Este documento presenta 4 casos de estudio sobre el cálculo de métricas de eficiencia operativa como el índice de disponibilidad, rendimiento, calidad y OEE en diferentes empresas. Se pide calcular estas métricas, identificar tipos de pérdidas y proporcionar datos clave de cada caso de estudio.
Este documento presenta 4 casos de estudio sobre el cálculo de métricas de eficiencia operativa como el índice de disponibilidad, rendimiento, calidad y OEE en diferentes empresas. Se pide calcular estas métricas, identificar tipos de pérdidas y proporcionar datos clave de cada caso de estudio.
Este documento presenta 4 casos de estudio sobre el cálculo de métricas de eficiencia operativa como el índice de disponibilidad, rendimiento, calidad y OEE en diferentes empresas. Se pide calcular estas métricas, identificar tipos de pérdidas y proporcionar datos clave de cada caso de estudio.
Este documento presenta 4 casos de estudio sobre el cálculo de métricas de eficiencia operativa como el índice de disponibilidad, rendimiento, calidad y OEE en diferentes empresas. Se pide calcular estas métricas, identificar tipos de pérdidas y proporcionar datos clave de cada caso de estudio.
Descargue como PDF, TXT o lea en línea desde Scribd
Descargar como pdf o txt
Está en la página 1/ 3
GUIA DE EJERCICIOS
1. Calcular el OEE del mes (30 días), en una empresa dedicada a inyectar válvulas. La empresa trabaja 3 turnos y cuenta con dos inyectores; adicionalmente, se determinó por planeación, no trabajar ninguno de los cuatro domingos de dicho mes y se tienen los siguientes registros:
Concepto Unidad Datos
Inyector A Inyector B Duración de cada turno Horas 8 Cambios de referencia en el mes Minutos 2160 1860 Descanso de alimentación por turno Horas 0,5 Parada por mantenimiento programado Minutos 960 960 Parada por daño en el equipo Horas 6 4 Capacidad ideal Piezas/minuto 10 2 Producción fabricada Piezas 311620 60660 Rechazos por no calidad Piezas 3600 960
a) Calcular los índices de disponibilidad, rendimiento y calidad total de planta (no de
cada inyectora) del mes (55%). b) Calcular el OEE total de planta (no de cada inyectora) del mes (5%). c) Calcular los tipos de perdidas (clasificadas dentro de las 16), en unidades para dicho mes. (15%).
𝑇𝑖𝑒𝑚𝑝𝑜 𝑟𝑒𝑎𝑙 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑜
𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 = 𝑥 100 𝑇𝑖𝑒𝑚𝑝𝑜 𝑡𝑒ó𝑟𝑖𝑐𝑜 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑜
(𝑇𝑖𝑒𝑚𝑝𝑜 𝑡𝑒ó𝑟𝑖𝑐𝑜 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑜 ) − (𝑇𝑖𝑒𝑚𝑝𝑜 𝑝𝑒𝑟𝑑𝑖𝑑𝑜)
𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 = 𝑥 100 𝑇𝑖𝑒𝑚𝑝𝑜 𝑡𝑒ó𝑟𝑖𝑐𝑜 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑜 2. Una fábrica de baldosas cerámicas, realiza éstas, a través de 2 prensas, las cuales trabajaron el día de ayer los tres turnos de 8 horas cada uno.
La prensa N°1 posee dos cavidades del formato 50x50 (cm) y es para trabajar a 10 ciclos por minuto, pero ayer lo hizo a 9 ciclos durante todo el día, debido a una avería que se presentó y la cual tardo 30 minutos en ser reparada.
La prensa N°2 posee 3 cavidades del mismo formato 50x50 (cm) y es para trabajar a 12 ciclos por minutos, pero ayer lo hizo a 8 ciclos durante todo el día, debido al estado de deterioro en el cual se encuentra; adicionalmente, se programó en esta prensa N°2, una reunión con el personal para informales sobre las estrategias a desarrollar por la empresa, la cual tardó 2 horas.
Cada prensa hay que pararla en 2 ocasiones en cada turno, para realizarle una limpieza al molde, tardando 5 minutos en cada parada. Al final del día, la prensa uno tuvo 232 piezas malas y la prensa dos tuvo 864 malas. En cada turno, se le concede al operador media hora para alimentación, tiempo durante el cual hay que detener el equipo.
a) Calcular los índices de disponibilidad, rendimiento y calidad de cada prensa
(45%). b) Calcular el OEE de cada prensa (5%). c) Calcular el índice de disponibilidad, rendimiento y calidad de la empresa (10%). d) Calcular el OEE de la empresa (10%). e) Calcular y clasificar los tipos de pérdidas en unidades. (15%)
𝑇𝑖𝑒𝑚𝑝𝑜 𝑟𝑒𝑎𝑙 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑜
𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 = 𝑥 100 𝑇𝑖𝑒𝑚𝑝𝑜 𝑡𝑒ó𝑟𝑖𝑐𝑜 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑜
(𝑇𝑖𝑒𝑚𝑝𝑜 𝑡𝑒ó𝑟𝑖𝑐𝑜 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑜)−(𝑇𝑖𝑒𝑚𝑝𝑜 𝑝𝑒𝑟𝑑𝑖𝑑𝑜)
𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 = 𝑥 100 𝑇𝑖𝑒𝑚𝑝𝑜 𝑡𝑒ó𝑟𝑖𝑐𝑜 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑜 3. Datos de una fábrica de cajas de empaque. • Se trabaja 24 horas por día y 7 días a la semana en 2 turnos. • Se tienen en el mes 60 paros cortos de 2 minutos, para el cambio de la bobina de alimentación del polipropileno. • La fábrica suspendió la producción para realizar un mantenimiento durante 6 horas. • Hubo 2 fallas en equipos: la primera tardó 1,5 horas y la segunda 30 minutos. • Se dan 30 minutos por turno para alimentación. • La planta tiene una velocidad máxima de producción de 2 unidades por minuto y la fábrica tuvo en los 30 días del mes una producción total de 38542 unidades buenas. • 1458 unidades presentaban defectos, lo que no permitía su comercialización.
a) Calcular los tipos de perdidas (parada, rendimiento y defectos) en unidades.
b) Calcular los índices de disponibilidad, rendimiento y calidad. c) Calcular el OEE
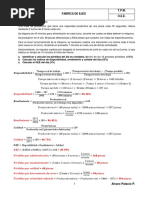
4. Datos de una fábrica de ejes:
Una línea de producción que tiene una capacidad productiva de una pieza cada 30 segundos, labora mediante 3 turnos de 8 horas cada uno. Se dispone de 40 minutos para alimentación en cada turno, durante los cuales se debe detener la máquina. Se produjeron en el día, 68 piezas defectuosas y 2004 piezas que cumplen con todas las especificaciones. Para un buen funcionamiento de la máquina, es necesario realizar una lubricación a la misma cada 4 horas (dos veces en el turno), tardando en promedio 7 minutos en cada una de dichas actividades. Adicionalmente, se requiere cambiar por desgaste la herramienta de corte en cada uno de los turnos, lo que implica un tiempo de 15 minutos al inicio del mismo.
a) Identificar y calcular las pérdidas del día en unidades, dentro de las 16 grandes pérdidas. b) Calcular los índices de disponibilidad, rendimiento y calidad del día. c) Calcular el OEE del día.