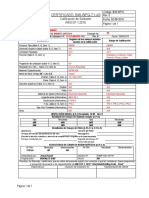
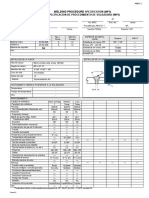
WPS 025
WPS 025
Descargar como pdf o txt
También podría gustarte
- Formato WPSDocumento1 páginaFormato WPSLuis100% (1)
- WPS PrecalificadoDocumento7 páginasWPS Precalificadopablo24Aún no hay calificaciones
- Wpq-Aws D1.1Documento1 páginaWpq-Aws D1.1Jorge Enrique Montaño Marañon100% (2)
- Formato Aws d1.1Documento1 páginaFormato Aws d1.1CLIFFORDPA67% (6)
- Ultimos Ejercicios 6 MDocumento27 páginasUltimos Ejercicios 6 MKristian heras salazar100% (1)
- WPS Smaw-3g.. Aws D1.1 2020Documento2 páginasWPS Smaw-3g.. Aws D1.1 2020Cesar Jimenez100% (2)
- Wps Calificado Sia Aws d1.2Documento3 páginasWps Calificado Sia Aws d1.2Janet Jacqueline Alvarez Chiara100% (2)
- Wps de SoldaduraDocumento1 páginaWps de SoldaduraDuberlis Ledesmas ArroyoAún no hay calificaciones
- Cómo Como Es y Que Contiene Un Formato Wps y PQRDocumento5 páginasCómo Como Es y Que Contiene Un Formato Wps y PQRrocke007Aún no hay calificaciones
- WPS Precalificado - SMAW PDFDocumento1 páginaWPS Precalificado - SMAW PDFmonikitismonikitisAún no hay calificaciones
- WPS Precalificado GmawDocumento1 páginaWPS Precalificado Gmawjaime huertas100% (3)
- Wps para Tuberia-Aws Wps-009Documento1 páginaWps para Tuberia-Aws Wps-009Gedalías MartínezAún no hay calificaciones
- Unidad 3 Ambiente de MediciónDocumento15 páginasUnidad 3 Ambiente de Mediciónteresita acopa100% (1)
- WPS Gmaw Acc 001Documento3 páginasWPS Gmaw Acc 001Wilians Rosales Chavez100% (2)
- WPS 01 Smaw SoldaduraDocumento3 páginasWPS 01 Smaw SoldaduraENDECOT SATAún no hay calificaciones
- Wps Smaw 106Documento1 páginaWps Smaw 106Frankho Ramos100% (1)
- .002.1. - Wps-Reparación FiltDocumento1 página.002.1. - Wps-Reparación FiltLuis SotoAún no hay calificaciones
- WPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1Documento1 páginaWPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1antony bolivar100% (3)
- PQR de SoldaduraDocumento1 páginaPQR de SoldaduraMateo AgudeloAún no hay calificaciones
- WPS Aws D1.1-10Documento1 páginaWPS Aws D1.1-10AlxNelSonCarrascoAraucoAún no hay calificaciones
- REGISTRO DE CALIFICACIÓN DE PROCEDIMIENTO-WPQ Según AWS - SynohydroDocumento4 páginasREGISTRO DE CALIFICACIÓN DE PROCEDIMIENTO-WPQ Según AWS - SynohydroRivera Vilca Mx RogerAún no hay calificaciones
- Especificacion Del Procedimiento de Soldadura WPS: Código Versión 6 Fecha Wps NoDocumento3 páginasEspecificacion Del Procedimiento de Soldadura WPS: Código Versión 6 Fecha Wps NoFREDY ARMANDO SANCHEZAún no hay calificaciones
- WPS Gtaw 02Documento1 páginaWPS Gtaw 02juniuni18Aún no hay calificaciones
- WPS PQR WPQ Aws D1.1 SmawDocumento5 páginasWPS PQR WPQ Aws D1.1 SmawBrayan Montalban Garcia100% (2)
- Wps Aws FileteDocumento3 páginasWps Aws FileteJuan Carlos Parra Diaz100% (1)
- WPS-PrecalificadosDocumento13 páginasWPS-PrecalificadosGerardoYanez67% (3)
- Mapa de SoldaduraDocumento1 páginaMapa de SoldaduramikimecAún no hay calificaciones
- WPQ w204 Gtaw SmawDocumento1 páginaWPQ w204 Gtaw SmawWilmer Rios Diaz100% (1)
- Especificación de Soldsadura P1 Grupos 1 y 2Documento17 páginasEspecificación de Soldsadura P1 Grupos 1 y 2Keissy San MartínAún no hay calificaciones
- WPS TuberiaDocumento2 páginasWPS TuberiaOmar BecerrilAún no hay calificaciones
- WPS-PQR Rds 1362014-0Documento8 páginasWPS-PQR Rds 1362014-0brunoAún no hay calificaciones
- FORMATO PQR EXCEL ORIGINAL para Diligenciar - OABDocumento3 páginasFORMATO PQR EXCEL ORIGINAL para Diligenciar - OABOscar Bonilla100% (1)
- WPS - Asme IxDocumento2 páginasWPS - Asme IxNilton Luis0% (1)
- WPS D1.1 A36 - E71t11Documento2 páginasWPS D1.1 A36 - E71t11Johann Alexander Caballero Bohorquez100% (1)
- WPS Smaw E7018-6010Documento2 páginasWPS Smaw E7018-6010Paul Caicedo100% (2)
- 4 - Wps Precalificado Smaw Posición 4g para Astm A588Documento1 página4 - Wps Precalificado Smaw Posición 4g para Astm A588Edison CallejasAún no hay calificaciones
- Asme Seccion Ix-2010Documento6 páginasAsme Seccion Ix-2010Andres Felipe Hernandez Gomez100% (2)
- PQR Asme Ix NDTWSDocumento2 páginasPQR Asme Ix NDTWSGherlin KuongAún no hay calificaciones
- WPS Gmaw Aws Tam 2019 A572 12Documento1 páginaWPS Gmaw Aws Tam 2019 A572 12GerardoYanezAún no hay calificaciones
- Procedimiento de SoldaduraDocumento14 páginasProcedimiento de Soldaduraandres.david.pulupa94Aún no hay calificaciones
- Wps Gmaw Aws Tam 2019 A36Documento1 páginaWps Gmaw Aws Tam 2019 A36GerardoYanezAún no hay calificaciones
- WPS SML 2 20Documento5 páginasWPS SML 2 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- 1901 19 Aws Fcaw Cosfym 3G 4GDocumento1 página1901 19 Aws Fcaw Cosfym 3G 4GjairoAún no hay calificaciones
- Precalificacion de WpsDocumento6 páginasPrecalificacion de WpsJosé Felipe Correa Castillo100% (1)
- Wps SMAW Precalificado Falta JunaDocumento1 páginaWps SMAW Precalificado Falta JunaNicolas RamírezAún no hay calificaciones
- WPS Api 1104Documento1 páginaWPS Api 1104Abel Valderrama Perez100% (2)
- WPS Precalificado WPS-PREQ-MOR-AWS - 005 Rev1Documento2 páginasWPS Precalificado WPS-PREQ-MOR-AWS - 005 Rev1Gonzalo EscobarAún no hay calificaciones
- Formato PQR Excel Original QW 483 para Diligenciar - Copia (2) ...Documento3 páginasFormato PQR Excel Original QW 483 para Diligenciar - Copia (2) ...carlos cano100% (1)
- Asme - Macroataque - TraduccionDocumento2 páginasAsme - Macroataque - TraduccionErikaAún no hay calificaciones
- Asme Ix-Wps-1Documento3 páginasAsme Ix-Wps-1Jhordann EspinozaAún no hay calificaciones
- WPQ QW484 A EspañolDocumento2 páginasWPQ QW484 A Españolgeny965809100% (1)
- WPS API-1104-Proyecto Remplazo de Tuberias El FurrialDocumento3 páginasWPS API-1104-Proyecto Remplazo de Tuberias El Furrialmarvin montes100% (1)
- WPS SML 5 21Documento2 páginasWPS SML 5 21ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Calificacion de SoldadorDocumento2 páginasCalificacion de SoldadorLuis Ramirez100% (1)
- QW-420 Números PDocumento2 páginasQW-420 Números PSonia100% (1)
- Wps GTAWDocumento1 páginaWps GTAWStalin AriasAún no hay calificaciones
- TMI WPQ 002 W002 GMAW 2G ASME - Sec - IX (Rev1) PDFDocumento2 páginasTMI WPQ 002 W002 GMAW 2G ASME - Sec - IX (Rev1) PDFsgavilanrequejoAún no hay calificaciones
- Asme Ix PDFDocumento36 páginasAsme Ix PDFAnonymous Bdt0OGh100% (6)
- Inspector Cwi HomologacionDocumento34 páginasInspector Cwi HomologacionDiorki Reategui100% (2)
- Wps-Calificado - Sia CorregidoDocumento5 páginasWps-Calificado - Sia CorregidoLogan Arcos IzaguirreAún no hay calificaciones
- PQR Calificado Sia 001Documento1 páginaPQR Calificado Sia 001Logan Arcos IzaguirreAún no hay calificaciones
- Wps-Calificado - Sia-001Documento1 páginaWps-Calificado - Sia-001Logan Arcos IzaguirreAún no hay calificaciones
- Trabajo Práctico-Visión, Mision y ValoresDocumento9 páginasTrabajo Práctico-Visión, Mision y ValoresOmar MorenoAún no hay calificaciones
- PDF Cordon de Soldadura X Metro Lineal - CompressDocumento25 páginasPDF Cordon de Soldadura X Metro Lineal - CompressOmar MorenoAún no hay calificaciones
- Tarea Matriz EFIDocumento7 páginasTarea Matriz EFIOmar MorenoAún no hay calificaciones
- Caso KODAKDocumento3 páginasCaso KODAKOmar MorenoAún no hay calificaciones
- RR HHDocumento10 páginasRR HHOmar MorenoAún no hay calificaciones
- Calculo de Los Costos en La Soldadura ElDocumento1 páginaCalculo de Los Costos en La Soldadura ElOmar MorenoAún no hay calificaciones
- Matriz de Peligro Automatizacion de AlmacenDocumento27 páginasMatriz de Peligro Automatizacion de AlmacenIvan100% (1)
- Ecuaciones Del Movimiento Armónico SimpleDocumento5 páginasEcuaciones Del Movimiento Armónico SimpleFelix UtriaAún no hay calificaciones
- C2. - HiperestaticidadDocumento14 páginasC2. - HiperestaticidadOscar Huaranga CelisAún no hay calificaciones
- Monografia IsosorbideDocumento13 páginasMonografia Isosorbidenicolas_vAún no hay calificaciones
- Mapas Topograficos y Geologicos GuiaDocumento31 páginasMapas Topograficos y Geologicos GuiaRonny Espin100% (1)
- Estimados de IngDocumento2 páginasEstimados de Ingdruzo0% (1)
- Programa para Aumenar La EO - InformeDocumento146 páginasPrograma para Aumenar La EO - InformehiganeitorAún no hay calificaciones
- Diseño de Mezcla-Metodo-ACI-211Documento9 páginasDiseño de Mezcla-Metodo-ACI-211Zaid CerkisAún no hay calificaciones
- Tema Analisis Nodal Parte 3.1 (Metodo LIT) PDFDocumento8 páginasTema Analisis Nodal Parte 3.1 (Metodo LIT) PDFMiguel CondayaAún no hay calificaciones
- In-Sc-002 Instructivo de Instalacion de Equipos Bes Con Motores Sellos y Sensor Pre-AcopladoDocumento45 páginasIn-Sc-002 Instructivo de Instalacion de Equipos Bes Con Motores Sellos y Sensor Pre-AcopladoDiego MaestreAún no hay calificaciones
- Manual AnipacDocumento180 páginasManual AnipacMaria Danelia AlvarezAún no hay calificaciones
- Tarea Masa Molar y Gases IdealesDocumento1 páginaTarea Masa Molar y Gases IdealesRoberto Gomez SanchezAún no hay calificaciones
- K AlgebraDocumento14 páginasK Algebraharpocratess7188Aún no hay calificaciones
- NCh0969 1986 PDFDocumento5 páginasNCh0969 1986 PDFarielAún no hay calificaciones
- Examen Propiedades PeriodicasDocumento2 páginasExamen Propiedades PeriodicasErika Serrano SanjuanAún no hay calificaciones
- Memoria de Cálculo MaderaDocumento40 páginasMemoria de Cálculo Maderajuanosuna100% (1)
- Documentos Primaria Sesiones Unidad04 SextoGrado Matematica 6G-U4-MAT-Sesion01Documento10 páginasDocumentos Primaria Sesiones Unidad04 SextoGrado Matematica 6G-U4-MAT-Sesion01yeseniaAún no hay calificaciones
- Bioplasticos A Base de Cascara de PlatanoDocumento33 páginasBioplasticos A Base de Cascara de PlatanoKatherine Triveño Diaz20% (5)
- Trabajo de Analisis Estructural IDocumento11 páginasTrabajo de Analisis Estructural IAbrahanAún no hay calificaciones
- LevasDocumento52 páginasLevasmanolo9191Aún no hay calificaciones
- Ensayo de LaminacionDocumento6 páginasEnsayo de Laminacionlaura bolanosAún no hay calificaciones
- Validacion Método Determinación de Hierro en AguaDocumento79 páginasValidacion Método Determinación de Hierro en Aguamfcc1986100% (1)
- Capacidad de Trabajo FisicoDocumento22 páginasCapacidad de Trabajo FisicoMarianelaAún no hay calificaciones
- Cuestionario Práctica 1Documento3 páginasCuestionario Práctica 1Diego MoralesAún no hay calificaciones
- Laboratorio Medición de CaudalDocumento33 páginasLaboratorio Medición de CaudalrarocerAún no hay calificaciones
- 04 Transformaciones Geom Tricas BidimensionalesDocumento53 páginas04 Transformaciones Geom Tricas BidimensionalesFrancisco Rodríguez DíazAún no hay calificaciones
- Planeacion Quinto 5 de OctubreDocumento15 páginasPlaneacion Quinto 5 de OctubreNorma Ang PrezAún no hay calificaciones