Higo Etanol
Higo Etanol
Descargar como docx, pdf o txt
También podría gustarte
- Trasiego y almacenamiento de aceites de oliva. INAK0109De EverandTrasiego y almacenamiento de aceites de oliva. INAK0109Aún no hay calificaciones
- Problema 123Documento2 páginasProblema 123Jefferson Smith Gomez PerezAún no hay calificaciones
- Síndrome de Muerte SúbitaDocumento12 páginasSíndrome de Muerte Súbitalaura rosalesAún no hay calificaciones
- Conservación de VinosDocumento65 páginasConservación de VinosYENI CALLATAAún no hay calificaciones
- Presentación EnolgíaDocumento18 páginasPresentación EnolgíaRodrigo AltamiranoAún no hay calificaciones
- Procesos Biotecnologicos de La CervezaDocumento24 páginasProcesos Biotecnologicos de La CervezaJerson David Rubín TorresAún no hay calificaciones
- Composicion de La Uva y Calidad Del VinoDocumento11 páginasComposicion de La Uva y Calidad Del VinoFatima Yasmin Huerta TorresAún no hay calificaciones
- Cuestionario Enologia 2018Documento2 páginasCuestionario Enologia 2018Darwin AramayoAún no hay calificaciones
- Vino de Piña - M. de La InvestigaciónnDocumento9 páginasVino de Piña - M. de La InvestigaciónnKatry Sotomayor100% (1)
- PROTIDOSDocumento4 páginasPROTIDOSAlejandro Cangi100% (1)
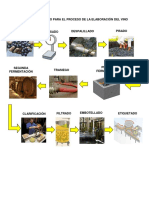
- Diagrama de Flujo Vinificación en TintoDocumento4 páginasDiagrama de Flujo Vinificación en TintoClaudioAún no hay calificaciones
- Elaboración de Una Bebida Rehidratante A Base de Suero LacteoDocumento88 páginasElaboración de Una Bebida Rehidratante A Base de Suero Lacteoluis medina mAún no hay calificaciones
- Elaboración de Cerveza A Escala LaboratorioDocumento5 páginasElaboración de Cerveza A Escala LaboratorioOscar E RSAún no hay calificaciones
- Hojas Guia PARA ELABORACION DE VINODocumento6 páginasHojas Guia PARA ELABORACION DE VINOMalü MaldonadoAún no hay calificaciones
- Articulo Cientifico Fuerzas de Molienda para Elaboracion de Chocolate de Taza 2Documento7 páginasArticulo Cientifico Fuerzas de Molienda para Elaboracion de Chocolate de Taza 2MARIA CRISTINA IBARRA NUNCIRAAún no hay calificaciones
- Trabajo Final de EnologíaDocumento48 páginasTrabajo Final de EnologíaRosa María Quispe AznaránAún no hay calificaciones
- Variedades de Uva y Zonas de ProduccionDocumento4 páginasVariedades de Uva y Zonas de ProduccionRuby Torrez Zambrana100% (1)
- Producción de Singani (Brandy), Coñac, HolandasDocumento26 páginasProducción de Singani (Brandy), Coñac, HolandasDiseñoPlantas I2020umss100% (1)
- Perfil Final - Licor de Kiwi - 10-2-21Documento18 páginasPerfil Final - Licor de Kiwi - 10-2-21Juan Jose Montes GalarzaAún no hay calificaciones
- Demanda Potencial Tarma y HuancayoDocumento5 páginasDemanda Potencial Tarma y HuancayoJudith Sanchez JulcarimaAún no hay calificaciones
- Calculo Y Dimensionamiento de Una Bodega Elaboradora de Vino TintoDocumento113 páginasCalculo Y Dimensionamiento de Una Bodega Elaboradora de Vino TintoJosé Carlos IglesiasAún no hay calificaciones
- Elaboracion de VinoDocumento16 páginasElaboracion de VinoJerry Zapana JimemezAún no hay calificaciones
- Comportamiento Del Consumo Del Vino en Colombia PDFDocumento13 páginasComportamiento Del Consumo Del Vino en Colombia PDFAntonio ZapataAún no hay calificaciones
- Elaboracion de Vino de MullacaDocumento10 páginasElaboracion de Vino de MullacaAnonymous iIaMAfVAún no hay calificaciones
- Vino de Fresa y ExportacionDocumento131 páginasVino de Fresa y ExportacionEmanuel S. EcheniqueAún no hay calificaciones
- 04.tipificación-Estabilización de VinosDocumento6 páginas04.tipificación-Estabilización de VinosMagtan JaimeAún no hay calificaciones
- Estudio de Cerveza A Base de Arroz Partido Como Subproducto en La Industria ArroceraDocumento2 páginasEstudio de Cerveza A Base de Arroz Partido Como Subproducto en La Industria ArroceraMaryanod DuqueAún no hay calificaciones
- Proceso de Elaboración Del SakeDocumento14 páginasProceso de Elaboración Del SakeAnonymous YYQ1YFAún no hay calificaciones
- Vodka TerminadoDocumento11 páginasVodka TerminadoEsthefanyAún no hay calificaciones
- Proyecto Cerveza Pis Mora..Documento32 páginasProyecto Cerveza Pis Mora..Carlos OrbeAún no hay calificaciones
- FERMENTACION ALCOHOLICA (Producción de Whisky A Partir de Maís Amarillo Duro)Documento14 páginasFERMENTACION ALCOHOLICA (Producción de Whisky A Partir de Maís Amarillo Duro)Yoel Guerrero ChuquilinAún no hay calificaciones
- DISEÑOS FACTORIALES (Vino)Documento13 páginasDISEÑOS FACTORIALES (Vino)gusanofunxAún no hay calificaciones
- Diagrama de FlujoDocumento1 páginaDiagrama de FlujoPelis CharlesAún no hay calificaciones
- Tesis USB en Destileria DUSADocumento120 páginasTesis USB en Destileria DUSAjpaz2000100% (1)
- Vinagre DestiladoDocumento13 páginasVinagre DestiladoOmar UculmanaAún no hay calificaciones
- Determinación de Acidez Total, Fija y VolatilDocumento3 páginasDeterminación de Acidez Total, Fija y VolatilGrecia Jimena Zambrano CoylaAún no hay calificaciones
- Aflatoxinas en AceitesDocumento18 páginasAflatoxinas en AceitesMaria Cristina Quispe RiveraAún no hay calificaciones
- El Arte de La Elaboración de Vino ArtesanalDocumento4 páginasEl Arte de La Elaboración de Vino ArtesanalKatherine Urbina100% (1)
- Clase FMLDocumento17 páginasClase FMLdanicholoAún no hay calificaciones
- Metodos Oficiales de Analisis de VinosDocumento16 páginasMetodos Oficiales de Analisis de VinosTyron Zelada SegalesAún no hay calificaciones
- Cabeza, Cuerpo, Cola y SidraDocumento4 páginasCabeza, Cuerpo, Cola y SidraShirley Espinola RavelloAún no hay calificaciones
- Vino TeoriaDocumento26 páginasVino Teoriapablo andres ortega ledezmaAún no hay calificaciones
- Cuestionario de EnologiaDocumento2 páginasCuestionario de EnologiaMaría Fernanda Baños100% (1)
- Tema 1. Estructura - y - Composicion - Del - Racimo - de - UvaDocumento6 páginasTema 1. Estructura - y - Composicion - Del - Racimo - de - UvaMónica QuijanoAún no hay calificaciones
- ANV Trabajo Final 2da Version GMAyRNDocumento74 páginasANV Trabajo Final 2da Version GMAyRNUlises AlbaresAún no hay calificaciones
- Levadura Activa Seca X 500 GDocumento1 páginaLevadura Activa Seca X 500 GJavier Suarez CorderoAún no hay calificaciones
- El SinganiDocumento18 páginasEl SinganiSonia SilvestreAún no hay calificaciones
- Elaboración de CervezaDocumento7 páginasElaboración de CervezaAlonso Granados NavarroAún no hay calificaciones
- Determinación de Vinos y Licores PDFDocumento9 páginasDeterminación de Vinos y Licores PDFarelyAún no hay calificaciones
- Examen de VinosDocumento2 páginasExamen de VinosMartel JhuliñoAún no hay calificaciones
- Recetas Cerveza KolschDocumento7 páginasRecetas Cerveza KolschDavidBannerAún no hay calificaciones
- Choclos Empacados Al VacioDocumento32 páginasChoclos Empacados Al VacioAndrea VillamarinAún no hay calificaciones
- Primer Parcial de Bebidas 8 de JulioDocumento5 páginasPrimer Parcial de Bebidas 8 de JulioSONY JOSE LOPEZ HUAMANCHAAún no hay calificaciones
- Marco Teorico (Vino)Documento12 páginasMarco Teorico (Vino)Arelis ..Aún no hay calificaciones
- Destilacion Intermitente en Alambique 2Documento18 páginasDestilacion Intermitente en Alambique 2jadceAún no hay calificaciones
- Aceite de AjonjoliDocumento13 páginasAceite de AjonjoliEmerson RSAún no hay calificaciones
- Informe de Industrial PilotoDocumento12 páginasInforme de Industrial PilotoYonAún no hay calificaciones
- Practicas de EnologiaDocumento33 páginasPracticas de EnologiaJackeline AroneAún no hay calificaciones
- CstationDocumento3 páginasCstationAlvaro SecAún no hay calificaciones
- Análisis sensorial de vinos: Manual de la Especialidad Formativa. HOTR001PODe EverandAnálisis sensorial de vinos: Manual de la Especialidad Formativa. HOTR001POAún no hay calificaciones
- Higo AguardienteDocumento9 páginasHigo AguardienteJesus Eduardo Checya BustincioAún no hay calificaciones
- Proyecto de Investigación QuimicaDocumento3 páginasProyecto de Investigación QuimicaReynaldo CarreñoAún no hay calificaciones
- I Bimestre I Unidad: Movimiento Rectilíneo Uniforme (M.R.U.)Documento5 páginasI Bimestre I Unidad: Movimiento Rectilíneo Uniforme (M.R.U.)Jefferson Smith Gomez PerezAún no hay calificaciones
- Manzana Tp2Documento3 páginasManzana Tp2Jefferson Smith Gomez Perez0% (1)
- Soluciones de Las EcuacionesDocumento10 páginasSoluciones de Las EcuacionesJefferson Smith Gomez PerezAún no hay calificaciones
- Cuestiones para Discutir - Bird Capitulo 8Documento7 páginasCuestiones para Discutir - Bird Capitulo 8Jefferson Smith Gomez PerezAún no hay calificaciones
- 4.2..4.2.3dMOVIMIENTO DE LAS DISLOCACIONESDocumento3 páginas4.2..4.2.3dMOVIMIENTO DE LAS DISLOCACIONESJefferson Smith Gomez PerezAún no hay calificaciones
- TERMOPROYECTODocumento6 páginasTERMOPROYECTOJefferson Smith Gomez Perez100% (1)
- Manual de Operaciones Unitarias 2015 1 C PDFDocumento414 páginasManual de Operaciones Unitarias 2015 1 C PDFJefferson Smith Gomez PerezAún no hay calificaciones
- Exmn Rene 1Documento3 páginasExmn Rene 1Jefferson Smith Gomez PerezAún no hay calificaciones
- Difracion de Rayos XDocumento3 páginasDifracion de Rayos XJefferson Smith Gomez PerezAún no hay calificaciones
- Facultad de Ingenieria Quimica 3Documento3 páginasFacultad de Ingenieria Quimica 3Jefferson Smith Gomez PerezAún no hay calificaciones
- TECNICAS CONDUCTUALES (Instigación, Atenuación o Desvanecimiento, Moldeamiento, Encadenamiento y Modelamiento)Documento14 páginasTECNICAS CONDUCTUALES (Instigación, Atenuación o Desvanecimiento, Moldeamiento, Encadenamiento y Modelamiento)LESLLY YASMIN DAVILA ACUÑAAún no hay calificaciones
- Identificaciòn de Azucares ReductoresDocumento9 páginasIdentificaciòn de Azucares ReductoresManuel PeñaAún no hay calificaciones
- Estabilidad MandibularDocumento2 páginasEstabilidad MandibularJohana RealAún no hay calificaciones
- MonografiaDocumento30 páginasMonografiaFernando MamaniAún no hay calificaciones
- INFORME DIAGNOSTICO ALCANTARILLA-ATANQUEZ Version FinalDocumento62 páginasINFORME DIAGNOSTICO ALCANTARILLA-ATANQUEZ Version FinalWilson Antonio Fernández RodríguezAún no hay calificaciones
- Guia Ejercicios 1Documento2 páginasGuia Ejercicios 1M Anthony Cardenas R'zAún no hay calificaciones
- Analisis Sensorial 1Documento96 páginasAnalisis Sensorial 1Andres Arroyo RamirezAún no hay calificaciones
- Silabo Nutricion y DieteticaDocumento12 páginasSilabo Nutricion y DieteticaARNOLD ALFAROAún no hay calificaciones
- Farmacologia - Vias de Administracion PDFDocumento8 páginasFarmacologia - Vias de Administracion PDFDeborita RamosAún no hay calificaciones
- Tesis Factores Que Intervienen en La Toma de La Prueba de Papanicolau en Mujeres en Edad Fértil. Centro de Salud Magllanal 2021Documento77 páginasTesis Factores Que Intervienen en La Toma de La Prueba de Papanicolau en Mujeres en Edad Fértil. Centro de Salud Magllanal 2021Adrián ÁvilaAún no hay calificaciones
- Desórdenenes Del Cacao Versión Web-1Documento134 páginasDesórdenenes Del Cacao Versión Web-1Miguel AngelAún no hay calificaciones
- Caldera de Flujo TermicoDocumento7 páginasCaldera de Flujo TermicoJavier A. Jaramillo100% (1)
- 1.2 Normas de Bioseguridad en Cirugía BucalDocumento30 páginas1.2 Normas de Bioseguridad en Cirugía BucalGian Carlo Arroba RodriguezAún no hay calificaciones
- Paniagua Evaluación en Ñ Pequeños 189-202Documento14 páginasPaniagua Evaluación en Ñ Pequeños 189-202Dai Martínez PiliaAún no hay calificaciones
- Const PrimDocumento22 páginasConst PrimMiriam VazquezAún no hay calificaciones
- Evaluacion de BiologíaDocumento2 páginasEvaluacion de Biologíaclauxibe26100% (1)
- Discromia Por HidroquinonaDocumento3 páginasDiscromia Por HidroquinonalalobitaAún no hay calificaciones
- Preparación de Una Pasta Cerámica para La Fabricación de CrisolesDocumento2 páginasPreparación de Una Pasta Cerámica para La Fabricación de CrisolesDaniela Vm100% (1)
- Tablero ElectricoDocumento42 páginasTablero ElectricoLENIN GAMARRA100% (1)
- Membrana PlasmáticaDocumento20 páginasMembrana PlasmáticaJr EscobarAún no hay calificaciones
- Dieta Medicinal Mauricio SaraviaDocumento4 páginasDieta Medicinal Mauricio SaraviaMauricio SaraviaAún no hay calificaciones
- Programa Medicina Legal 2018Documento4 páginasPrograma Medicina Legal 2018Cesar Arriagada LopezAún no hay calificaciones
- UltrasonidoDocumento5 páginasUltrasonidocamilo vasquezAún no hay calificaciones
- Convocatoria479 PDFDocumento167 páginasConvocatoria479 PDFfernandoAún no hay calificaciones
- Medidas y Normas de Seguridad en El Laboratorio de QuímicaDocumento3 páginasMedidas y Normas de Seguridad en El Laboratorio de QuímicaFrank Roldan CalipuyAún no hay calificaciones
- Virologia Veterinaria - LibroDocumento275 páginasVirologia Veterinaria - LibroEli Camarena100% (1)
- Solemne Geriatría 202320Documento11 páginasSolemne Geriatría 202320wolfan69Aún no hay calificaciones
- Tema 4Documento8 páginasTema 4Brigitte MorenoAún no hay calificaciones
- Infografia Sobre AgroecologiaDocumento3 páginasInfografia Sobre AgroecologiaNichols IcabaruAún no hay calificaciones