Welding Inspection: Welding Symbols Course Reference WIS 5
Welding Inspection: Welding Symbols Course Reference WIS 5
Download as ppt, pdf, or txt
You might also like
- Berger Paints India LimitedDocument2 pagesBerger Paints India LimiteddipeshlodhiqseplNo ratings yet
- JDM A2 - Rev. 08-1986Document4 pagesJDM A2 - Rev. 08-1986Romulo EduardoNo ratings yet
- WPS List For WINDMILL TowerDocument3 pagesWPS List For WINDMILL TowerPravin PatilNo ratings yet
- Fillet WeldsDocument17 pagesFillet Weldssoroush1111No ratings yet
- Welding Current & Welding VoltageDocument9 pagesWelding Current & Welding VoltageAbhishek AnandNo ratings yet
- Electrical Fundamentals in Arc WeldingDocument34 pagesElectrical Fundamentals in Arc WeldingPeter ThomasNo ratings yet
- 1.5 Power Sources For Arc Welding RevisedDocument151 pages1.5 Power Sources For Arc Welding RevisedsathishvpNo ratings yet
- Welding SymbolsDocument24 pagesWelding SymbolsPandu PadantyaNo ratings yet
- How To Weld "T-1" Constructional Alloy Steels: ForewordDocument12 pagesHow To Weld "T-1" Constructional Alloy Steels: ForewordjoseritoNo ratings yet
- Welding: Types of Joints and Weld SymbolDocument54 pagesWelding: Types of Joints and Weld Symbolshahaljawaie87100% (1)
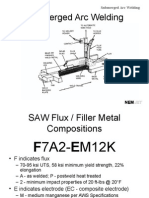
- Submerged Arc WeldingDocument4 pagesSubmerged Arc WeldingshifaNo ratings yet
- Preliminary Welding Procedure Specification (PWPS)Document2 pagesPreliminary Welding Procedure Specification (PWPS)Maneesh0% (1)
- Company Name Key Information Questions Answers File Reference Reviews & ApprovalsDocument7 pagesCompany Name Key Information Questions Answers File Reference Reviews & ApprovalsMAT-LIONNo ratings yet
- Welding With METRODE Gas Shielded FCW'S: Metrode Products Limited Hanworth Lane Chertsey, Surrey, KT16 9LL UKDocument19 pagesWelding With METRODE Gas Shielded FCW'S: Metrode Products Limited Hanworth Lane Chertsey, Surrey, KT16 9LL UKSanthosh Kumar100% (1)
- Welding Joint Design and Welding SymbolsDocument34 pagesWelding Joint Design and Welding SymbolsberhaneNo ratings yet
- A L F I: Cceptance Imit OR MperfectionsDocument29 pagesA L F I: Cceptance Imit OR MperfectionsDavid MacatangayNo ratings yet
- 01 - WELDING DEFECTS (Surface) - May 2021Document28 pages01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoNo ratings yet
- CWBDocument2 pagesCWBShyam ParsanaNo ratings yet
- Wel 13 HDocument8 pagesWel 13 HWilly Uio100% (1)
- Welder Guide Book: All-Positional Rutile Flux Cored Wires For Non and Low Alloyed SteelsDocument30 pagesWelder Guide Book: All-Positional Rutile Flux Cored Wires For Non and Low Alloyed SteelsMl JainNo ratings yet
- Welding Procedure Specification (WPS)Document3 pagesWelding Procedure Specification (WPS)Jignasa ShahNo ratings yet
- Arc - Wleding Final ExamDocument13 pagesArc - Wleding Final ExamJhonalyne Estioco CamachoNo ratings yet
- Submerged Arc Welding (SAW)Document34 pagesSubmerged Arc Welding (SAW)Gaballah Aman0% (1)
- WeldingDocument23 pagesWeldingBilal TayyabNo ratings yet
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNo ratings yet
- " Policy": Quality Manual SpecifiesDocument3 pages" Policy": Quality Manual SpecifiesHakanNo ratings yet
- Influence of Welding ParametersDocument24 pagesInfluence of Welding ParametersEhsan KhanNo ratings yet
- 1 5 1Document5 pages1 5 1daemsalNo ratings yet
- Repeated Weld Repair and Its Influence On Welded Carbon SteelDocument9 pagesRepeated Weld Repair and Its Influence On Welded Carbon SteelRabah BrikaNo ratings yet
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocument12 pagesDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaNo ratings yet
- Gmaw & Fcaw-MsmeDocument73 pagesGmaw & Fcaw-MsmemilindNo ratings yet
- Weld DefectsDocument43 pagesWeld Defectsraju100% (2)
- VT Acceptance Criteria WeldsDocument14 pagesVT Acceptance Criteria WeldsCharwin Xiao100% (2)
- TGN-M-04 Weld Procedure Comparison Struc SteelDocument5 pagesTGN-M-04 Weld Procedure Comparison Struc Steelmanoj983@gmail.comNo ratings yet
- AME-26 RevDocument42 pagesAME-26 RevGyanr BNo ratings yet
- Book - Vol.1&2 - BasicsAndQuality - 22junDocument82 pagesBook - Vol.1&2 - BasicsAndQuality - 22junlth770310No ratings yet
- Acuña Welding School, Inc: Training Registration FormDocument1 pageAcuña Welding School, Inc: Training Registration FormAJ AcuñaNo ratings yet
- 1.2 Resistance and Special WeldingDocument14 pages1.2 Resistance and Special WeldingnikhilbathamNo ratings yet
- Prequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Document2 pagesPrequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Nuril VS theWorldNo ratings yet
- Narrow Gap FcawDocument33 pagesNarrow Gap FcawNitin Bajpai100% (1)
- Welding & Cutting ProcessDocument16 pagesWelding & Cutting ProcesscvNo ratings yet
- Template BUTTDocument1 pageTemplate BUTTDylan TriggNo ratings yet
- Weld Joints TypeDocument6 pagesWeld Joints TypeJerry ZhangNo ratings yet
- ABout Preheat Before WeldingDocument2 pagesABout Preheat Before WeldingHary Olya AdriansyahNo ratings yet
- Calculate Weld Metal VolumeDocument7 pagesCalculate Weld Metal VolumeChris De La Torre0% (1)
- TWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Document68 pagesTWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Ali ClubistNo ratings yet
- Explanation of Weld SymbolsDocument2 pagesExplanation of Weld Symbolspmjoshir100% (1)
- A Review On Various Welding TechniquesDocument7 pagesA Review On Various Welding TechniquesIJMER100% (1)
- Module 9.qualification 1.welding PerformanceDocument6 pagesModule 9.qualification 1.welding PerformanceMohd Nizam100% (1)
- Welding Procedure Specifications (WPS) : AWS D1.1Document2 pagesWelding Procedure Specifications (WPS) : AWS D1.1BS AhnNo ratings yet
- Weld Joints and Weld Types - Part2Document1 pageWeld Joints and Weld Types - Part2joshua_tan_31No ratings yet
- Asme-Ix PDFDocument9 pagesAsme-Ix PDFMuhammad ThohirNo ratings yet
- Convexity Aws PDFDocument4 pagesConvexity Aws PDFHJ SJNo ratings yet
- Welding Positions. Weld GuruDocument11 pagesWelding Positions. Weld GuruValli RajuNo ratings yet
- 002 - Weld - Design - Symbols - 01Document77 pages002 - Weld - Design - Symbols - 01K JeevanNo ratings yet
- Saw Wire& Flux......Document41 pagesSaw Wire& Flux......Arul ChinnapillaiNo ratings yet
- Welding Defects - Classification, Causes and Remedies - Welding & NDTDocument11 pagesWelding Defects - Classification, Causes and Remedies - Welding & NDTadel100% (1)
- TDC Certificate PDFDocument2 pagesTDC Certificate PDFAlaxmi NarayanNo ratings yet
- Welding Document Print PDFDocument103 pagesWelding Document Print PDFRonneySantosNo ratings yet
- Joint Fit Up and Alignment - StudentDocument22 pagesJoint Fit Up and Alignment - StudentSankar Krishnan100% (1)
- PDF Welding Symbol DLDocument52 pagesPDF Welding Symbol DLNimish PavanNo ratings yet
- Highlighted ASME PCC 2Document122 pagesHighlighted ASME PCC 2Joerge Ryan Maramot0% (1)
- Welding Inspection: Terms & Definitions Course Reference WIS 5Document26 pagesWelding Inspection: Terms & Definitions Course Reference WIS 5Joerge Ryan MaramotNo ratings yet
- Welding Inspection: Defects/Repairs Course Reference WIS 5Document58 pagesWelding Inspection: Defects/Repairs Course Reference WIS 5Joerge Ryan MaramotNo ratings yet
- Welding Inspection: Mechanical Testing Course Reference WIS 5Document47 pagesWelding Inspection: Mechanical Testing Course Reference WIS 5Joerge Ryan MaramotNo ratings yet
- Question 1 of 25Document7 pagesQuestion 1 of 25antonio larotta100% (1)
- RME6D001Document2 pagesRME6D001Omkar Kumar ThakurNo ratings yet
- Environmental Conservation and ManagementDocument20 pagesEnvironmental Conservation and ManagementBangit JhayvieNo ratings yet
- 22list of Hazardous Waste Recyclers UpdatedDocument13 pages22list of Hazardous Waste Recyclers UpdatedsanchaycornerNo ratings yet
- Folleto PANGELDocument9 pagesFolleto PANGELCarlos Lizarraga FloresNo ratings yet
- BERULUB FR 16 TdsDocument1 pageBERULUB FR 16 TdsVishal AmleNo ratings yet
- ASME BPVC 2023 Sect IX - Patr QGDocument14 pagesASME BPVC 2023 Sect IX - Patr QGJose Adrian Hernandez HernandezNo ratings yet
- QAC-084 Supplier Powder Coating and Liquid Painting Specs and GuidelinesDocument13 pagesQAC-084 Supplier Powder Coating and Liquid Painting Specs and Guidelinesjuan.envueltoNo ratings yet
- Bpe3533 Lean Manufacturing (Set 1)Document12 pagesBpe3533 Lean Manufacturing (Set 1)thurga anbalaganNo ratings yet
- 3D Printing TechDocument21 pages3D Printing TechClassic Printers100% (1)
- REMS Nipplefix Threading MachinesDocument1 pageREMS Nipplefix Threading MachinesPEXitNo ratings yet
- Introduction To Extrusion Blow MouldingDocument24 pagesIntroduction To Extrusion Blow MouldingZailaniMuhammadNo ratings yet
- BOQDocument7 pagesBOQDhantu DaaNo ratings yet
- Astm B140 B140M 22Document3 pagesAstm B140 B140M 22Aneesh AwasthiNo ratings yet
- Installing and Shaping Scales On A Small Neck Knife - Nick WheelerDocument35 pagesInstalling and Shaping Scales On A Small Neck Knife - Nick WheelercpNo ratings yet
- Mechanical Training, Pyro Process SectionDocument23 pagesMechanical Training, Pyro Process SectionFerdinand MassaweNo ratings yet
- Long Essay On Effects of Aggregate Size On The Strength Properties of ConcreteDocument77 pagesLong Essay On Effects of Aggregate Size On The Strength Properties of ConcreteScott MonixNo ratings yet
- SS Project Report For Major ProjectDocument46 pagesSS Project Report For Major ProjectKiran ReddyNo ratings yet
- LAMPRO - Chapter 5 - (Machining of Titanium Alloys)Document6 pagesLAMPRO - Chapter 5 - (Machining of Titanium Alloys)MOHSEN khaniNo ratings yet
- Kaizen Done The IE Way Using Operations AnalysisDocument11 pagesKaizen Done The IE Way Using Operations AnalysisallahnawazksadozaiNo ratings yet
- Febset 45 PDFDocument6 pagesFebset 45 PDFrajalingamNo ratings yet
- Product Data Sheet: Nero Coat Powder Coating Epp Tex Raven Black - 20K Sku: 9005781Document1 pageProduct Data Sheet: Nero Coat Powder Coating Epp Tex Raven Black - 20K Sku: 9005781gopinathiqcNo ratings yet
- Spare Parts Need From ChinaDocument1 pageSpare Parts Need From ChinaCarlos Eugenio Lovera VelasquezNo ratings yet
- Welding Defects 1Document16 pagesWelding Defects 1Jaimes Patrick OvejasNo ratings yet
- Cutting Tools by R EdwardsDocument214 pagesCutting Tools by R EdwardsRyan MiningNo ratings yet
- 3M TBF 406 TDSDocument7 pages3M TBF 406 TDSJavierNo ratings yet
- HiltiDocument3 pagesHiltiLiam WilliamsNo ratings yet
- IEA Bioenergy EWorkshop 2021-2-1 JuhaHakalaDocument23 pagesIEA Bioenergy EWorkshop 2021-2-1 JuhaHakalayulingxing22No ratings yet