Mechanical Power Press
Mechanical Power Press
Download as ppt, pdf, or txt
You might also like
- Oxford Textbook of Palliative Nursing (Oxford Textbooks in Palliative Medicine) - 5th Edition. ISBN 0190862378, 978-0190862374Document23 pagesOxford Textbook of Palliative Nursing (Oxford Textbooks in Palliative Medicine) - 5th Edition. ISBN 0190862378, 978-0190862374biddyosbournerk100% (15)
- House Designs, SAC, 1945Document52 pagesHouse Designs, SAC, 1945House Histories83% (6)
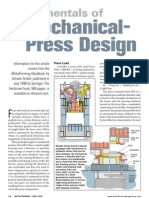
- Fundamentals of Mechanical Press DesignDocument7 pagesFundamentals of Mechanical Press DesignGeoffrey ArmstrongNo ratings yet
- D6C Power Shift OperationDocument40 pagesD6C Power Shift OperationJhon AschNo ratings yet
- Press MachineDocument34 pagesPress MachinePatel Nikhil100% (1)
- Press WorkDocument42 pagesPress WorkanilNo ratings yet
- 330C Hyd Sys-OpDocument164 pages330C Hyd Sys-OpTaz Juan G97% (29)
- Mechanical Press MachinesDocument21 pagesMechanical Press Machinesandi119100% (4)
- Mechanical Press Types and NomenclatureDocument28 pagesMechanical Press Types and NomenclatureRafael Ramirez Villarreal100% (1)
- Hydraulic PressDocument73 pagesHydraulic PressAmar BhupaliNo ratings yet
- Unit 4Document135 pagesUnit 4Akeju AyodeleNo ratings yet
- Metal FormingDocument111 pagesMetal FormingPradyumnaSadgirNo ratings yet
- Anatomy of Mechanical PressDocument7 pagesAnatomy of Mechanical PressTJ PandyaNo ratings yet
- Unit 3 Press and Press Tools: StructureDocument14 pagesUnit 3 Press and Press Tools: StructurePranav SharmaNo ratings yet
- 3X1600mm Auto Slitting Line Installation ManualDocument16 pages3X1600mm Auto Slitting Line Installation ManualFernando GaleanoNo ratings yet
- Sheet Metal BendingDocument30 pagesSheet Metal BendingZen P MonachanNo ratings yet
- Simple Machines and Gears and Their Mechanical AdvantageDocument11 pagesSimple Machines and Gears and Their Mechanical AdvantageSanthosh Kumar VempatiNo ratings yet
- Single Point Cutting ToolDocument16 pagesSingle Point Cutting ToolSoumik DasNo ratings yet
- Presses & Press Work 2Document27 pagesPresses & Press Work 2Sahil ShethNo ratings yet
- Mechanical Power PressDocument157 pagesMechanical Power Pressthaivinhtuy100% (1)
- Introduction To Press Tool DesignDocument118 pagesIntroduction To Press Tool DesignPrashant AmbadekarNo ratings yet
- Non-Traditional Machining: Mechanical Processes (USM, WJM, AWJM, IJM, MAF)Document61 pagesNon-Traditional Machining: Mechanical Processes (USM, WJM, AWJM, IJM, MAF)Yahya Abdelhameed AamerNo ratings yet
- Hydraulic Press DesignDocument20 pagesHydraulic Press DesignEyup Yuksel50% (6)
- Press Tool TechnologyDocument104 pagesPress Tool TechnologythirumalaikumaranNo ratings yet
- JTW Series Worm Gear Screw Jack, Worm Gear Wheel Lifts, Worm Gear Screw Lifter, Worm Gear Screw Actuator, Worm Gear Linear Actuator, Worm Gear Machine Screw Jack, Worm and Worm Wheel Screw JackDocument43 pagesJTW Series Worm Gear Screw Jack, Worm Gear Wheel Lifts, Worm Gear Screw Lifter, Worm Gear Screw Actuator, Worm Gear Linear Actuator, Worm Gear Machine Screw Jack, Worm and Worm Wheel Screw JackWarren LeeNo ratings yet
- Machine Guarding PDFDocument133 pagesMachine Guarding PDFbrsharmaNo ratings yet
- Presses and Equipment For SheetMetal DiesDocument153 pagesPresses and Equipment For SheetMetal Diessamurai7_77No ratings yet
- Parts of PressesDocument10 pagesParts of PressesAmar BhupaliNo ratings yet
- Fundamentals of Tool DesignDocument6 pagesFundamentals of Tool DesignAndi Nak SriwijayaNo ratings yet
- Manufacturing Processes Ch20 Sheet Metal WorkingDocument73 pagesManufacturing Processes Ch20 Sheet Metal WorkingqusayNo ratings yet
- Introduction To Press Tools and Power PressDocument60 pagesIntroduction To Press Tools and Power PressThulasi RamNo ratings yet
- Mechanical Power Press Checklist PDFDocument8 pagesMechanical Power Press Checklist PDFArturo López Bernal100% (1)
- Jigs & FixturesDocument19 pagesJigs & FixturesLuis Valens100% (1)
- Quiz 1Document3 pagesQuiz 1Cart KartikaNo ratings yet
- ALRO MetalsGuidePDFCatalogJune2013LRDocument544 pagesALRO MetalsGuidePDFCatalogJune2013LRIsmael ZavalaNo ratings yet
- Abrasive MachiningDocument30 pagesAbrasive MachiningOmer Nadeem100% (1)
- Lathe Machine & OperationsDocument63 pagesLathe Machine & Operationsvikas_1989100% (2)
- Presses & Press WorkDocument43 pagesPresses & Press WorkSahil Sheth100% (1)
- Material Properties That Affect Sheet Metal FormabilityDocument24 pagesMaterial Properties That Affect Sheet Metal FormabilityNhan LeNo ratings yet
- Sheet Metal DesignDocument71 pagesSheet Metal DesignParag JaiswalNo ratings yet
- Press Tools'Document241 pagesPress Tools'kannan83% (6)
- Machine SafeguardingDocument43 pagesMachine Safeguardingfaizijust4uNo ratings yet
- Alpolic Fabrication & Installation Guides PDFDocument33 pagesAlpolic Fabrication & Installation Guides PDFin678No ratings yet
- Blanking and PiercingDocument5 pagesBlanking and PiercingPratap VeerNo ratings yet
- Sheet MetalDocument21 pagesSheet MetalRam Janm Singh100% (2)
- Press ToolsDocument31 pagesPress ToolsSunil Mandore100% (1)
- TOOL DESIGN - Press Tool OperationDocument7 pagesTOOL DESIGN - Press Tool OperationAbinPGeorgeNo ratings yet
- Grinding and Grinding OperationsDocument14 pagesGrinding and Grinding OperationsRitik Pothare0% (2)
- Tribology of PolymersDocument8 pagesTribology of Polymerssuman AcharyNo ratings yet
- Machines, Tools and Methods of Automobile ManufactureFrom EverandMachines, Tools and Methods of Automobile ManufactureRating: 4 out of 5 stars4/5 (1)
- Mechanical Power PressDocument150 pagesMechanical Power PressMahak Kathal100% (2)
- 7 FRENOS Systems OperationDocument15 pages7 FRENOS Systems Operationalfonso_1203No ratings yet
- 322L EXCAVATOR 9RL00001-UP (MACHINE) POWERED BY 3116 ENGINE (SEBP2267 - 02) - DocumentaciónDocument60 pages322L EXCAVATOR 9RL00001-UP (MACHINE) POWERED BY 3116 ENGINE (SEBP2267 - 02) - DocumentaciónJose Corcega brito100% (2)
- Flight Controls R 01Document73 pagesFlight Controls R 01Rasta MastaNo ratings yet
- What Type of Clutch Is Required For The WorkDocument1 pageWhat Type of Clutch Is Required For The WorkxyzNo ratings yet
- Ata 76-IaeDocument16 pagesAta 76-IaeashishkumarNo ratings yet
- (Week 8) Pneumatics Components and Circuit DesignDocument53 pages(Week 8) Pneumatics Components and Circuit DesignJenny Go100% (1)
- 307D Excavator-Before PerationDocument8 pages307D Excavator-Before PerationMecatrónico100% (1)
- D9R Track-Type Tractor-Before OperationDocument11 pagesD9R Track-Type Tractor-Before OperationMecatrónicoNo ratings yet
- 12g, 120g, 130g & 140g Motor Graders Power Shift TransmissioDocument13 pages12g, 120g, 130g & 140g Motor Graders Power Shift TransmissioJuan Gonzalez100% (1)
- Pilot Hydraulic System 320CDocument6 pagesPilot Hydraulic System 320Chung nguyenNo ratings yet
- Role of The Nursing Staff in SGH Pain Management CentreDocument25 pagesRole of The Nursing Staff in SGH Pain Management CentreTomi KurniaNo ratings yet
- SSRDocument8 pagesSSRMurad KhanNo ratings yet
- Chapter 6 - Gases (Part 1)Document61 pagesChapter 6 - Gases (Part 1)Shivanni PonnusamyNo ratings yet
- Naked Mole Rat SlidesDocument57 pagesNaked Mole Rat SlidesSharmila JeromeNo ratings yet
- Free Swimming Lessons For Under 16sDocument2 pagesFree Swimming Lessons For Under 16sMansoor Aaqib MalikNo ratings yet
- Excercises Ae17Document12 pagesExcercises Ae17Honie Liane Tagose VillamorNo ratings yet
- Amv Reverse Transcriptase ProtocolDocument2 pagesAmv Reverse Transcriptase Protocolinvestbiz optionstarNo ratings yet
- Cleanaway Induction Assessment and Declaration Form - Labour HirDocument2 pagesCleanaway Induction Assessment and Declaration Form - Labour HirCarolina DuqueNo ratings yet
- General Data: Axiovision Particle Analysis Report Evaluation According To Vda Band 19 / Iso 162Document4 pagesGeneral Data: Axiovision Particle Analysis Report Evaluation According To Vda Band 19 / Iso 162Vasant bhoknalNo ratings yet
- Volatile Matter in CoalDocument3 pagesVolatile Matter in CoalM ZarakNo ratings yet
- KCSE 2012 Agriculture P2Document6 pagesKCSE 2012 Agriculture P2Urex ZNo ratings yet
- Poecilia Reticulata, As An Invasive SpeciesDocument272 pagesPoecilia Reticulata, As An Invasive SpeciesNhân Nguyễn HoàiNo ratings yet
- Euro Test: Task One: Short Texts (10 Minutes) Questions 1-5Document13 pagesEuro Test: Task One: Short Texts (10 Minutes) Questions 1-5gabriella56No ratings yet
- Technology Transfer Book - November 2021Document208 pagesTechnology Transfer Book - November 2021K04Anoushka TripathiNo ratings yet
- A3. Veltec - Scenarios of Replacing Existing Storage Tank BottomsDocument14 pagesA3. Veltec - Scenarios of Replacing Existing Storage Tank BottomsAndika PratamaNo ratings yet
- Animal EvolutionDocument2 pagesAnimal EvolutionAngel LynnNo ratings yet
- Cells Science TestDocument1 pageCells Science TestBhavesh KananiNo ratings yet
- Alkaclean: To IndexDocument4 pagesAlkaclean: To IndexChetanNo ratings yet
- Final Revision Module For ChemistryDocument8 pagesFinal Revision Module For ChemistryVibhu MittalNo ratings yet
- BasicBuddhism-Mahâ Moggallanâ Thera BojjhangaDocument2 pagesBasicBuddhism-Mahâ Moggallanâ Thera Bojjhanganuwan01No ratings yet
- Tugas B.Inggris - Rachel.Document6 pagesTugas B.Inggris - Rachel.FF azzakyNo ratings yet
- Kingsman Poultry FarmDocument34 pagesKingsman Poultry Farmkingsley100% (1)
- 01 Modul Dozare-Stocare Agregate 1-12Document12 pages01 Modul Dozare-Stocare Agregate 1-12Ionescu GeorgeNo ratings yet
- The Two-Point Threshold: Touch Acuity ExperimentDocument3 pagesThe Two-Point Threshold: Touch Acuity ExperimentMari MaruNo ratings yet
- Interpretation Seismic Amplitude Anomaly-AVODocument175 pagesInterpretation Seismic Amplitude Anomaly-AVODRRPRASADNo ratings yet
- Sample Problem Set 1: Volumetric Water ContentDocument6 pagesSample Problem Set 1: Volumetric Water ContentGHL AdaroNo ratings yet
- 10 Herbal MedicineDocument4 pages10 Herbal MedicineMargo AlmazanNo ratings yet
- Alcohol PDFDocument12 pagesAlcohol PDFXycca ValdezNo ratings yet