




Expt-1 EDM.pptx
- 2. BITS Pilani, Hyderabad Campus 1.CNC Wire cut EDM OBJECTIVE: Study and Prepare a program by ELCAM software and cut the profile by using CNC Wire cut EDM.
- 3. BITS Pilani, Hyderabad Campus Electrical energy is directly used to cut the material to get the final shape and size – Electrical discharge machining (EDM) – Wire cut Electrical Discharge Machining (WCEDM) Introduction to EDM
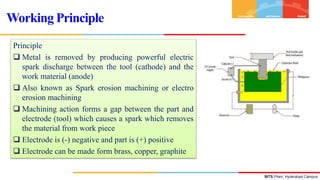
- 4. BITS Pilani, Hyderabad Campus Principle Metal is removed by producing powerful electric spark discharge between the tool (cathode) and the work material (anode) Also known as Spark erosion machining or electro erosion machining Machining action forms a gap between the part and electrode (tool) which causes a spark which removes the material from work piece Electrode is (-) negative and part is (+) positive Electrode can be made form brass, copper, graphite Working Principle
- 5. BITS Pilani, Hyderabad Campus
- 6. BITS Pilani, Hyderabad Campus EDM has the following advantages: 1. Cavities with thin walls and fine features can be produced. 2. Difficult geometry is possible. 3. The use of EDM is not affected by the hardness of the work material. 4. The process is burr-free. Electrical Discharge Machining (EDM)
- 7. BITS Pilani, Hyderabad Campus Wire Cut Electrical Discharge Machining (WC-EDM) Wire cut EDM machining (Electrical Discharge Machining) is an electro thermal production process. In WEDM, A thin wire of brass, tungsten or copper is used as an electrode Deionized water is used as the dielectric Greater flexibility due to independent movement of upper guide helps in programming the wire-cut EDM, for cutting very intricate and delicate shapes.
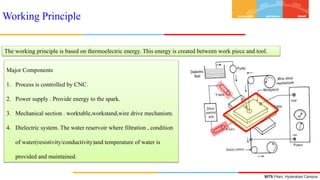
- 8. BITS Pilani, Hyderabad Campus Working Principle The working principle is based on thermoelectric energy. This energy is created between work piece and tool. Major Components 1. Process is controlled by CNC. 2. Power supply . Provide energy to the spark. 3. Mechanical section . worktable,workstand,wire drive mechanism. 4. Dielectric system. The water reservoir where filtration , condition of water(resistivity/conductivity)and temperature of water is provided and maintained.
- 9. BITS Pilani, Hyderabad Campus Important characteristics Tool material : brass, tungsten or copper Work piece material :conducting material and alloys. Process parameters : voltage, spark gap and melting temperature of work. Material removal : Melting and vaporization Wire diameter : 0.25mm Kerf width : 0.41mm Die electric flushing pressure : ( 10 -15 kgf/𝑐𝑚2 ) Spark gap : (kerf width –wire dia/2)mm
- 10. BITS Pilani, Hyderabad Campus Wire Cut Electrical Discharge Machining (WC-EDM) 0.005- 0.05mm
- 11. BITS Pilani, Hyderabad Campus Dielectric Fluid Fluid medium which doesn’t conduct electricity Dielectric fluids generally used are paraffin, white spirit, kerosene, mineral oil Must freely circulate between the work piece and tool which are submerged in it Eroded particles must be flushed out easily Should be available @ reasonableprice Dielectric fluid must be filtered before reuse so that chip contamination of fluid will not affect machining accuracy Wire Cut Electrical Discharge Machining (WC-EDM)
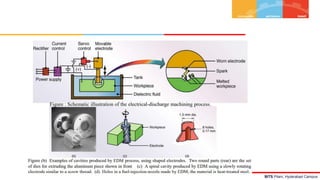
- 12. BITS Pilani, Hyderabad Campus In this process, a thin metallic wire is fed on-to the work piece, which is submerged in a tank of dielectric fluid such as deionized water. The wire, which is constantly fed from a spool, is held between upper and lower guides. The guides are usually CNC-controlled. In the wire-cut EDM process, water is commonly used as the dielectric fluid. Filters and de- ionizing units are used for controlling the resistivity and other electrical properties. Wires made of brass are generally preferred. The area where in discharge takes place gets heated to very high temperatures such that the surface gets melted and removed. The cut particles (debris) get flushed away by the continuously flowing dielectric fluid and keep the wire and workpiece cool. The wire and workpiece must be electrically conductive. Schematic illustration of the wire EDM process. As much as 50 hours of machining can be performed with one reel of wire, which is then discarded. Pieces over 16 in thick can be machined. (WC-EDM) Process
- 13. BITS Pilani, Hyderabad Campus Typical (WC-EDM) components
- 14. BITS Pilani, Hyderabad Campus Wire Cut Electrical Discharge Machining (WC-EDM) Advantages Machining accuracy is higher. As the cutting path is very small, there is very less removal ratio of material. During machining, electrode wire doesn’t touch work piece, there is no physical cutting force. There is very little heat impact on the surface of work piece It can machine small shape holes, small gap or job with complicated shape. Disadvantages o Consumes high levels of energy o Only able to machine conductive materials. o More expensive process than conventional milling or turning.
- 15. BITS Pilani, Hyderabad Campus Aerospace, Medical, Electronics and Semiconductor applications Tool & Die making industries. In making Gauges & Cams Cutting of Gears Manufacturing hard Electrodes.