Mig Mag Evolucion
Mig Mag Evolucion
Descargar como pdf o txt
También podría gustarte
- Defectos en La Soldadura Mig-MagDocumento17 páginasDefectos en La Soldadura Mig-MagAnonymous tI6cgOO7NAAún no hay calificaciones
- Construcción Parrilla Sin HumoDocumento11 páginasConstrucción Parrilla Sin Humodestructor300Aún no hay calificaciones
- Soldadura Mig TubularDocumento21 páginasSoldadura Mig TubularDavid Mena MN100% (1)
- Norma Nema Ew1 - 24Documento51 páginasNorma Nema Ew1 - 24Evaristo Torres Parra100% (1)
- Ensayo Interes AsegurableDocumento6 páginasEnsayo Interes AsegurableAnonymous tI6cgOO7NA0% (1)
- Clave Examen Extraordinario de Ciencias 3Documento3 páginasClave Examen Extraordinario de Ciencias 3Miguel Ángel Rodriguez Guevara100% (3)
- Respiración CelularDocumento8 páginasRespiración CelularDavid AbregoAún no hay calificaciones
- Yacimientos VetiformesDocumento5 páginasYacimientos VetiformesFiorella Contreras CaballeroAún no hay calificaciones
- FCAW - OrdenadoDocumento64 páginasFCAW - OrdenadoJoseph Cristian Cruz Luque100% (1)
- ELECTRODOS RecubiertosDocumento7 páginasELECTRODOS RecubiertosLuis ErnestoAún no hay calificaciones
- Guia Inge OxiDocumento36 páginasGuia Inge OxiJAVQ100% (1)
- Nomenclatura de Electrodos y Procesos de SoldaduraDocumento6 páginasNomenclatura de Electrodos y Procesos de SoldaduraDanny RepAún no hay calificaciones
- Soldadura OxiacetilenicaDocumento3 páginasSoldadura OxiacetilenicaDi C LinAún no hay calificaciones
- (Schaum - William A. Nash) Resistencia de Materiales PDFDocumento28 páginas(Schaum - William A. Nash) Resistencia de Materiales PDFJuan Carlos Aguilar SerrudoAún no hay calificaciones
- Practica 3 MitDocumento18 páginasPractica 3 MitLiz FernandoAún no hay calificaciones
- 3 Sau-414Documento48 páginas3 Sau-414cora hernan100% (1)
- Electrodos de TungstenoDocumento8 páginasElectrodos de TungstenoClaudio MongelosAún no hay calificaciones
- SEC620DPBB00 ManualUsuario SecadoraDocumento30 páginasSEC620DPBB00 ManualUsuario SecadoraIzack-Dy JimZitAún no hay calificaciones
- Soldadura GmawDocumento4 páginasSoldadura Gmawesteban rojas alcantaraAún no hay calificaciones
- Soldadura OxiacetilenicaDocumento20 páginasSoldadura OxiacetilenicaSergio RafaelAún no hay calificaciones
- Investigación Del Proceso OAW Concepto, Componentes y Tipos de LlamasDocumento4 páginasInvestigación Del Proceso OAW Concepto, Componentes y Tipos de LlamasDarwin TapuyoAún no hay calificaciones
- Catalogo Electrodos - ConarcoDocumento24 páginasCatalogo Electrodos - ConarcolamoreraAún no hay calificaciones
- Guía 1 Luis Navarrete MetrologíaDocumento16 páginasGuía 1 Luis Navarrete MetrologíaLUIS FERNANDO NAVARRETE VELASCOAún no hay calificaciones
- Informe OxiacetilenoDocumento7 páginasInforme OxiacetilenoVictor AguirreAún no hay calificaciones
- Diapositivas Del Proceso-De-Soldadura-GmawDocumento16 páginasDiapositivas Del Proceso-De-Soldadura-GmawcarlosAún no hay calificaciones
- Tecnicas para Realizar Una Soldadura en El Proceso Mig MagDocumento25 páginasTecnicas para Realizar Una Soldadura en El Proceso Mig MagMauricio Santiago Cristobal50% (2)
- Curso End PDFDocumento57 páginasCurso End PDFGeovanny CobaAún no hay calificaciones
- Libro Inspeccion de Soldadura Español PDFDocumento241 páginasLibro Inspeccion de Soldadura Español PDFAdAún no hay calificaciones
- Cuadros Procesos de SoldaduraDocumento7 páginasCuadros Procesos de Soldaduraalfonso mejiaAún no hay calificaciones
- Informe de ResorteDocumento7 páginasInforme de ResorteGabriel Omar Bautista SangaAún no hay calificaciones
- Ventajas Del Uso de Materiales Más Ligeros en La Industria AutomotrizDocumento5 páginasVentajas Del Uso de Materiales Más Ligeros en La Industria AutomotrizJasmin ChilloAún no hay calificaciones
- Soldadura Al Arco Eléctrico GMAW (MIG-MAG) PDFDocumento36 páginasSoldadura Al Arco Eléctrico GMAW (MIG-MAG) PDFLuis Solier100% (1)
- Soldadura OxiacetilenicaDocumento11 páginasSoldadura OxiacetilenicaManuelBenoitNAún no hay calificaciones
- Cambio de Camisas de MotorDocumento17 páginasCambio de Camisas de MotormsgAún no hay calificaciones
- Uniones Permanentes ExposiciónDocumento37 páginasUniones Permanentes ExposiciónJohnatan Martinez GerardoAún no hay calificaciones
- Soldadura TigDocumento12 páginasSoldadura TigAlexis Aleshito100% (2)
- Material Sistema Encendido Motores 1zr Fe 2zr Fe Toyota Conjunto Bobina Encendido Bujia Caracteristicas PDFDocumento2 páginasMaterial Sistema Encendido Motores 1zr Fe 2zr Fe Toyota Conjunto Bobina Encendido Bujia Caracteristicas PDFJuan Da FonsecaAún no hay calificaciones
- Electrodo RevestidoDocumento102 páginasElectrodo RevestidoJimyVillaAún no hay calificaciones
- Manual Proceso Soldadura TigDocumento9 páginasManual Proceso Soldadura Tigclaudiodaniel19Aún no hay calificaciones
- Soldadura CarroceriaDocumento4 páginasSoldadura CarroceriaHoratiu SichitiuAún no hay calificaciones
- Introduccion Rodamientos JaiderDocumento25 páginasIntroduccion Rodamientos JaidercalosmaldonadoAún no hay calificaciones
- ReléDocumento9 páginasReléJuan David FonsecaAún no hay calificaciones
- Descripción y Funcionamiento de Un AlternadorDocumento11 páginasDescripción y Funcionamiento de Un AlternadorJUAN CARLOSAún no hay calificaciones
- U.T. 5 Soldadura Electrica Con Electrodos RevestidosDocumento59 páginasU.T. 5 Soldadura Electrica Con Electrodos RevestidoshecferAún no hay calificaciones
- Montaje Del Equipo de SoldarDocumento4 páginasMontaje Del Equipo de SoldarTeodoro MoralesAún no hay calificaciones
- SOLDADURA-RECUBRIMIENTO-DURO (Corregido)Documento56 páginasSOLDADURA-RECUBRIMIENTO-DURO (Corregido)GRACIELA QUISPE HUAMANAún no hay calificaciones
- Clasificación de Los Procesos de Soldadura..Documento2 páginasClasificación de Los Procesos de Soldadura..Jonathan MoraAún no hay calificaciones
- Aleaciones Del Cobre - CuproaluminiosDocumento27 páginasAleaciones Del Cobre - CuproaluminiosMilton AranaAún no hay calificaciones
- Frenos MagneticosDocumento6 páginasFrenos MagneticosTren ColeAún no hay calificaciones
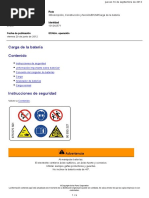
- Carga de BateríaDocumento9 páginasCarga de BateríaMar ArAún no hay calificaciones
- Nueva Guía de Transmisión Poleas 2018.Documento17 páginasNueva Guía de Transmisión Poleas 2018.David BarillasAún no hay calificaciones
- Galga ExtensiométricaDocumento5 páginasGalga ExtensiométricaAnonymous meNlYy6at100% (1)
- Informe TecnicoDocumento3 páginasInforme Tecnicojose rodriguezAún no hay calificaciones
- Distribución Del Aire ComprimidoDocumento8 páginasDistribución Del Aire ComprimidoAdán Ramos100% (1)
- Manual de RodamientosDocumento27 páginasManual de RodamientosAlexander ZapataAún no hay calificaciones
- SOLDADURA ELECTRICA SmawDocumento115 páginasSOLDADURA ELECTRICA SmawDavid Echeverria Nivela100% (1)
- El Motor de Encendido Por CompresiónDocumento14 páginasEl Motor de Encendido Por CompresiónVargas LuisAún no hay calificaciones
- Capítulo 3Documento57 páginasCapítulo 3Alejandro Pereyra100% (1)
- Fluidos para Refrigeración y Lubricación de Máquinas Herramientas.Documento11 páginasFluidos para Refrigeración y Lubricación de Máquinas Herramientas.JONATHAN EZEQUIEL PINARGOTE CHALLAAún no hay calificaciones
- Problemas de Correas PlanasDocumento16 páginasProblemas de Correas PlanasMauricio Oporto MezaAún no hay calificaciones
- 11.0 Corte Por Oxigeno CombustibleDocumento30 páginas11.0 Corte Por Oxigeno CombustibleVictor Angel Fuertes SaboyaAún no hay calificaciones
- Conferencia SMAW CompletoDocumento81 páginasConferencia SMAW CompletoDagoberto AguilarAún no hay calificaciones
- Accesorios de La MáquinaDocumento7 páginasAccesorios de La Máquinajesus landa galarzaAún no hay calificaciones
- Soldadura Por Plasma Por Arco Transferido PtawDocumento20 páginasSoldadura Por Plasma Por Arco Transferido Ptawm.orlandoAún no hay calificaciones
- Soldadura-2014 Metalurgia - Solda PDFDocumento89 páginasSoldadura-2014 Metalurgia - Solda PDFClaudia Cecilia López La TorreAún no hay calificaciones
- Clase Soldadura 3Documento38 páginasClase Soldadura 3Fernando Manuel Avendaño MendozaAún no hay calificaciones
- Tecnología de Avanzada en Recubrimientos y Recargue DuroDocumento37 páginasTecnología de Avanzada en Recubrimientos y Recargue DuroAnonymous tI6cgOO7NAAún no hay calificaciones
- Descripciones y Denominaciones Del ProcesoDocumento12 páginasDescripciones y Denominaciones Del ProcesoAnonymous tI6cgOO7NAAún no hay calificaciones
- Tensiones y Deformaciones en La Soldadura PDFDocumento30 páginasTensiones y Deformaciones en La Soldadura PDFAnonymous tI6cgOO7NAAún no hay calificaciones
- Los Textos Argumentativos, Como Argumentar ParrafosDocumento33 páginasLos Textos Argumentativos, Como Argumentar ParrafosAnonymous tI6cgOO7NAAún no hay calificaciones
- Tipos y Caracteristicas de ConocimientoDocumento13 páginasTipos y Caracteristicas de ConocimientoAnonymous tI6cgOO7NAAún no hay calificaciones
- Metodo CientificoDocumento18 páginasMetodo CientificoAnonymous tI6cgOO7NAAún no hay calificaciones
- Horizonte Educativo Hacia Una Pedagogia de La AutoorganizacionDocumento20 páginasHorizonte Educativo Hacia Una Pedagogia de La AutoorganizacionAnonymous tI6cgOO7NAAún no hay calificaciones
- Seguridad Soldadura 1Documento49 páginasSeguridad Soldadura 1Nikola Sambrailo0% (1)
- Tipos y Niveles de InvestigacionDocumento20 páginasTipos y Niveles de InvestigacionAnonymous tI6cgOO7NAAún no hay calificaciones
- Presentacion Efecto de La Soldadura en La Integridad Estructural PDFDocumento25 páginasPresentacion Efecto de La Soldadura en La Integridad Estructural PDFAnonymous tI6cgOO7NAAún no hay calificaciones
- Lincoln SoldaduraDocumento127 páginasLincoln SoldaduraAnonymous tI6cgOO7NA100% (1)
- Electrodos de Recargue DuroDocumento4 páginasElectrodos de Recargue DuroAnonymous tI6cgOO7NAAún no hay calificaciones
- Arca IrDocumento20 páginasArca IrAnonymous tI6cgOO7NAAún no hay calificaciones
- Descripción de La Función Biológica e Importancia Del DNA en Las Características Hereditarias de Los OrganismosDocumento4 páginasDescripción de La Función Biológica e Importancia Del DNA en Las Características Hereditarias de Los OrganismosdonisemilioAún no hay calificaciones
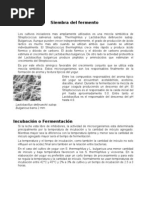
- Siembra Del FermentoDocumento2 páginasSiembra Del FermentosolucionesblessAún no hay calificaciones
- Practico 1 Propiedades Mecanicas - Clases 2020-IIDocumento14 páginasPractico 1 Propiedades Mecanicas - Clases 2020-IIANA MELGARAún no hay calificaciones
- Informe WencoDocumento3 páginasInforme WencopabloAún no hay calificaciones
- Clase Ing. San Bartolome (Albañileria)Documento48 páginasClase Ing. San Bartolome (Albañileria)Irving PalominoAún no hay calificaciones
- Esenta ActualDocumento15 páginasEsenta ActualLeonardo CoronaAún no hay calificaciones
- Memoria Descriptiva Seguros AltamiraDocumento10 páginasMemoria Descriptiva Seguros AltamiraGabriel Jose Orellana CarrazzoniAún no hay calificaciones
- Derivados HalogenadosDocumento7 páginasDerivados HalogenadosJoey Schneider100% (1)
- Transmitancia AbsorbanciaDocumento2 páginasTransmitancia Absorbanciadioni alexanderAún no hay calificaciones
- Tuberia PEAD SANITARIODocumento3 páginasTuberia PEAD SANITARIOjcAún no hay calificaciones
- Manual Practico de MetalcomDocumento2 páginasManual Practico de MetalcomMiguel GiacomozziAún no hay calificaciones
- Manual de ASP 211109v3Documento206 páginasManual de ASP 211109v3Carlos Martinez100% (1)
- Manual de Laboratorio de Quimica General v1Documento38 páginasManual de Laboratorio de Quimica General v1ayleenvanegas061Aún no hay calificaciones
- Clasificacion de Los Pozos PetrolerosDocumento7 páginasClasificacion de Los Pozos PetrolerosJulio CesarAún no hay calificaciones
- Albañilería E - 0.70Documento29 páginasAlbañilería E - 0.70Alejandro Nizama CastellanosAún no hay calificaciones
- CBC Cienciasbasicas PDFDocumento421 páginasCBC Cienciasbasicas PDFSanchez Nuegado CerenAún no hay calificaciones
- 2.7 CimentacionDocumento18 páginas2.7 CimentacionLuis Fernando Alcala GonzalezAún no hay calificaciones
- Materiales CompuestosDocumento13 páginasMateriales CompuestosAxel Cruz RangelAún no hay calificaciones
- Destilacion FraccionadaDocumento5 páginasDestilacion FraccionadaAlex CristobalAún no hay calificaciones
- Estabilizacion de Suelos Usando Resina ExpansivaDocumento29 páginasEstabilizacion de Suelos Usando Resina ExpansivajoseAún no hay calificaciones
- Fichas Tecnicas de Equipos PDFDocumento90 páginasFichas Tecnicas de Equipos PDFAnonymous hQ6z6OBw100% (1)
- DESTILACION DE GUARAPO DE CAÑA Informe (1) FinalDocumento7 páginasDESTILACION DE GUARAPO DE CAÑA Informe (1) FinaljorgearturocordobaAún no hay calificaciones
- Ejercicios de Programacion LinealDocumento4 páginasEjercicios de Programacion LinealLenin RobayoAún no hay calificaciones
- Ejercicios Resueltos Tema 5Documento5 páginasEjercicios Resueltos Tema 5leputongoAún no hay calificaciones
- Aprenda - Transistores - en - 15 - D - As - Christian - Gellert - PDF Filename UTF-8''Aprenda Transistores en 15 Días - Christian Gellert PDFDocumento136 páginasAprenda - Transistores - en - 15 - D - As - Christian - Gellert - PDF Filename UTF-8''Aprenda Transistores en 15 Días - Christian Gellert PDFAR Rms100% (3)
- Lima-Peru 2021Documento3 páginasLima-Peru 2021cdyAún no hay calificaciones