDrilling Operationslindobuhledandelion0No ratings yet
- Computer Integrated Manufacturing: Machine ToolsDocument20 pagesComputer Integrated Manufacturing: Machine Toolstayyab40No ratings yet
- 4 Drill MachineDocument9 pages4 Drill Machineмσнαммєd ƒαιz ραтєlNo ratings yet
- DrillingDocument71 pagesDrillingravi upadhyayNo ratings yet
- Experiment Name: Study and Operation of Bench Drilling MachineDocument13 pagesExperiment Name: Study and Operation of Bench Drilling MachineHashim Al-mahdliNo ratings yet
- Fine Boring & Jig BoringDocument12 pagesFine Boring & Jig Boringshiva100% (1)
- 360 Degree Flexible Drilling Machine Ed Project ReviewDocument15 pages360 Degree Flexible Drilling Machine Ed Project ReviewAbdul mujeeb25% (4)
- Drillingandboring 160625093737Document122 pagesDrillingandboring 160625093737nnitinsharma87No ratings yet
- Ta Ladro Alex OnDocument6 pagesTa Ladro Alex OnIvan FinolNo ratings yet
- Unit 2 - Drilling 29Document41 pagesUnit 2 - Drilling 29normanjames966100% (1)
- Literature Review of Drilling MachineDocument5 pagesLiterature Review of Drilling Machineea4hasyw100% (1)
- Boring (Manufacturing) : From Wikipedia, The Free EncyclopediaDocument5 pagesBoring (Manufacturing) : From Wikipedia, The Free EncyclopediaManuel Mata SilvaNo ratings yet
- Drilling MachineDocument7 pagesDrilling MachineSylvester WasongaNo ratings yet
- Drilling - Production Process - Related OperationsDocument17 pagesDrilling - Production Process - Related OperationsMehmet Islam SaifulNo ratings yet
- Manufacturing Process I Diploma in Mechanical Engineering 3 RD SemesterDocument18 pagesManufacturing Process I Diploma in Mechanical Engineering 3 RD SemesterBARUN BIKASH DENo ratings yet
- Drilling & Related OperationsDocument18 pagesDrilling & Related OperationsIzi100% (1)
- Drilling Machines & Their Static and Dynamic Analysis MEC 302Document16 pagesDrilling Machines & Their Static and Dynamic Analysis MEC 302Sushil KumarNo ratings yet
- V Machining ConventionalDocument22 pagesV Machining Conventionalroamer10No ratings yet
- Coimbatore Institute of Technology: Drilling MachineDocument17 pagesCoimbatore Institute of Technology: Drilling MachineDiyanesh MNo ratings yet
- PresentationDocument33 pagesPresentationkumarpiyush9675No ratings yet
- Lathe MachineDocument16 pagesLathe MachineM Arslan AshrafNo ratings yet
- Lathe Operations - Note-2022Document30 pagesLathe Operations - Note-2022pes22only2004No ratings yet
- DrillingDocument52 pagesDrillingMd Aamer100% (1)
- MainDocument51 pagesMainRishab KumarNo ratings yet
- Drilling Machine Notes-Sep 2023 - NewDocument9 pagesDrilling Machine Notes-Sep 2023 - Newpes22only2004No ratings yet
- 23MET14B MODULE-2Document22 pages23MET14B MODULE-2monish monishNo ratings yet
- MP 1150410119112 161130183655Document21 pagesMP 1150410119112 161130183655xegeraj500No ratings yet
- Lathe Machines & OperationsDocument43 pagesLathe Machines & OperationsInder Jeet Kori100% (1)
- Boring 7.1 Boring ToolsDocument4 pagesBoring 7.1 Boring ToolsPuneeth KumarNo ratings yet
- Types of Drilling Machine JaynamDocument19 pagesTypes of Drilling Machine JaynamPatel JaynamNo ratings yet
- Machine OperationDocument4 pagesMachine OperationMaster BomboNo ratings yet
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- Production Engineering - Jig And Tool DesignFrom EverandProduction Engineering - Jig And Tool DesignRating: 3.5 out of 5 stars3.5/5 (3)
- 9Document11 pages9slatejoker101No ratings yet
- 4Document12 pages4slatejoker101No ratings yet
- 8Document13 pages8slatejoker101No ratings yet
- 13Document9 pages13slatejoker101No ratings yet
- 11Document10 pages11slatejoker101No ratings yet
- Mini Lathe Cam-Lock TailstockDocument5 pagesMini Lathe Cam-Lock TailstockFilipe VierNo ratings yet
- IE111L Industrial Materials and Processes LabDocument5 pagesIE111L Industrial Materials and Processes LabJacob Chico SueroNo ratings yet
- Master List - Fabric Sofa & Dining Idefab-EpDocument3 pagesMaster List - Fabric Sofa & Dining Idefab-EpMella FirdianiNo ratings yet
- Floor Finishes and The Materials Used in Building ConstructionDocument10 pagesFloor Finishes and The Materials Used in Building ConstructionAnn GertrudeNo ratings yet
- Horizontal Honing Tools, होनिंग उपकरण in Vasai East, Vasai, Manisha Machinery Private Limited - ID - 2035935873Document8 pagesHorizontal Honing Tools, होनिंग उपकरण in Vasai East, Vasai, Manisha Machinery Private Limited - ID - 2035935873TuntunNo ratings yet
- HKSMM4Document215 pagesHKSMM4Kay Magat100% (1)
- Indo Buana Company Profile 2015Document17 pagesIndo Buana Company Profile 2015Monica OctavianiNo ratings yet
- Cristobal, Rowela - Research Work #1Document8 pagesCristobal, Rowela - Research Work #1rowela cristobalNo ratings yet
- Bathroom Remodeling ChecklistDocument2 pagesBathroom Remodeling ChecklistdavidmarineenginesNo ratings yet
- Module 2 Assignment #1Document4 pagesModule 2 Assignment #1JOSEPH SALOSAGCOLNo ratings yet
- Specs For Stryker Neuro Spine Ent Catalog 5100 5400Document20 pagesSpecs For Stryker Neuro Spine Ent Catalog 5100 5400Tamer AhmedNo ratings yet
- Joinery Flashcards - QuizletDocument10 pagesJoinery Flashcards - QuizletZaha CalatravaNo ratings yet
- Wooden ConstructionDocument24 pagesWooden Constructionf9xbcp79qnNo ratings yet
- Construction AgreementDocument5 pagesConstruction AgreementThamotharan AnnamalaiNo ratings yet
- AWI - Section1300 Architactural Flush DoorsDocument48 pagesAWI - Section1300 Architactural Flush DoorsJose Antonio FigueroaNo ratings yet
- Timber FloorDocument16 pagesTimber FloorJose ValverdeNo ratings yet
- New Carpets For Interiors: David LuckhamDocument4 pagesNew Carpets For Interiors: David LuckhamZahra ZaNo ratings yet
- ShopNotes #70Document37 pagesShopNotes #70RickNo ratings yet
- Unit 4 Door WindowDocument39 pagesUnit 4 Door WindowSarthakNo ratings yet
- Varnishes: 20 - 21 Isha Patel 20 - 1 Divya Chaudhari 20 - 14 Riya Gamit 20 - 13 Tarannum VajifdarDocument21 pagesVarnishes: 20 - 21 Isha Patel 20 - 1 Divya Chaudhari 20 - 14 Riya Gamit 20 - 13 Tarannum VajifdardivyaNo ratings yet
- SAG - Carpentry NC II (Superseded)Document2 pagesSAG - Carpentry NC II (Superseded)KaJong JaclaNo ratings yet
- PNGFP CatalogueDocument17 pagesPNGFP CatalogueNatasha TahijaNo ratings yet
- MR Pranav Dinesh Shah (Standard)Document8 pagesMR Pranav Dinesh Shah (Standard)snzrealtorsNo ratings yet
- Minimalist Design & Mexican DesignDocument6 pagesMinimalist Design & Mexican DesignabdullahNo ratings yet