Steam is commonly used in industry due to its high heat capacity and ability to easily transfer heat. Proper steam distribution requires properly sized pipes and drainage points to prevent water buildup. Several types of steam traps exist to remove condensate from pipes while preventing steam loss, such as inverted bucket traps and float-type traps. Trap selection depends on the application and operating pressures.
Steam is commonly used in industry due to its high heat capacity and ability to easily transfer heat. Proper steam distribution requires properly sized pipes and drainage points to prevent water buildup. Several types of steam traps exist to remove condensate from pipes while preventing steam loss, such as inverted bucket traps and float-type traps. Trap selection depends on the application and operating pressures.
Steam is commonly used in industry due to its high heat capacity and ability to easily transfer heat. Proper steam distribution requires properly sized pipes and drainage points to prevent water buildup. Several types of steam traps exist to remove condensate from pipes while preventing steam loss, such as inverted bucket traps and float-type traps. Trap selection depends on the application and operating pressures.
Steam is commonly used in industry due to its high heat capacity and ability to easily transfer heat. Proper steam distribution requires properly sized pipes and drainage points to prevent water buildup. Several types of steam traps exist to remove condensate from pipes while preventing steam loss, such as inverted bucket traps and float-type traps. Trap selection depends on the application and operating pressures.
Download as PPTX, PDF, TXT or read online from Scribd
Download as pptx, pdf, or txt
You are on page 1/ 18
Index
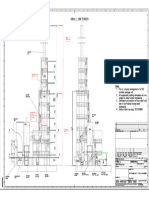
Introduction Steam properties Steam distribution and steam pipe designing. Steam traps and types Steam trap selection Water hammer PCBL Kochi 7mw steam path schematic Introduction
Steam has been a popular mode of conveying energy since the industrial revolution. Steam is used for generating power and also used in process industries such as sugar, paper, fertilizer, refineries, petrochemicals, chemical, food, synthetic fiber and textiles The following characteristics of steam make it so popular and useful to the industry: • Highest specific heat and latent heat • Highest heat transfer coefficient • Easy to control and distribute • Cheap and inert • The heat required to change the temperature of a substance is called its sensible heat(hf). • The quantity of heat required to change a substance from the liquid to the gaseous state is called latent heat(hfg).
Ex: For a boiler operating at a pressure of 8 kg/cm2, steam
saturation temperature is 170 degC, and steam enthalpy or total heat(hg) of dry saturated steam is given by: hf +hfg = 171.35 +489.46 = 660.81 kCal/kg. If the same steam contains 4% moisture, the total heat of steam is given by: 171.35+ 0.96 x 489.46 = 641.23 kCal/kg Steam Distribution The steam distribution system is the essential link between the steam generator and the steam user. Whatever the source, an efficient steam distribution system is essential if steam of the right quality and pressure is to be supplied, in the right quantity, to the steam using equipment. Installation and maintenance of the steam system are important issues, and must be considered at the design stage. The working pressure The distribution pressure of steam is influenced by a number of factors, but is limited by: • The maximum safe working pressure of the boiler • The minimum pressure required at the plant As steam passes through the distribution pipework, it will inevitably lose pressure due to: • Frictional resistance within the pipework • Condensation within the pipework as heat is transferred to the environment. Therefore allowance should be made for this pressure loss when deciding upon the initial distribution pressure. Features of Steam Piping Apart from proper sizing of pipe lines, provision must be made for proper draining of condensate which is bound to form as steam travels along the pipe. • The pipes should run with a fall of not less than 12.5 mm in 3 meter in the direction of flow. • There should also be large pockets in the pipes to enable water to collect otherwise water will be carried along with steam. • These drain pockets should be provided at every 30 to 50 meters and at any low point in the pipe network. The pocket should be fitted with a trap to discharge the condensate. • Necessary expansion loops are required to take care of the expansion of pipes when they get heated up. • Automatic air vents should be fixed at the dead end of steam mains, which will allow removal of air which will tend to accumulate. Steam Pipe Sizing and Design Proper sizing of steam pipelines help in minimizing pressure drop. The velocities for various types of steam are: Superheated 50–70 m/sec h𝑓 Saturated 30–40 m/sec Wet or Exhaust 20–30 m/sec
For fluid flow to occur,
there must be more energy at Point 1 than Point 2. The difference in energy is used to overcome frictional resistance between the pipe and the flowing fluid. This is illustrated by the equation Where: hf = Head loss to friction (m) f = Friction factor (dimensionless) L = Length (m) u = Flow velocity (m/s) g = Gravitational constant (9.81 m/s²) D = Pipe diameter (m) Guide for proper drainage and layout of steam lines:
1. The steam mains should be run with a falling slope of not less that 125 mm for every 30 metres length in the direction of the steam flow. 2. Drain points should be provided at intervals of 30–45 metres along the main. 3. Drain points should also be provided at low points in the mains and where the steam main rises. Ideal locations are the bottom of expansion joints and before reduction and stop valves. 4. Drain points in the main lines should be through an equal tee connection only. 5. It is preferable to choose open bucket or TD traps on account of their resilience. 6. The branch lines from the mains should always be connected at the top. Otherwise, the branch line itself will act as a drain for the condensate. 7. Insecure supports as well as an alteration in level can lead to formation of water pockets in steam, leading to wet steam delivery. Providing proper vertical and support hangers helps overcome such eventualities. 8. Expansion loops are required to accommodate the expansion of steam lines while starting from cold. 9. To ensure dry steam in the process equipment and in branch lines, steam separators can be installed as required. Steam Traps The purpose of installing the steam traps is to obtain fast heating of the product and equipment by keeping the steam lines and equipment free of condensate, air and non-condensable gases. Functions of Steam Traps The three important functions of steam traps are: • To discharge condensate as soon as it is formed. • Not to allow steam to escape. • To be capable of discharging air and other incondensable gases. Types of Steam Traps • Thermostatic (operated by changes in fluid temperature) • Mechanical (operated by changes in fluid density) • Thermodynamic (operated by changes in fluid dynamics) Some of the important steam traps • Inverted Bucket type steam trap • Float type steam trap • Thermodynamic steam trap • Thermostatic steam trap • Bimetallic Type steam trap Inverted Bucket type steam trap In (i) the bucket hangs down, pulling the valve off its seat. Condensate flows under the bottom of the bucket filling the body and flowing away through the outlet. In (ii) the arrival of steam causes the bucket to become buoyant, it then rises and shuts the outlet. In (iii) the trap remains shut until the steam in the bucket has condensed or bubbled through the vent hole to the top of the trap body. It will then sink, pulling the main valve off its seat. Accumulated condensate is released and the cycle is repeated. Advantages of the inverted bucket steam trap • The inverted bucket steam trap can be made to withstand high pressures. • Like a float-thermostatic steam trap, it has a good tolerance to water hammer conditions. • Can be used on superheated steam lines with the addition of a check valve on the inlet. • Failure mode is usually open, so it's safer on those applications that require this feature, for example turbine drains. Disadvantages of the inverted bucket steam trap • The small size of the hole in the top of the bucket means that this type of trap can only discharge air very slowly. The hole cannot be enlarged, as steam would pass through too quickly during normal operation. • There should always be enough water in the trap body to act as a seal around the lip of the bucket. If the trap loses this water seal, steam can be wasted through the outlet valve. This can often happen on applications where there is a sudden drop in steam pressure, causing some of the condensate in the trap body to 'flash' into steam. The bucket loses its buoyancy and sinks, allowing live steam to pass through the trap orifice. Only if sufficient condensate reaches the trap will the water seal form again, and prevent steam wastage. The ball float type trap operates by sensing the difference in density between steam and condensate. In the case of the trap shown in Figure 3.6A, condensate reaching the trap will cause the ball float to rise, lifting the valve off its seat and releasing condensate. As can be seen, the valve is always flooded and neither steam nor air will pass through it, so early traps of this kind were vented using a manually operated cock at the top of the body. Modern traps use a thermostatic air vent, as shown in Figure 3.6B. This allows the initial air to pass whilst the trap is also handling condensate.
Figure 3.6A Figure 3.6B
Float Trap with Air Cock Float Trap with Thermostatic Air Vent Advantages of the float-thermostatic steam trap • The trap continuously discharges condensate at steam temperature. This makes it the first choice for applications where the rate of heat transfer is high for the area of heating surface available. • It is able to handle heavy or light condensate loads equally well and is not affected by wide and sudden fluctuations of pressure or flowrate. • As long as an automatic air vent is fitted, the trap is able to discharge air freely. • It has a large capacity for its size. • The versions which have a steam lock release valve are the only type of trap entirely suitable for use where steam locking can occur. • It is resistant to water hammer. Disadvantages of the float-thermostatic steam trap • Although less susceptible than the inverted bucket trap, the float type trap can be damaged by severe freezing and the body should be well lagged, and / or complemented with a small supplementary thermostatic drain trap, if it is to be fitted in an exposed position. • As with all mechanical type traps, different internals are required to allow operation over varying pressure ranges. Traps operating on higher differential pressures have smaller orifices to balance the buoyancy of the float. Thermodynamic Trap • The trap operates by means of the dynamic effect of flash steam as it passes through the trap, as depicted in Figure. The only moving part is the disc above the flat face inside the control chamber or cap. • On start-up, incoming pressure raises the disc, and cool condensate plus air is immediately discharged from the inner ring, under the disc, and out through three peripheral outlets (only 2 shown, Figure 3.7, i) • Hot condensate flowing through the inlet passage into the chamber under the disc drops in pressure and releases flash steam moving at high velocity. This high velocity creates a low pressure area under the disc, drawing it towards its seat (Figure 3.7, ii). • At the same time, the flash steam pressure builds up inside the chamber above the disc, forcing it down against the incoming condensate until it seats on the inner and outer • Eventually the trapped pressure in the upper rings. At this point, the flash steam is trapped in the upper chamber falls as the flash steam condenses. chamber, and the pressure above the disc equals the The disc is raised by the now higher pressure being applied to the underside of the disc from the condensate pressure and the cycle repeats inner ring. However, the top of the disc is subject to a greater (Figure 3.7, iv). force than the underside, as it has a greater surface area. Thermostatic Trap • When steam follows the hot condensate into the trap, the thermal element fully expands, closing the trap. If condensate enters the trap during system operation, it cools the element, contracting it off the seat, and quickly discharging condensate. • Thermostatic traps are small, lightweight, and compact. One trap operates over extremely broad pressure and capacity ranges. Thermal elements can be selected to operate within a range of steam temperatures. In steam tracing applications it may be desirable to actually back up hot condensate in the lines to extract its thermal value. Bimetallic Type • Bimetallic steam traps operate on the same principle as a heating thermostat. A bimetallic strip or wafer connected to a valve bends or distorts when subjected to a change in temperature. • When properly calibrated, the valve closes off against a seat when steam is present, and opens when condensate, air, and other non condensable gases are present. SELECTION OF STEAM TRAP
Application Feature Suitable trap
Steam mains – Open to atmosphere, small Thermodynamic type
capacity – Frequent change in pressure – Low pressure - high pressure
Equipment Mechanical trap, – Large capacity Inverted bucket, float
Bucket,, – Variation in pressure and • Reboiler temperature is undesirable • Heater – Efficiency of the equipment • Dryer is a problem • Heat exchanger etc
• Tracer line – Reliability with no over Thermodynamic & Bimetallic
• Instrumentation heating Water Hammer
• A water hammer in a steam system is caused by condensate
collection in the plant or pipe work picked up by the fast moving steam and carried along with it. • When this collection hits obstructions such as bends, valves, steam traps or some other pipe fittings, it is likely to cause severe damage to fittings and equipment and result in leaking pipe joints. • The problem of water hammer can be eliminated by positioning the pipes so that there is a continuous slope in the direction of flow. A slope of at least 12 mm in every 3 meters is necessary, as also an adequate number of drain points every 30 to 50 meters. Steam path for Kochi 7MW CPP