Machine Elements - company presentation

A leading manufacturer of Machine Tool Accessories under the brand name 'STRIBECK'. Some of the products manufactured include Revolving Centres, Keyless Drill Chucks (capacity : 1/4" and 1/2"), Pipe Centres (upto 500mm dia), Dead Centres (Plain, Carbide Tipped and HSS), Collets and Collet Adaptors, Reduction sleeves, Extension Sockets, Stub Arbours and Long Milling Arbours and CNC Toolings. We also re-condition old HMT, BFW and other imported milling, drilling, lathe and grinding machines and the replacement spares for the following machines are available with us: HMT MILLING - FN2 - FN3 - M2 - EM3 - EM4 - FH3 - FV3 - E2 CYLINDRICAL GRINDING - G13 - K130 - G17 LATHE - LB 17/20/25 - H22 - H26 - NH 22 - NH 26 - LTM 20 - LBS 17, VIKRAM LATHE RADIAL DRILL - RM 61/62/63/65 - COLUMN DRILL TYPE BFW MILLING NO. 1 - NO 1.5 - NO 2. - NO. 3.0 - NO. 3.5 KIRLOSKAR LATHE – TURN MASTER SERIES, ENTERPRISE SERIES (1330, 2215, 1550, 1675, 1810), SHIMOGA LATHE, BOMBAY LATHE HORIZONTAL BORING - HMT AZ9 - AZ11 ARGO & M1TR MILLING We also manufacture machinery spares and accessories based on a customers drawing / specifications / sample.











Machine Elements - company presentation
- 2. Overview Machine Elements was started in 1983 A 32,000 sq. feet factory in the industrial hub of Peenya Good infrastructure of facilities and machinery Power backup facility Strong workforce including several technical personnel Dedicated inspection team
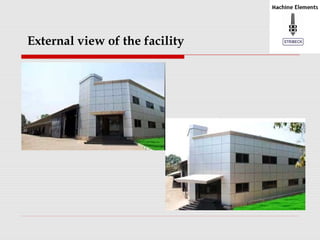
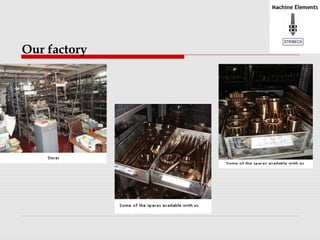
- 3. External view of the facility
- 4. Activities Presently involved in: Manufacture of Machine Tool Accessories under the brand name ‘STRIBECK’ Supply of replacement spares for various machines and machine tools Re-conditioning and sale of second hand machinery and machine tools
- 5. Products Machine Tool Accessories
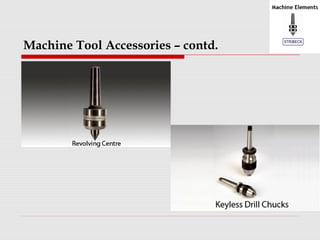
- 6. Machine Tool Accessories Revolving centres Conventional – upto 20 tonnes – CNC – CNC Interchangeable Gear Hobbing and Gear Grinding revolving centres Keyless drill chucks – with various shank types Dead centres – plain, carbide, HSS – male, female, full, half, with thread and nut Reduction sleeves - as per IS-6682-1972 Collet adaptors – ISO, Morse, BT taper, SK taper, R8 taper
- 7. Machine Tool Accessories Stub arbours - ISO, Morse, BT taper, SK taper, R8 taper Reduction milling scokets - ISO, Morse, BT taper, SK taper, R8 taper Extension Sockets – as per IS-6682-1972 / special as per drawing Long milling arbours Milling collets Side lock holders – ISO, BT, SK tapers Centering plugs – ISO, BT tapers Special toolings as per customers design
- 8. Machine Tool Accessories – contd.
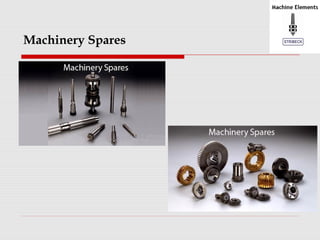
- 10. Machinery spares We generally have the replacement spares such as spur gears, bevel gears, spiral bevel gears, shafts, spline shafts, clutches (electromagnetic and mechanical), clutch plates, couplings, oil seals, pulleys, spindles and spindle bushes, castings, vertical heads
- 11. Machinery spares Replacement spares for the following machines are generally readily available with us: Milling HMT – FN1, FN2, FN3, EM3, EM4, FV3, E2, M2, M1TR, Argo type BFW – No.0 , No. 1, No. 1.5, No.2, No. 3, No. 3.5 Cylindrical grinding – HMT G-17, G-13, K-130 Lathes HMT – LB / LBS – 17/20/25, H-22/26, NH-22/26, Vikram Lathe Kirloskar – Turnmaster series , 1330, 1575, 1675, 2215 series Boring HMT AZ-9, AZ-11 Drilling – HMT Radial and Column - RM / RD series – 50, 51, 61, 62, 63, 65 Any other samples based on customers’ drawing or sample
- 12. Our factory
- 14. Infrastructure Overhead crane – DEMAG – 7.5 tonne capacity Slide way grinder – imported, Schnider make – 1000 x 4000 Milling – 9 nos (FN2, FN3, EM3, Lowe, BFW, Deckel, Sagem, Hurth – keyway milling, LEADWELL (Taiwan) VMC, Aplha (Taiwan) make VMC) Grinding – Internal – WMW, Jotes External – HMT K-130, HMT G-17, HMT G-13, HMT G-9, Gendron, Schmaltz – 2000 mm Surface – Blohm 1000 x 500, Jung 300 x 600, Praga 150 x 450 Horizontal boring – Pfifer Jig boring – Herbert Lindner Plano milling Lathes – 8 nos (LB -17 /20 / 25, H-22, Kirloskar 1675, Askar CNC – Spinner 15 with FANUC controller) Hacksaw cutting machine – 3 nos. Bandsaw cutting Tool and cutter grinder – ELIOT, UK
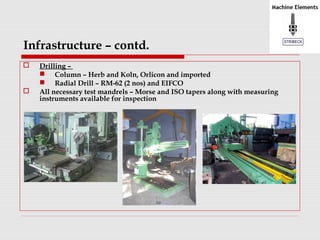
- 15. Infrastructure – contd. Drilling – Column – Herb and Koln, Orlicon and imported Radial Drill – RM-62 (2 nos) and EIFCO All necessary test mandrels – Morse and ISO tapers along with measuring instruments available for inspection
- 16. Machine Reconditioning We have the expertise and technical know how to recondition most HMT, BFW, Kirloskar and other imported milling, drilling, grinding and lathe machines. Over 500 machines have been successfully reconditioned till date. Process Of Machine Reconditioning In the process of re-conditioning the arm / bed / base is ground on our Slide way Grinder, screw rods replaced with new ones, electrical panels completely re-wired and change of mostly all bearings, re-winding (or replacement) of motors, change of worn out parts and painting the machine. The accuracy of the machine is attained to the best possible limits.
- 17. Machine reconditioning – contd. The general procedure adopted for machine reconditioning is as follows: Dismantling of the machine, sub-systems and through cleaning of all parts. Inspection to identify and decide on the parts to be changed. Grinding and scraping of all axes to restore geometrical alignment and accuracies. Suiting of gibs. Picturing of slides wherever necessary. Replacement of screw rods.
- 18. Machine reconditioning – contd. Pre-assembling of parts. Re-assembly of machine. Electrical assembly/repairs including re-wiring. Checking of geometrical alignments.
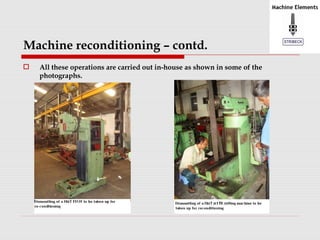
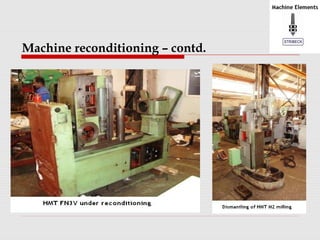
- 19. Machine reconditioning – contd. All these operations are carried out in-house as shown in some of the photographs.
- 20. Machine reconditioning – contd.
- 21. Grinding of guide ways on our slide way grinder
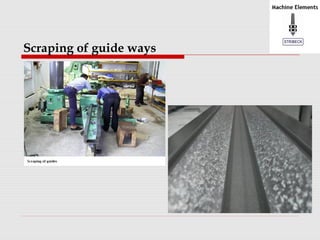
- 22. Scraping of guide ways
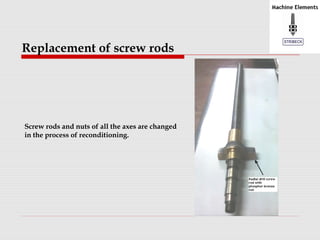
- 23. Replacement of screw rods Screw rods and nuts of all the axes are changed in the process of reconditioning.
- 24. Machines after complete reconditioning
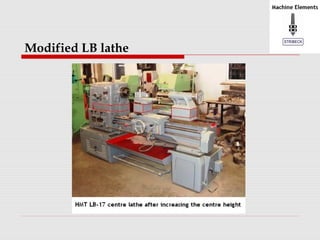
- 25. Modification of Machines In certain cases, when a customer requires some customization, we have been able to incorporate the same in the machine A few examples of the customization: Increase in centre height of centre lathe – HMT LB-17: The customer wanted an increase in the centre height of the machine so that he could incorporate larger diameter jobs on the existing machine This was done by raising the headstock, the tailstock and the cross slide to the desired heights Conversion of HMT EM4 Milling: The HMT EM4 is a knee type milling machine that has a clutch driven feed movement. The customer kept facing problems of Clutch Failure and burning out of the clutches. On receipt of the machine, the clutch drive was converted to a mechanical drive, by removing the clutches, adding gears, shifters & levers. A new electrical panel was fit after necessary conversions.
- 27. Converted HMT EM4V Milling
- 29. Range of products displayed at exhibitions
- 30. Range of products displayed at exhibitions
- 31. - THANK YOU -