3. Conachey2008_1
3. Conachey2008_1
Uploaded by
sufianCopyright:
Available Formats
3. Conachey2008_1
3. Conachey2008_1
Uploaded by
sufianCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Copyright:
Available Formats
3. Conachey2008_1
3. Conachey2008_1
Uploaded by
sufianCopyright:
Available Formats
ABS TECHNICAL PAPERS 2005
Development of Machinery Survey Requirements Based
on Reliability-Centered Maintenance
Robert M. Conachey, Member, American Bureau of Shipping
Originally presented at the 2005 SNAME Marine Technology Conference & Expo. Reprinted with the permission of the
Society of Naval Architects and Marine Engineers (SNAME).
Material originally appearing in SNAME publications cannot be reprinted without written permission from the Society,
601 Pavonia Ave., Jersey City, NJ 07306.
ABSTRACT
This paper discusses the technical background of the American Bureau of Shipping (ABS) “Guide for
Survey Based on Reliability-centered Maintenance” to improve reliability for vessels’ machinery
systems and receive credit towards certain machinery survey requirements. Risk assessment
techniques and RCM analysis are used to provide a process to optimize maintenance tasks and achieve
optimal reliability. A process for spare holding requirements incorporating risk is discussed. A
sustainment process was developed so the operator can keep the preventative maintenance tasks
current as the system ages, new failure modes or system modifications occur. The approaches taken to
address the lack of quantitative data for equipment failures, consistency of analyses among operators
and types of consequences and descriptions related to their severity are discussed.
in a rational manner that provides the most value to a
NOMENCLATURE vessel’s owner/operator. Accordingly, improved
Failure modes - The failure mode describes how equipment and system reliability on board vessels and
equipment can fail and potentially result in a other marine structures can be expected by applying this
functional failure. Failure mode can be described philosophy.
in terms of an equipment failure cause (e.g., pump RCM is also a part of overall risk management so
bearing seizes), but is typically described in terms that the risk of undesirable end events associated with
of an observed effect of the equipment failure (e.g., equipment failures can be effectively managed by the
pump fails off). maintenance program. This failure management is
Failure modes, effects and criticality analysis achieved by allocating maintenance resources to
(FMECA) – FMECA is an inductive reasoning equipment maintenance according to risk impact on the
approach that considers how the failure mode of vessel. For example, RCM analysis can be employed
each system component can result in system to:
performance problems. It is expanded to include • Identify functional failures with the highest
failure frequencies so failure modes may be ranked risk, which will then be focused on for further
according to risk. analyses;
Functional failures - A functional failure is a • Identify equipment items and their failure
description of how the equipment is unable to modes that will cause high-risk functional
perform a specific function to a desired level of failures; and
performance. • Determine a maintenance strategy that will
Risk - Risk is composed of two elements, frequency reduce risk to acceptable levels.
and consequence. Risk is defined as the product of A brief overview of the RCM process as applied in
the frequency with which an event is anticipated to the Guide for Survey Based on Reliability-centered
occur and the severity of the consequence of the Maintenance (RCM Guide) by the American Bureau of
event’s outcome. Shipping (ABS) is provided (ABS 2003). The RCM
Guide lists the requirements for the ABS RCM
INTRODUCTION Program, a voluntary Program that enables vessel
By applying Reliability-centered maintenance operators to receive credit towards certain machinery
(RCM) principles, maintenance is evaluated and applied survey requirements in order to maintain a vessel’s
Development of Machinery Survey Requirements Based on Reliability-Centered Maintenance 229
ABS TECHNICAL PAPERS 2005
classification. A companion document to the RCM Specifically, one of the focuses of reliability
Guide, Guidance Notes on Reliability-centered improvement is to manage the equipment failures that
Maintenance was published to provide additional impact system performance (e.g., losses of system
information related to maintenance and risk analysis function). Therefore, an understanding of the factors
(ABS 2004). This paper discusses the ABS approach that influence equipment failures is needed. The
taken to apply the principles of this maintenance following factors usually influence equipment failure:
philosophy. • Design error
• Faulty material
OVERVIEW OF RCM PRINCIPLES • Improper fabrication and construction
RCM is a process of systematically analyzing an • Improper operation
engineered system to understand: • Inadequate maintenance
• Maintenance errors
• system functions and impact of functional
failures Therefore, maintenance is merely one of the many
• equipment failure modes and causes that can approaches to improving equipment reliability and
result in functional failures hence system reliability. RCM analyses focus in
• optimal strategy for managing potential reducing failures resulting from inadequate
failures, including maintenance to prevent the maintenance. In addition during the RCM analysis
failures from occurring or to detect potential process, some equipment failures may be identified as
failures before a failure occurs, and the result of maintenance errors. In these cases the
• spares holding requirements. results of RCM analyses may suggest improvements for
ABS requires the following analytical tools to be specific maintenance activities, such as improving the
employed when performing the RCM analyses: manner in which the maintenance procedures are
• Failure modes, effects, and criticality analysis carried out, improving worker performance through
(FMECA), additional training or required skill level, or adding
• RCM task selection flow diagram, quality assurance/quality control tasks during the
maintenance procedure to verify correct performance of
• Risk-based decision making tools (e.g., risk
critical maintenance tasks. Furthermore, RCM analyses
matrix).
may recommend design changes and/or operational
In addition, the following system expertise is needed to
improvements when equipment reliability cannot be
successfully and efficiently perform the analysis:
ensured through maintenance.
• Design, engineering, and operational
knowledge of the system,
Equipment failure rate and patterns
• Condition-monitoring techniques, planned
maintenance actions, failure finding One of the key concepts of RCM is that all equipment
techniques, failures are not the same; therefore, the maintenance
• Other proactive maintenance practices (e.g., tasks necessary to prevent failures may require different
lubrication). strategies in order to successfully manage them. In fact,
depending on the dominant system failure mechanisms,
Equipment failure basics system operation, system operating environment, and
system maintenance, specific equipment failure modes
Since 1978, ABS has cooperated with owners/operators exhibit a variety of failure rates and patterns.
on developing and implementing preventative
maintenance programs. The Bureau recognized an First, let’s discuss the failure rate. The conditional
effective program improved machinery reliability. ABS probability failure rate or lambda (λ) is the probability
issued its first Guide for Survey Based on Preventative that a failure occurs during the next instant of time
Maintenance Techniques (PM Guide) in 1984 that listed given that the failure has not already occurred before
the requirements for a preventative maintenance that time. The conditional failure rate, therefore,
program and provided credit towards a vessel’s Special provides additional information about the survival life
Periodical Machinery Survey for equipment enrolled in and is used to illustrate failure patterns.
the program. Unlike the PM Guide, the RCM Guide For most equipment failure modes, the specific failure
provides owner/operators a process to create an patterns are not known and fortunately detailed
effective preventative maintenance program applying knowledge is not needed to make maintenance
risk principles and a maintenance task methodology. decisions. Nevertheless, certain failure characteristic
The RCM analysis process uses these tools and information is needed to make maintenance decisions.
expertise to help establish the cause effect relationship These characteristics are:
between equipment failures and system performance • Wear-in failure – dominated by “weak”
(e.g., the FMECA) and then determine an effective members related to problems such as
failure management strategy (e.g., RCM task selection). manufacturing defects and
A combination of one or more equipment failures installation/maintenance/startup errors. Also
and/or human errors causes a loss of system function. known as “burn in” or “infant mortality” failures.
230 Development of Machinery Survey Requirements Based on Reliability-Centered Maintenance
ABS TECHNICAL PAPERS 2005
• Random failure – dominated by chance failures human errors during maintenance tasks. If an
caused by sudden stresses, extreme conditions, equipment failure mode exhibits a wear-out pattern,
random human errors, etc. (e.g., failure is not rebuilding or replacing the equipment item may be an
predictable by time) during the “useful life” of appropriate strategy.
the equipment. Finally, a basic understanding of failure rate helps in
• Wear-out failure – dominated by end-of-useful determining whether maintenance or equipment
life issues for equipment. redesign is necessary and provides insight into
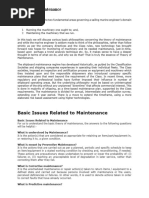
These failure characteristics are best illustrated by the frequency of maintenance tasks. Once one begins to
failure pattern identified in Figure 1. By simply understand how equipment fails and its failure rate and
identifying which of the three equipment failure pattern, an understanding of maintenance task types and
characteristics is representative of the equipment failure their relationship to the failure characteristics is needed.
mode, one gains insight into the proper maintenance
strategy. Overview of Maintenance Task Types
Understanding that equipment failure modes can exhibit One of the primary objectives of the RCM analysis is to
different failure patterns has important implications define a set of proactive maintenance tasks needed to
when determining appropriate maintenance strategies. manage potential equipment failures that can impact
The literature has indicated there are six different critical system performance. These tasks can manage
failure patterns as shown in Table 1 (Nowlan/Heap these potential failures by:
1978, Moubray 1997, and Smith 1993). We have listed • Detecting onset of failure with sufficient time
the failure characteristic(s) too along with some to allow corrective action before the failure
representative examples: occurs, e.g. condition monitoring tasks,
• Preventing the failures before they occur,
• Pattern A – Bathtub Curve – Wear-In, Random
which are referred to in the RCM Program as
Failure, Wear-Out
planned maintenance tasks,
• Pattern B – Traditional Wear-Out – Random
• Discovering and correcting hidden failures
Failure, Wear Out
before they impact system performance, e.g.
• Pattern C – Gradual Rise with no Distinctive
failure finding tasks.
Wear-out Zone - Random Failure
• Applying operational restrictions or some other
• Pattern D – Initial Increase with a Leveling Off
action, e.g. any applicable and effective task.
– Random Failure
In addition, the RCM analysis might indicate the failure
• Pattern E – Random – Random Failure
does not warrant any proactive maintenance and run-to-
• Pattern F – Infant Mortality- Wear-In, Random
failure is acceptable. Also, RCM analyses should
Failure
include routine servicing tasks to ensure the assumed
Those patterns that do not have distinctive wear-out failure rate and failure pattern are valid (e.g., failure rate
regions (e.g., patterns C through F) may not benefit and pattern for an un-lubricated bearing is drastically
from maintenance tasks of rebuilding or replacing different from that of a lubricated bearing).
equipment items. There may actually be an increase in
failures as a result of infant mortality (pattern F) and/or
Figure 1: Equipment Life Periods
I II III
In fa n t U s e fu l W ear out
M o r ta lity L ife
Rate λ (t )
Failure
B u r n in W ear out T im e
Development of Machinery Survey Requirements Based on Reliability-Centered Maintenance 231
ABS TECHNICAL PAPERS 2005
Table 1: Six Classic Failure Rate Patterns
λ(t) Pattern A – Bathtub:
Infant mortality, then a constant or increasing failure rate,
followed by a distinct wear-out zone
t Example: overhauled reciprocating engine
Pattern B – Traditional Wear-out:
λ(t)
Constant or slowly increasing failure rate followed by a
distinct wear-out zone
Example: reciprocating engine, pump impeller
t
Pattern C – Gradual Rise with no Distinctive Wear-
λ(t) out Zone:
Gradually increasing failure rate, but no distinct wear-out
zone
t Example: gas turbine
Pattern D – Initial Increase with a Leveling off:
λ(t) Low failure rate initially, then a rapid increase to a
constant failure probability
Example: complex equipment under high stress with test
t runs after manufacture or restoration such as hydraulic
systems
Pattern E – Random Failure:
λ(t)
Constant failure rate in all operating periods
Example: roller/ball bearings
t
Pattern F – Infant Mortality:
λ(t) High infant mortality followed by a constant or slowly
rising failure rate
Example: electronic components
t
RCM ANALYSIS PROCESS 1. Identify operating modes and corresponding
ABS reviewed the RCM analysis literature and operating context
concluded that what was available would need to be 2. Define vessel systems
modified for marine applications. We also decided that 3. Develop system block diagrams and identify
the procedures selected would be in conformance with a functions
recognized standard. We selected SAE JA 1011, 4. Identify functional failures
Evaluation Criteria for Reliability-Centered 5. Conduct failure modes, effects, and criticality
Maintenance (RCM) Processes (Society of Automotive analysis (FMECA)
Engineers 1999). We believed evaluation of risk was 6. Select failure management tasks
necessary in order to rank the relative importance of the 7. Determine spare parts holdings
failures analyzed, so we incorporated risk in the failure 8. Develop RCM sustainment process
modes and effects analysis adopting the approach in the 9. Document the analysis
IMO International Code for High Speed Craft (IMO 10. Implement RCM Onboard
2001). We also felt it necessary to include a process to
determine spare parts requirements using risk Step Nos. 1 through 4 – System Modeling, Functions
assessment. Any successful long-term maintenance and Functional Failures
program must include a feedback mechanism so we For this part of the analysis, how the vessel is to be
included requirements for a sustainment procedure. operated (operating mode) and the manner in which the
Accordingly, the basic steps of the RCM analysis vessel’s machinery systems are operated (operating
process are: context) are determined. The vessel’s systems are
232 Development of Machinery Survey Requirements Based on Reliability-Centered Maintenance
ABS TECHNICAL PAPERS 2005
modeled as a hierarchy for the purposes of performing likely a component may be omitted that contributes to
the FMECA. An example is shown in Figure 2. For that system function.
consistency, ABS has named these hierarchy levels, in To ensure consistency among the analyses received, in
descending order as follows: functional group, system, the developed templates we have listed suggested
sub-system, equipment item, and component. A failure modes for each component. For some operating
component is defined as: modes/contexts these failure modes may not be
• the lowest level that can be identified for its applicable and can be indicated so in the analysis. In
contribution to the overall functions of the some cases the failure modes listed may not have been
functional group, considered by the analysis team. ABS has provided a
list of suggested failure modes for ten groups of
• being identifiable for its failure modes, and equipment and components in Appendix 2 of the RCM
• the most convenient physical unit that can be Guide.
considered for the preventative maintenance
ABS decided for consistency among analyses received
plan.
to require the End Effect descriptions to be the effect on
The system block diagrams serve as an aid to visualize the functional group(s). A consolidated example format
the hierarchical structure and identify the various from the RCM Guide is shown in Table 3. The severity
system functions as shown in the example in Figure 3. level is defined for at least four levels from no effect,
Then, the various functional failures associated with two progressive functional degradations to complete
each function are identified. loss of function. Four levels is the minimum to ensure
Fortunately, the arrangement of the components within meaningful risk ranking. An additional severity level or
many systems such as, fuel oil, cooling water, two may be considered but greater care is necessary in
lubricating oil, is similar among vessels because of severity level definition. The traditional approach is to
classification and statutory requirements. Accordingly, define severity levels based on an order of magnitude in
ABS has created “templates” for participants in the economic terms (i.e. $10,000, $100,000, etc.). Some
ABS RCM Program which are partially completed would consider the approach in the RCM Guide as
FMECAs for various systems subject to our Rules and determining the intermediate effect, not the end effect.
Special Periodical Machinery Survey requirements on However, as part of the certification process it is
vessels. These systems are primarily associated with straightforward for determining failure effects on
propulsion, directional control, vessel safety and cargo functional groups when a component failure occurs.
handling. The templates permit those performing the Attempting to determine the ultimate end effects from a
analysis to reduce the analysis time, and ensure vessel’s complete loss of propulsion, such as grounding
consistency of analyses submitted to ABS. and considering other end effects such as pollution
caused by rupture of the fuel oil storage tanks, loss of
Step No. 5 – Conduct FMECA revenue, etc., is much more subjective and therefore
For Step No. 5, ABS requires the application of a difficult to evaluate. Such end effects would be
bottom-up FMECA. An example format is shown in dependent on the operating mode of the vessel,
Table 2. We selected the bottom-up format instead of geographic location, etc. If desired, the owner/operator
the top-down format because during development of the can extend the analysis to assess business risks. A brief
preventative maintenance plan for each system example of this approach along with an estimate in risk
component, there is less of a chance a component will reduction is provided in Appendix 1. However, the
be omitted. The top-down format is useful when RCM Program does not require analyses addressing
designing new systems to determine the risk associated business risks be submitted because of the proprietary
with various functional failures. If one chooses to apply business information they will likely include.
the top-down format for existing systems, it is
necessary to identify all system functions otherwise it is
TABLE 2: Example Bottom-up FMECA Worksheet
No.: XX Description: Pump
Item Failure Mode Causes Failure Local Effects Functional End Effects
Characteristic Failures
No.: XX Description: Pump
Item Matrix Severity Current Likelihood Current Risk Failure Detection/
Corrective Measures
Development of Machinery Survey Requirements Based on Reliability-Centered Maintenance 233
ABS TECHNICAL PAPERS 2005
The other element of risk is the likelihood or frequency The ABS task selection process is similar to other
of the failure mode. Many efforts have been made and selection processes with respect to requiring one-time
are currently underway to collect failure rate data for changes for failure modes with the highest risk, and a
machinery. Obtaining quantitative failure data is run-to-failure strategy for failure modes with the lowest
problematic: published data is scant, reliability risk. For failure modes with risks between the
databases are available only to subscribing members of extremes, maintenance task types in the following order
an industry, manner of data collection is unknown, are considered: condition monitoring, planned
failure modes are not identified, etc. ABS decided to maintenance, combination condition monitoring and
take a qualitative approach by recommending frequency planned maintenance, any applicable and effective task,
ranges as shown in Table 4. As the FMECA is or one-time change. For hidden failure modes, failure
developed, we believe the team members can estimate finding tasks are specified.
failure mode frequencies based on events occurring Unlike other published task selection flow processes we
within their operating fleet or collective memory. We have included additional procedures as shown in the
expect that with time as failure data are collected continuation for Figure 4. These include a procedure to
electronically in maintenance and repair software, specify a maintenance task(s) to address all causes
quantitative data can be determined and compared with associated with the failure mode for evaluation. The
the estimated qualitative data in the initial analysis. risk is re-evaluated for the selected maintenance tasks
and any one-time changes associated with a failure
Step No. 6 – Select Failure Management Tasks mode. If the risk level meets the acceptance criteria, the
There are several RCM task selection flow diagrams in next failure mode is evaluated. If not, the maintenance
the literature (Ministry of Defence (UK) 1999, Moubray tasks and one-time changes are re-evaluated to seek a
1997, Naval Air Systems Command (USA) 2001, reduction in the risk to acceptable criteria. These
Society of Automotive Engineers 1999). ABS criteria would include: a reduction in or at least the
considered all of them and adapted the appropriate same level of risk compared to no maintenance or
features from them for application to the marine present maintenance tasks; the failure mode does not
industry. The RCM Task Selection Flow Diagram is result in the highest risk occurring.
shown in Figure 4.
234 Development of Machinery Survey Requirements Based on Reliability-Centered Maintenance
ABS TECHNICAL PAPERS 2005
Figure 2: Example Partitioning of Functional Groups
Hull Machinery and Cargo
Discipline Utilities Handling
Navigation &
Propulsion Maneuvering Electrical Vessel Service
Functional Communications
Functional Functional Functional Functional
Groups Functional
Group Group Group Group
Group
Line and Propeller
Systems Diesel Reduction
Shafting, Shaft Propeller
Engine Gear
Support Bearings
Engine Support Systems
Basic
Subsystems Lube Oil, Water, Fuel, Hydraulic, Air,
Engine
Exhaust, Control Systems, Monitoring...
Cylinder Liner Crankshaft,
Cylinder Piston with Rod
and Cylinder Crosshead with Thrust Bearing
Cover and Stuffing Box
Lubrication Connecting Rod and Turning
Assembly Assembly
Assembly Gear Assembly
Equipment
Items
Mechnical
Frame Vibration
Control Gear, Exhaust
Crankcase Compensators
Chain Drive and Valve
Assembly and Dampers
Camshaft
Development of Machinery Survey Requirements Based on Reliability-Centered Maintenance 235
ABS TECHNICAL PAPERS 2005
Figure 3: Example System Block Diagram
Start/Stop Signals
Control Systems
Barring
Interlock Air Starting System
Signal
Bridge Signal
Control
Bridge Air
Signal Torque
Governor
Crankcase Clean Vapor
Vapor System Oil Sludge to Sludge Tank
Speed
Control Starting
Signal Engine Air
Vapor Lube
RPM OIl
Torque & To Propulsion
Heavy Fuel Oil Vibration Shafting
Fuel System
Diesel Oil Pressurized
Contaminated Cleaning System,
Fuel Basic Engine
Lube Oil Stuffing Box Drain Oil
RPM, Pressure,
Temperature, Level Lube
Cylinder Lubricating Oil OIl Lube
OIl
Lube Oil
Lube Lube OIl Scavenge Air To Lube Oil Sludge
OIl & Heat Exhaust
Lube Oil & Gasses Sump Tank (to waste)
Heat & Noise
Freshwater & Heat
Cool Freshwater Scavenge Air & Cool Lube Oil
Cylinder
Main Lube Camshaft Lube Exhaust Gas Systems,
Lubricating Oil
Oil System Oil System including
System
Freshwater
Turbochargers Lube Oil & Heat
Freshwater
& Heat
Exhaust Gasses
Cool Freshwater Cool Freshwater
Atmospheric Air
Condensate
& Noise
Freshwater & Heat Freshwater & Heat
Instrumentation
& Alarms
Central Cooling Water System
Cylinder
Alarms Readouts Lubricating
Oil
Sewater &
Seawater
Heat
236 Development of Machinery Survey Requirements Based on Reliability-Centered Maintenance
ABS TECHNICAL PAPERS 2005
TABLE 3: Example Consequence/Severity Level Definition Format
Directional
Example
Severity Control, Loss of
Descriptors for Explosion/Fire Safety (1)
Level Propulsion, Containment
Severity Level
etc.
Function is not No damage to
affected, no affected equipment Minor impact on
Minor, Little or no response
1 significant or compartment, no personnel/No impact
Negligible necessary
operational delays. significant on public
Nuisance. operational delays.
Function is not
affected, however,
failure
Professional medical
Major, detection/corrective Affected equipment
Limited response of treatment for
2 Marginal, measures not is damaged,
short duration personnel/No impact
Moderate functional. OR operational delays
on public
Function is reduced,
resulting in
operational delays.
An occurrence
Function is reduced,
Critical, adversely affecting Serious/significant
or damaged Serious injury to
Hazardous, the vessel’s commitment of
3 machinery, personnel/Limited
Major, seaworthiness or resources and
significant impact on public
Significant fitness for service or personnel
operational delays
route
Complete loss of
containment. Full
Loss of vessel or Fatalities to
Catastrophic, Complete loss of scale response of
4 results in total personnel/Serious
Critical function extended duration to
constructive loss impact on public
mitigate effects on
environment.
Notes:
1 Safety losses are not intended to be compared to other losses to determine monetary equivalency.
TABLE 4: Probability of Failure (i.e., Frequency, Likelihood) Criteria Example Format
Likelihood Descriptor Description
Improbable Fewer than 0.001 events or < 1 event per 1000 vessels per year
Remote 0.001 to 0.01 events or 1 event per 100 to 1000 vessels per year
Occasional 0.01 to 0.1 events or 1 event per 10 to 100 vessels per year
Probable 0.1 to 1 events or 1 event per 1 to 10 vessels per year
Frequent 1 or more events or >1 event per vessel per year
Development of Machinery Survey Requirements Based on Reliability-Centered Maintenance 237
ABS TECHNICAL PAPERS 2005
Figure 4: RCM Task Selection Flow Diagram
A Select a failure mode for evaluation
Is the failure mode risk in Yes Is there high confidence Yes Highest One-time change
the highest or lowest risk in the failure mode
required
categories? risk ranking?
No No
Lowest Specify run-to-
failure strategy C
B Select a cause for evaluation
Yes Specify condition-
Is there a condition-monitoring task that
monitoring task at ½
is applicable and effective?
the P-F interval
No
No Does the cause exhibit a wear-in and/or
wear-out failure characteristic?
Wear-in
Yes
Is there a one-time change that is
Yes Specify
one-time
applicable and effective?
change
Wear-out
No
Is there a planned maintenance task that is Consider
applicable and effective? redesign
Yes
No Specify planned
maintenance at the
appropriate life limit
Is there a combination of condition- Yes Specify combination tasks at
monitoring and planned maintenance ½ the P-F interval and
tasks that are applicable and effective? the life limit
No
Will the loss of function from this cause Hidden
be hidden or evident?
Evident
Yes Specify failure-finding
Is there a failure finding task that is
Is there a task(s) that is applicable and applicable and effective?
task at the appropriate C
interval
effective?
Yes No
No
Specify the tasks One-time change
at the appropriate may be necessary
interval to achieve to achieve a
a tolerable risk tolerable risk
238 Development of Machinery Survey Requirements Based on Reliability-Centered Maintenance
ABS TECHNICAL PAPERS 2005
Figure 4 (continued): RCM Task Selection Flow Diagram
Is there another cause associated with this Yes
failure mode to be evaluated? B
No
Reevaluate the risk assuming the selected
maintenance tasks and any one-time
changes are in place.
Does the risk level meet the risk Yes
acceptance criteria?
No
Is the risk level tolerable and no further risk Yes
Evaluate the next failure mode.
reduction is practically feasible?
No
A
Reevaluate the maintenance tasks and
one-time changes for the failure mode.
Step No. 7 – Spare Parts Holdings If the operating context was changed to running one
An additional feature of the ABS RCM Program is a pump until maintenance was required, then operating
requirement for the selection of spare parts applying the spare pump until it is shut down for maintenance, a
risk principles. We adapted from Figure 14.1 of NES different conclusion could be reached. In this case,
45 (Ministry of Defence (UK) 1999) the diagram shown since the duty pump will have more operating hours
in Figure 5. We have shown the spare parts decision than the standby pump, the vessel operator would have
diagram with an example of determination of the spare cause to believe the frequency of the standby pump
parts for a fuel oil supply pump. As with the FMECA, being inoperable at the time the duty pump is shut down
the operating context of the equipment is an important to be much lower than in the example above. The
factor in determining spare parts holdings. In the higher availability of the standby pump could be
example, the two supply pumps are operated alternately confirmed by satisfactory failure finding tests over a
on a weekly basis so that after a period of time, both “long” period of time. For this case, provided spare
pumps will have roughly the same number of operating parts can be delivered to the vessel “quickly”, ordering
hours. The example indicates holding a bearing spare parts instead of holding them onboard may be an
replacement kit onboard can reduce the risk associated acceptable spare parts strategy.
with the vessel being out of service because of two
inoperable pumps.
Development of Machinery Survey Requirements Based on Reliability-Centered Maintenance 239
ABS TECHNICAL PAPERS 2005
Figure 5: Example of Use of Spares Holding Decision Flow Diagram
W ill th e sto ck -o u t o r th e sto ck -o u t an d fu rth e r failu re h av e a n
effect o n an y o f th e fo llo w in g en d effects?
P ro p u lsio n , D ire ctio n al C o n tro l, L o ss o f C o n tain m en t, No N o sp ares
E x p lo sio n /F ire, D rillin g , P o sitio n M o o rin g , H y d ro c arb o n h o ld in g
P ro d u ctio n an d P ro ce ssin g , Im p o rt/E x p o rt F u n ctio n s re q u ired
F ailu re o f th e stan d b y p u m p in th e ev en t o f failu re o f th e
o p eratin g p u m p w ill cau se lo ss o f p ro p u lsio n . A n sw er Y E S .
Y es
1. C an th e p arts req u irem e n ts b e an ticip ated (e.g ., can th e
p arts b e o b tain ed b e fo re failu re is ex p ected to o ccu r)?
D eg rad atio n o f p u m p b earin g s can b e m o n ito red w ith
Y es
co n d itio n m o n ito rin g p ro g ram p resen tly im p le m en ted . O rd e r p arts
P a rts can b e o rd ered /d eliv e red w ith in 7 d a y s. Y E S . b efo re
2. D o es th e strateg y , o rd erin g p arts b efo re d em an d o ccu rs, d em an d
p ro v id e an accep tab le risk ?
In th e ev en t o f stan d b y p u m p failu re, v esse l w ill b e o u t o f
serv ice as lo n g as 7 d ay s. R isk is u n accep tab le . N O .
No
1. Is it feasib le an d c o st-effectiv e to h o ld req u ire d p arts an d
q u an tity in sto res?
Y es
B earin g rep lacem en t k it co sts $ X . S ize an d w eig h t are
in sig n ific an t. V essel c rew is q u alifie d to rep air p u m p . H o ld b ea rin g
YES. rep lacem en t k it
o n b o a rd
2. D o es th e strate g y , h o ld p a rts, p ro v id e an acc ep tab le risk ?
In th e ev en t o f stan d b y p u m p fa ilu re , rep airs can b e
co m p leted in 4 h o u rs. Y E S .
No
R ev ise/R ev iew
R C M T a sk s
Example Operating Context and Analysis. A Fuel Oil piping system is provided with two fuel oil
supply pumps arranged in parallel redundancy. Each pump is sized so as to supply heavy fuel oil to
the main propulsion engine and two of the three diesel generator engines operating at their maximum
continuous rating. The pumps are operated as follows: the No. 1 pump is operated for one week at a
time with the No. 2 pump on standby. After one week, the No. 1 pump is secured and put on standby
and the No. 2 pump is operated for one week. Anticipated annual service hours for both pumps are the
same.
Step No. 8 – Sustainment Process The objective of the sustainment process is to:
Any successful maintenance program needs to be • Continually monitor and optimize the current
dynamic to address modifications to systems and their maintenance program
respective equipment and effects of aging for the life of • Delete unnecessary requirements
the machinery. A process for providing feedback is
necessary and is referred to as RCM sustainment. • Identify adverse failure trends
240 Development of Machinery Survey Requirements Based on Reliability-Centered Maintenance
ABS TECHNICAL PAPERS 2005
• Improve overall efficiency and effectiveness of and implementing operating safety measures are
the RCM and maintenance programs examples of interim actions.
ABS has listed several sustainment tools in the The results produced from reviewing the RCM
RCM Guide as an aid to the vessel owner/operator when analysis will be a factor that should be considered in
conducting the sustainment process. These are: determining a response to the failure. It is necessary
• Trend analysis that an RCM review be part of the overall methodology.
The RCM review and update, if required, will
• Maintenance requirements document reviews determine if changes in maintenance requirements are
• Task packaging reviews necessary. The review will indirectly aid in
• Age exploration tasks determining if corrective actions are necessary.
Decisions not to update the RCM analysis should be
• Failures documented for audit purposes. During the RCM
• Relative ranking analysis review, the following questions should be addressed:
• Other activities • Is the failure mode already covered?
For example, in the case of unexpected machinery • Are the failure consequences correct?
failure, ABS would recommend use of the Failures tool • Are the reliability data accurate?
based on Figure 5-5 of Naval Air Systems Command
(USA), Guidelines for the Naval Aviation Reliability- • Is the existing task (or requirement for no task)
centered Maintenance Process, NAVAIR 00-25-403 adequate?
(Naval Air Systems Command (USA) 2001). This • Are the related costs accurate?
process is illustrated in Figure 6. A root cause analysis When new failure modes or failure modes previously
is performed first to develop an understanding of the thought unlikely to occur are determined to be
failure and includes these steps: significant, the RCM analysis is to be updated. The
• Identifying the failure or potential failure existing analysis for a failure mode may also be
• Classifying the event and convening a trained determined to be correct or inadequate. Inadequate
team suitable for addressing the issues posed analyses can result for any number of reasons, such as
by this event revision of mission requirements, changes to operating
context or changes to maintenance procedures.
• Gathering data to understand how the event
happened Failures and other unpredicted events are available from
several sources, including the following examples:
• Performing a root cause failure analysis to
understand why it happened • Defect reports issued by maintenance
engineering or the vessel’s crew
• Generating corrective actions to keep it (and
similar events) from recurring • Defects discovered during routine vessel
repairs in a shipyard
• Verifying that corrective actions are • Vendor and original equipment manufacturer
implemented reports related to inspections, rework or
• Putting all of the data related to this event into overhauls
an information system for trending purposes • Design changes, which may be in the form of a
The failure may be addressed by corrective actions single item change or a major system
for which an RCM analysis is not necessary. Examples modification
of non-RCM corrective actions include technical • Results of tests (such as certification tests or
publication changes and design changes. tests performed during the course of a failure
The root cause analysis may reveal problems that investigation or some other unrelated event)
may need immediate attention. Issuing inspection that may require RCM review and update
bulletins, applying temporary operational restrictions
Development of Machinery Survey Requirements Based on Reliability-Centered Maintenance 241
ABS TECHNICAL PAPERS 2005
Figure 6: Process to Address Failures and Unpredicted Events
Root Cause
Failure
Failure Analysis
Non-RCM Yes Non-RCM
Corrective Action
Corrective Action
Required?
No
Interim Action Yes
Interim Action
Required?
No
RCM Review
RCM Update Yes
RCM Update
Required?
No
Document Results
CONCLUSIONS We believe over time as the marine industry becomes
We have described some of the processes used in the familiar with the application of RCM techniques, vessel
RCM Guide such as risk assessment techniques, failure owners/operators will see the same benefits of other
management task selection and sustainment. We have industries that have embraced RCM. Some of the
also described some of the approaches we have taken to benefits that vessel owners/operators can expect are:
address issues such as consistency among analyses • An integrated program to address safety and
received from different owner/operators, lack of environmental concerns;
quantitative data and identifying consequences • Increased integrity and reliability of critical
objectively. RCM is a relatively new maintenance machinery and components;
approach in the marine industry and time will be needed • More cost-effective maintenance; and
before the industry becomes familiar with the processes. • Improved understanding of equipment failures
The RCM Guide provides a thorough and sound basis and their impact on vessel performance.
while maintaining a practical approach to current
marine maintenance practices.
242 Development of Machinery Survey Requirements Based on Reliability-Centered Maintenance
ABS TECHNICAL PAPERS 2005
ACKNOWLEDGEMENTS the risk associated with an example analysis for loss of
The development of the RCM Guide and RCM propulsion. The number in the matrix cells indicates
Guidance Notes has been a team effort and would not the number of loss events with the cell’s corresponding
have been possible without significant contributions frequency and severity. CR indicates the number of
from Ah Kuan Seah, Yoshi Ozaki, Randal Montgomery Current Risk events, (e.g. with the current preventative
and Piyush Parikh. Special thanks are given to the maintenance plan) and PR indicates the number of
members of the specially created RCM Committee for Projected Risk events (e.g. with the proposed
their thoughts and comments and in particular, Kenneth preventative maintenance plan). The data in Table 5 are
Gardner for his comments during system template obtained from a Maintenance Task Selection
development. Worksheet, an example format is shown in Table 6.
The Current Risk and the Projected Risk for each
REFERENCES failure mode is tabulated. For cases where several tasks
are selected for a failure mode, the task with the highest
American Bureau of Shipping, 2004, “Guidance Notes risk is used in the tables. From the example analysis, it
for Reliability-centered Maintenance,” July 2004. can be seen from a qualitative aspect that there will be a
American Bureau of Shipping, 2003, “Guide for reduction in overall risk by applying the selected
Surveys Based On Reliability-centered Maintenance,” maintenance tasks.
December 2003. The risk reduction from a quantitative aspect can best
International Maritime Organisation, 2001, be estimated in the following manner. Table 7 provides
International Code of Safety for High-Speed Craft, the current frequency, projected frequency and
2000, Annex 3, Use of probability concept, Annex 4, frequency reduction for the loss evaluated. Because the
Procedures for failure mode and effects analysis. frequency categories are ranges, ranges with an upper
Ministry of Defence (UK), Requirements for the and lower bound represent the frequencies. This table
Application of Reliability-centered Maintenance to HM is developed from the data presented in Table 5.
Ships, Submarines, Royal Fleet Auxiliaries, and Other To determine the frequency reduction for Severity
Naval Auxiliary Vessels, (Naval Engineering Standard Level 4 for Propulsion in Table 7, we refer to the
NES 45, Issue 3), Bath, UK, September 1999. Severity Level 4 row in Table 5. To calculate the
Moubray, John, “Reliability-centered Maintenance-2nd Current Events/yr upper bound in Table 7, Severity
edition”, Industrial Press Inc., New York, 1997. Level 4, we note there is one Current Risk in the
Naval Air Systems Command (USA), Guidelines for “Remote” column and three Current Risks in the
the Naval Aviation Reliability-centered Maintenance “Improbable” column of Table 5. From Table 4, the
Process, (NAVAIR 00-25-403), 01 February 2001. frequency range for Remote is 0.001 to 0.01 events/yr
and for Improbable, <0.001 events/yr. The Current
Nowlan, F.S. and Heap, H.F., “Reliability-Centered Events/yr upper bound is 1 * (0.01) + 3 * (0.001) =
Maintenance”, U.S. Department of Commerce, National 0.013 and Current Events/yr lower bound is 1 * (0.001)
Technical Information Service, 1978. + 3 * (0.000) = 0.001. The Projected Events/yr is
Smith, Anthony M., “Reliability-Centered calculated similarly. The Frequency reduction is
Maintenance,” McGraw-Hill, New York, 1993. determined by subtracting the Projected Events/yr from
Society of Automotive Engineers, Evaluation Criteria the Current Events/yr for the upper bound and for the
for Reliability-Centered Maintenance (RCM) Processes lower bound. For Severity Level 4, the proposed
(SAE JA1011), Warrendale, PA, 1999. maintenance tasks are projected to reduce the frequency
of a Severity Level 4 event by 0.001 to 0.009 events/yr.
APPENDIX 1 – ANALYSIS OF RISK If an economic value is assigned to the Severity Level,
REDUCTION for example, >$1,000,000, an annual economic risk
The benefits of employing the suggested maintenance reduction can be estimated: (0.001) * $1,000,000 to
(0.009) * $1,000,000 = $1,000 to $9,000 per year risk
tasks and one-time changes can be seen in the
anticipated reduction in risk. Table 5 is a summary of reduction. Similar calculations are done for the other
severity levels.
TABLE 5: Propulsion Category Risk Matrix
Likelihood of Failure
Severity Level
Improbable Remote Occasional Probable Frequent
4 PR – 4, CR – 3 CR – 1
3 PR – 10, CR – 6 PR – 5, CR – 6 CR – 3
2 PR – 2 CR – 2
1 PR – 2 CR – 2
Development of Machinery Survey Requirements Based on Reliability-Centered Maintenance 243
ABS TECHNICAL PAPERS 2005
Risk Shade
High
Medium
Low
TABLE 6: Example Maintenance Task Selection Worksheet
No.: Description:
Item Failure Failure H/E Effects Risk Characterization
Mode Char.
Local Functional End S CL CR
failure
No.: Description:
Item Task Selection
Proposed PL PR Disposition
Action(s)
Symbol Description
Failure Characteristic Enter failure description such as wear-in , random or wear-out
failure or combination
H/E Hidden failure/evident failure
S Severity level
CL Current likelihood (frequency) of failure
CR Current risk
Proposed Action(s) Proposed Maintenance for failure mode
PL Proposed likelihood of failure applying Proposed Maintenance
PR Risk after applying proposed maintenance
Disposition Note as to whether proposed maintenance will be applied
TABLE 7: Expected Event Frequencies for Propulsion
Severity Categories
Severity Level 1 Severity Level 2 Severity Level 3 Severity Level 4
Upper
0.02 0.2 0.366 0.013
Current Bound
Events/yr Lower
0.002 0.02 0.036 0.001
Bound
Upper
0.002 0.02 0.06 0.004
Projected Bound
Events/yr Lower
0 0.002 0.005 0.0
Bound
Upper
Frequency 0.018 0.18 0.306 0.009
Bound
Reduction
Events/yr Lower
0.002 0.018 0.031 0.001
Bound
244 Development of Machinery Survey Requirements Based on Reliability-Centered Maintenance
You might also like
- RCM ProcedureDocument11 pagesRCM ProcedureMuneéb IrfanNo ratings yet
- 61 Eaton RT8609 Transmission Service ManualDocument98 pages61 Eaton RT8609 Transmission Service ManualJose Carmona0% (1)
- Friction Coefficients PDFDocument1 pageFriction Coefficients PDFdesc82No ratings yet
- Ansi Agma 6011 J14 2014Document69 pagesAnsi Agma 6011 J14 2014mhmd100% (1)
- FMC Pump Pump Engineering DatabookDocument84 pagesFMC Pump Pump Engineering DatabookAlda England100% (3)
- RCM For Marine ApplicationsDocument26 pagesRCM For Marine ApplicationsBenNo ratings yet
- By: Robert M. Conachey, Randal L. MontgomeryDocument22 pagesBy: Robert M. Conachey, Randal L. MontgomeryNur Azizah NasutionNo ratings yet
- Reliability and Condiditon Based MaintenanceDocument22 pagesReliability and Condiditon Based Maintenanceehrafi2067No ratings yet
- Chapter 6Document39 pagesChapter 6kirubel AlemuNo ratings yet
- Lecture No 11 Reliability Centered MaintenanceDocument33 pagesLecture No 11 Reliability Centered MaintenanceAltamash Munir100% (1)
- 03 - Advance Maintenance StartegiesDocument105 pages03 - Advance Maintenance StartegiesMuhammad Amru Yazid100% (1)
- Guide For Survey Based On Reliability-Centered Maintenance - ABSDocument114 pagesGuide For Survey Based On Reliability-Centered Maintenance - ABSRicardo Villalonga100% (1)
- RCM XXXDocument11 pagesRCM XXXOmar KhaledNo ratings yet
- RCM and Digital TechnologyDocument6 pagesRCM and Digital TechnologyAnis SuryadiNo ratings yet
- Reliability Centered MaintenanceDocument10 pagesReliability Centered MaintenanceengrhazrataliuetmNo ratings yet
- Aladon Reliability-Mgmt E-Brochure 062116Document4 pagesAladon Reliability-Mgmt E-Brochure 062116HugoCabanillasNo ratings yet
- Centered Maintainance ReliabilityDocument8 pagesCentered Maintainance ReliabilityKifayat Ullah100% (1)
- Reliability Centred MaintenanceDocument8 pagesReliability Centred MaintenancemiriamanastasioNo ratings yet
- MEN3701 - Reliability Centred MaintenanceDocument14 pagesMEN3701 - Reliability Centred MaintenancereallearnixacademyNo ratings yet
- Reliability Centred Maintenance (RCM)Document9 pagesReliability Centred Maintenance (RCM)GraceNo ratings yet
- RCM in Nuclear Power PlantsDocument13 pagesRCM in Nuclear Power PlantsAmar SaadiNo ratings yet
- Maintenance Management: 1.RCFA (Root Cause Failure Analysis)Document12 pagesMaintenance Management: 1.RCFA (Root Cause Failure Analysis)julieteeee79No ratings yet
- ACTIVIDAD1 - Practical Aspects of The Application of RCMDocument10 pagesACTIVIDAD1 - Practical Aspects of The Application of RCMeduardoperez.uniNo ratings yet
- Maintenance Plan Base On RCMDocument4 pagesMaintenance Plan Base On RCMSisawad XayyasithNo ratings yet
- CBM RAM Dec 2019(1)Document12 pagesCBM RAM Dec 2019(1)emmanuel wilsonNo ratings yet
- Reliability Centered MaintenanceDocument2 pagesReliability Centered MaintenanceM Soban FurqanNo ratings yet
- Reliability Centered Maintenance: DescriptionDocument2 pagesReliability Centered Maintenance: DescriptionOmar KhaledNo ratings yet
- A New Approach To Maintenance Management Reliability Centered Maintenance (RCM)Document9 pagesA New Approach To Maintenance Management Reliability Centered Maintenance (RCM)DME100% (1)
- Reliability Centered MaintenanceDocument15 pagesReliability Centered MaintenanceEdmund YoongNo ratings yet
- RCM Alan PrideDocument16 pagesRCM Alan PrideambuenaflorNo ratings yet
- SocietyofBahrainEngineersPaperonEffectiveRCMapproach (1)Document18 pagesSocietyofBahrainEngineersPaperonEffectiveRCMapproach (1)sufianNo ratings yet
- TMO RM Implementation Guide v2.01Document30 pagesTMO RM Implementation Guide v2.01guischroeder31No ratings yet
- IT 3976 Reliability Centered Maintenance (Wikipedia)Document6 pagesIT 3976 Reliability Centered Maintenance (Wikipedia)Gera MtzNo ratings yet
- Predictive Maintenance (PDM) : Vibration AnalysisDocument5 pagesPredictive Maintenance (PDM) : Vibration AnalysisPappo TotoNo ratings yet
- E8 Mechanical IntegrityDocument26 pagesE8 Mechanical IntegrityEl Sayed Saad ShehataNo ratings yet
- Reliability Centered Maintenance - What Is RCM - FiixDocument5 pagesReliability Centered Maintenance - What Is RCM - FiixJohn GrayNo ratings yet
- RCMDocument43 pagesRCMmemorysuwediNo ratings yet
- Reliability Centred Maintenance Shivajichoudhury DownloadDocument4 pagesReliability Centred Maintenance Shivajichoudhury DownloadNantha KumarNo ratings yet
- Benefits of Asset Management and RCM in Power Generation Rev 3Document20 pagesBenefits of Asset Management and RCM in Power Generation Rev 3SyedNadeemAhmed100% (1)
- Achieving Maintenance Operations Excellence Through The RCM ProgramDocument7 pagesAchieving Maintenance Operations Excellence Through The RCM ProgramflavianosamelNo ratings yet
- Preventive Maintenance ProgramDocument8 pagesPreventive Maintenance ProgramerickNo ratings yet
- Reliability Centred Mai NotDocument2 pagesReliability Centred Mai NotAhmed El-FayoomiNo ratings yet
- Introduction To Maintenance Task AnalysisDocument4 pagesIntroduction To Maintenance Task AnalysisFreddy Roa100% (1)
- Definition and Process DescriptionDocument4 pagesDefinition and Process DescriptionManel Montesinos100% (1)
- Reliability Centered Maintenance - Wikipedia, The Free EncyclopediaDocument7 pagesReliability Centered Maintenance - Wikipedia, The Free EncyclopediarenjithaeroNo ratings yet
- Implementation of The RCM Approach at Xa0103048 Edf NPPS: Current StatusDocument8 pagesImplementation of The RCM Approach at Xa0103048 Edf NPPS: Current StatusSamNo ratings yet
- Reliability Centered Maintenance White PaperDocument7 pagesReliability Centered Maintenance White PaperRoman AhmadNo ratings yet
- DAU RAID Capabilities 2.27.23Document15 pagesDAU RAID Capabilities 2.27.23Franco Diaz RiffoNo ratings yet
- (PAPER) Implementing RCM To An Operating Railway, 2013Document6 pages(PAPER) Implementing RCM To An Operating Railway, 2013Arreza MajidyNo ratings yet
- 2022 Maintenance Pillar Handbook (180-240)Document61 pages2022 Maintenance Pillar Handbook (180-240)verimbomonarcaNo ratings yet
- Basis of Selecting Monitoring: Failure Modes and Effects Analysis (FMEA)Document11 pagesBasis of Selecting Monitoring: Failure Modes and Effects Analysis (FMEA)GaneshrudNo ratings yet
- Reliability Centered Maintenance RCM Implementation and BenefitsDocument4 pagesReliability Centered Maintenance RCM Implementation and BenefitsNguyễn Duy KhangNo ratings yet
- AIMS Training (July 31, 2024)Document4 pagesAIMS Training (July 31, 2024)Arianta RianNo ratings yet
- Engineering Rcm MethodologyDocument11 pagesEngineering Rcm MethodologyRizky Itw TyanNo ratings yet
- Maintenance TypesDocument4 pagesMaintenance TypesMotasem AbushanabNo ratings yet
- Reliability Assurance MESADocument15 pagesReliability Assurance MESAJulio Cesar Diaz CaroNo ratings yet
- RCM PDFDocument10 pagesRCM PDFYosep SasadaNo ratings yet
- RCMaDocument18 pagesRCMaAnonymous ffje1rpaNo ratings yet
- MaintenanceProgusingReliabilityMethods MSG-3 Issue2Document5 pagesMaintenanceProgusingReliabilityMethods MSG-3 Issue2Luis Enrique La Font Franco0% (1)
- Mep e Learning.1Document506 pagesMep e Learning.1Chethan PatwalNo ratings yet
- 11 Maintenance Strategy PDFDocument3 pages11 Maintenance Strategy PDFSaravanan RasayaNo ratings yet
- Machine Reliability and Condition Monitoring: A Comprehensive Guide to Predictive Maintenance PlanningFrom EverandMachine Reliability and Condition Monitoring: A Comprehensive Guide to Predictive Maintenance PlanningRating: 4.5 out of 5 stars4.5/5 (2)
- Guidelines for Asset Integrity ManagementFrom EverandGuidelines for Asset Integrity ManagementRating: 5 out of 5 stars5/5 (1)
- 2. wu2006Document7 pages2. wu2006sufianNo ratings yet
- 5. levy1967Document4 pages5. levy1967sufianNo ratings yet
- 8. gupta2008Document10 pages8. gupta2008sufianNo ratings yet
- 9. gross1977Document3 pages9. gross1977sufianNo ratings yet
- 3. schlitzer1966Document10 pages3. schlitzer1966sufianNo ratings yet
- Basurko - Et - AlDocument9 pagesBasurko - Et - AlsufianNo ratings yet
- 6. jacobs1998Document9 pages6. jacobs1998sufianNo ratings yet
- 8. HondongDocument8 pages8. HondongsufianNo ratings yet
- 9. conachey2008Document23 pages9. conachey2008sufianNo ratings yet
- 1. jardine1987Document6 pages1. jardine1987sufianNo ratings yet
- 6. asgharzadeh2013Document17 pages6. asgharzadeh2013sufianNo ratings yet
- Weibull 2 CalculationsDocument1 pageWeibull 2 CalculationssufianNo ratings yet
- ADA417876Document130 pagesADA417876sufianNo ratings yet
- 720c1402089e2bd728c0b2f748d24d63Document12 pages720c1402089e2bd728c0b2f748d24d63sufianNo ratings yet
- Vibration-Guide-Nov22Document18 pagesVibration-Guide-Nov22sufianNo ratings yet
- 4. EmovonDocument16 pages4. EmovonsufianNo ratings yet
- 19 Duan2020Document9 pages19 Duan2020sufianNo ratings yet
- Giorgio2014Document10 pagesGiorgio2014sufianNo ratings yet
- Office of The Chief of Naval Operations 2000 Navy Pentagon WASHINGTON, DC 20350-2000Document11 pagesOffice of The Chief of Naval Operations 2000 Navy Pentagon WASHINGTON, DC 20350-2000sufianNo ratings yet
- Foreign Direct Investment and The ShipbuDocument3 pagesForeign Direct Investment and The ShipbusufianNo ratings yet
- Emovon Et AlDocument18 pagesEmovon Et AlsufianNo ratings yet
- Design of RO RO Ferry For Yangon PortDocument12 pagesDesign of RO RO Ferry For Yangon PortsufianNo ratings yet
- Zou - Etal - 2019Document26 pagesZou - Etal - 2019sufianNo ratings yet
- Kintor Pharmaceutical (9939 HK) : Specializing in AR-related Innovative TherapiesDocument78 pagesKintor Pharmaceutical (9939 HK) : Specializing in AR-related Innovative TherapiessufianNo ratings yet
- Jonge, B. Et AlDocument16 pagesJonge, B. Et AlsufianNo ratings yet
- Contribution of Russia During Liberation War 13novDocument2 pagesContribution of Russia During Liberation War 13novsufianNo ratings yet
- 13 UnverDocument7 pages13 UnversufianNo ratings yet
- Configuration Management GuidanceDocument66 pagesConfiguration Management GuidancesufianNo ratings yet
- NAVAL ARCHITECT (Autosaved)Document34 pagesNAVAL ARCHITECT (Autosaved)sufian100% (1)
- Conveyor DesignDocument16 pagesConveyor DesignShankar Mahesh50% (2)
- Breaker LubeDocument4 pagesBreaker Lubedmb1692No ratings yet
- Introduce LP&MP CompressorDocument61 pagesIntroduce LP&MP Compressorchuminh100% (1)
- MODEL 1000/350 Auxiliary Air Package: 2741-0158 Operator'S & Maintenance Manual Parts ManualDocument130 pagesMODEL 1000/350 Auxiliary Air Package: 2741-0158 Operator'S & Maintenance Manual Parts ManualPancho ArriazaNo ratings yet
- Lubricant Comparison ThysunkruptDocument26 pagesLubricant Comparison Thysunkruptwajahat ali KhanNo ratings yet
- 18362797 (1)Document13 pages18362797 (1)webhareggebru06No ratings yet
- 2018 ICIS Africa Presentation PDFDocument17 pages2018 ICIS Africa Presentation PDFSanogo YayaNo ratings yet
- Alldrill Drilling Manual PDFDocument29 pagesAlldrill Drilling Manual PDFSeno100% (1)
- ATI Axially Compliant Compact Orbital Sander: (Model 9150 AOV 10) Product ManualDocument34 pagesATI Axially Compliant Compact Orbital Sander: (Model 9150 AOV 10) Product ManualRobert KissNo ratings yet
- Renold Conveyor ChainDocument64 pagesRenold Conveyor ChainKiran Kumar K T100% (1)
- Gadus GreaseDocument25 pagesGadus GreaseGian TeryNo ratings yet
- Dover Chemicals - AdditivesDocument20 pagesDover Chemicals - AdditivesHovoFunnyNo ratings yet
- Blocking Phenomenon From Stu LowenthalDocument12 pagesBlocking Phenomenon From Stu Lowenthalanhntran4850No ratings yet
- OM PC450-7K - SN K40001-45001 PDFDocument404 pagesOM PC450-7K - SN K40001-45001 PDFAdminDTS AdminDTSNo ratings yet
- CL17232 2021Document29 pagesCL17232 2021Ajinkya KhamkarNo ratings yet
- Shell Omala S2 GX 100: Performance, Features & Benefits Main ApplicationsDocument2 pagesShell Omala S2 GX 100: Performance, Features & Benefits Main ApplicationsAliNo ratings yet
- P M 1 3 6 0 Rental: Power Module PRIME 1360 KW Continuous 1230 KWDocument8 pagesP M 1 3 6 0 Rental: Power Module PRIME 1360 KW Continuous 1230 KWEduardo Farrera Redondo100% (1)
- Compressor Theory: Technical TrainingDocument55 pagesCompressor Theory: Technical TrainingAlka GoyalNo ratings yet
- Lok Cease 2020Document2 pagesLok Cease 2020venkateshNo ratings yet
- Iso TS 31657-4-2020Document12 pagesIso TS 31657-4-2020Milen Georgiev100% (1)
- Bio Natur BS 36Document1 pageBio Natur BS 36NESNo ratings yet
- Castrol Tribol Cs 890Document3 pagesCastrol Tribol Cs 890carlos pachecoNo ratings yet
- Thesis On Bio AbsorbentDocument56 pagesThesis On Bio AbsorbentDan Luigi TipactipacNo ratings yet
- BOLLFILTER Automatic Type 6.64: The Compact Design Multichamber FilterDocument7 pagesBOLLFILTER Automatic Type 6.64: The Compact Design Multichamber FilterАлександр НевечеряNo ratings yet
- 06 - Speciality GreasesDocument98 pages06 - Speciality Greasesrobertoalfaro492023100% (1)
- ML July August 2012Document53 pagesML July August 2012rona41brNo ratings yet