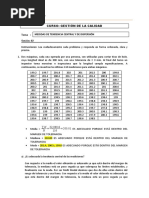
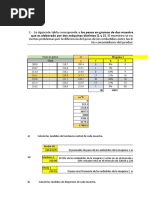
Histogramas Cristobal Jimenez
Histogramas Cristobal Jimenez
Descargar como xlsx, pdf o txt
También podría gustarte
- Steven Pressfield - Do The WorkDocumento99 páginasSteven Pressfield - Do The WorkEmerson100% (1)
- Guía para la resolución de problemas de electromagnetismo. Problemas resueltosDe EverandGuía para la resolución de problemas de electromagnetismo. Problemas resueltosAún no hay calificaciones
- Actividad Semana 7 - Guia Estadistica DescriptivaDocumento32 páginasActividad Semana 7 - Guia Estadistica DescriptivaAbigail UrquillaAún no hay calificaciones
- en Una Empresa Que Se Dedica A Procesar y Envasar ArenasDocumento5 páginasen Una Empresa Que Se Dedica A Procesar y Envasar Arenasnicole viteriAún no hay calificaciones
- Trabajo de Control de Procesos... Lagos Peralta RusmaelDocumento8 páginasTrabajo de Control de Procesos... Lagos Peralta RusmaelHernan LagosAún no hay calificaciones
- Ejercicios 1Documento29 páginasEjercicios 1Andrea AleManAún no hay calificaciones
- Tarea de Calidad Aplicada A La Gestion Empresarial 2Documento15 páginasTarea de Calidad Aplicada A La Gestion Empresarial 2ARACELI CALIXTO JIMENEZAún no hay calificaciones
- CASO GARYEL - Histograma Gu-35-10-Nr - v2Documento1 páginaCASO GARYEL - Histograma Gu-35-10-Nr - v2Patty VivasAún no hay calificaciones
- HistogramaDocumento4 páginasHistogramaaux comercial Johana DeavilaAún no hay calificaciones
- Tarea de Control Estadistico de CalidadDocumento25 páginasTarea de Control Estadistico de CalidadDaniel Castillo AnchivilcaAún no hay calificaciones
- 2° ParcialDocumento22 páginas2° ParcialValentina Sanabria camperosAún no hay calificaciones
- Calidad Ejercicios 10 y 11Documento22 páginasCalidad Ejercicios 10 y 11Angel CyAún no hay calificaciones
- Continuar Lo Que Falta Practica Campo2Documento7 páginasContinuar Lo Que Falta Practica Campo2Carlos Enrique Monsefu AlvarezAún no hay calificaciones
- Práctica de Campo 02Documento11 páginasPráctica de Campo 02Carlos Enrique Monsefu AlvarezAún no hay calificaciones
- Jordy 7A MANUFAC ESBELTA TRABAJO - Acceso DirectoDocumento67 páginasJordy 7A MANUFAC ESBELTA TRABAJO - Acceso DirectoAlan GarcíaAún no hay calificaciones
- Ejercicio 2Documento5 páginasEjercicio 2Ricardo Alcántara ReyesAún no hay calificaciones
- Memoria DescriptivaFcaudalDocumento19 páginasMemoria DescriptivaFcaudalNicole Atencia RosasAún no hay calificaciones
- Actividad de DispersiónDocumento14 páginasActividad de DispersiónAnderson AricapaAún no hay calificaciones
- Tarea 2Documento2 páginasTarea 2Fernanda LópezAún no hay calificaciones
- Diametros Parcela 4Documento4 páginasDiametros Parcela 4Nayeli Olivares TorresAún no hay calificaciones
- Práctica Herramientas Estadísticas - M1 - U1Documento13 páginasPráctica Herramientas Estadísticas - M1 - U1Berenice ContrerasAún no hay calificaciones
- Practica 5 Dispos FinalDocumento6 páginasPractica 5 Dispos Finali3003iAún no hay calificaciones
- ExtraDocumento3 páginasExtraRikardo VergaraAún no hay calificaciones
- Sesión 14 Gestión de La CalidadDocumento5 páginasSesión 14 Gestión de La Calidadlizbeth obregon julcaAún no hay calificaciones
- T.G. - C.C. Proc. Quimicos OrganicosDocumento44 páginasT.G. - C.C. Proc. Quimicos OrganicosJACKELINE DANIELA CHATI AGUILARAún no hay calificaciones
- Deber1.1 4433Documento4 páginasDeber1.1 4433Johnny Ax100% (1)
- Analisis Descriptivo Estadistica Aplicada - DayarisDocumento14 páginasAnalisis Descriptivo Estadistica Aplicada - Dayarisdayaris navarroAún no hay calificaciones
- Ejercicios Unidad 1Documento6 páginasEjercicios Unidad 1Pedro CasaverdeAún no hay calificaciones
- Taller Graficas y Medidas de Tendencia CentralDocumento49 páginasTaller Graficas y Medidas de Tendencia CentralAnderson AricapaAún no hay calificaciones
- Granulometría GravaDocumento18 páginasGranulometría GravaSEBASTIAN MELOAún no hay calificaciones
- Copia de Talleres Histograma Sin ResolverDocumento13 páginasCopia de Talleres Histograma Sin ResolverFrancisco ParralesAún no hay calificaciones
- Caso Práctico 1Documento6 páginasCaso Práctico 1America OstosAún no hay calificaciones
- Práctica 01 - Cartas de Control de VariablesDocumento12 páginasPráctica 01 - Cartas de Control de VariablesRickert Osbert Vasquez SanchezAún no hay calificaciones
- Práctica de Campo 04Documento5 páginasPráctica de Campo 04Adrian Briones CachiAún no hay calificaciones
- CURVAS DE NIVEL (200 A 220 Palmares)Documento3 páginasCURVAS DE NIVEL (200 A 220 Palmares)HACKER HACKERAún no hay calificaciones
- Ejercicios Unidad 4Documento13 páginasEjercicios Unidad 4Vanesa Lavilla AlvarezAún no hay calificaciones
- TALLER - Graficas de Control XRDocumento1 páginaTALLER - Graficas de Control XRViviana GarzonAún no hay calificaciones
- Actividad 7..Documento5 páginasActividad 7..Gabriel García Oliveros100% (1)
- Juntas de Expansion - Ficha TecnicaDocumento6 páginasJuntas de Expansion - Ficha TecnicaJavier ListeAún no hay calificaciones
- Ejercicio de Graficas X R y Capacidad TareaDocumento13 páginasEjercicio de Graficas X R y Capacidad TareaDeiver VisbalAún no hay calificaciones
- Practica de HIstograma Y ParetoDocumento51 páginasPractica de HIstograma Y ParetoAndriw MarizanAún no hay calificaciones
- Estación Colcha K y Abra de MapaDocumento30 páginasEstación Colcha K y Abra de MapaNico CordovichAún no hay calificaciones
- Ejercicios Resueltos Del Capitulo 4Documento8 páginasEjercicios Resueltos Del Capitulo 4QWERTY0% (5)
- UntitledDocumento19 páginasUntitledJose Carlos Reyes BarrientosAún no hay calificaciones
- Grafico de FrecuenciaDocumento6 páginasGrafico de FrecuenciaYurani Muñoz ossaAún no hay calificaciones
- Estadística GeneralDocumento13 páginasEstadística GeneralJhon PeñaAún no hay calificaciones
- Tonelaje de Camiones 01-11-2023 Turno NocheDocumento4 páginasTonelaje de Camiones 01-11-2023 Turno NocheChristian Villalobos NuñezAún no hay calificaciones
- Metodo de Ensayo Estandar para El Uso de Penetrometro Dinamico de Cono en Estructuras de Pavimento Astm D 6951-03Documento1 páginaMetodo de Ensayo Estandar para El Uso de Penetrometro Dinamico de Cono en Estructuras de Pavimento Astm D 6951-03Gonzalo Mendez ZuazoAún no hay calificaciones
- Depositos y Decantadores W-TankDocumento16 páginasDepositos y Decantadores W-TankABC - Angela GomezAún no hay calificaciones
- Fase 5 Tecnicas de PronosticoDocumento10 páginasFase 5 Tecnicas de PronosticoUNADAún no hay calificaciones
- Practica 2-Lab MecMtrlsDocumento2 páginasPractica 2-Lab MecMtrlsGonzalo Gael Alanis MtzAún no hay calificaciones
- Dise o de Mezcla Asfaltica en Caliente Por La Metodologia Marshall PDFDocumento3 páginasDise o de Mezcla Asfaltica en Caliente Por La Metodologia Marshall PDFJuan Carlos Corzo MendezAún no hay calificaciones
- Resultados para La Determinación de La Velocidad de Sedimentación Del Sulfato de BarioDocumento7 páginasResultados para La Determinación de La Velocidad de Sedimentación Del Sulfato de BariokatyAún no hay calificaciones
- Reforzamiento Examen FinalDocumento2 páginasReforzamiento Examen FinalEdu QuispeAún no hay calificaciones
- Taller 2 CalidadDocumento7 páginasTaller 2 CalidadMichael Steven ReyesAún no hay calificaciones
- Ejercicio N°1Documento2 páginasEjercicio N°1catainaAún no hay calificaciones
- Estadística DescriptivaDocumento5 páginasEstadística Descriptivajose carlos lozano lizardiAún no hay calificaciones
- USB-ITPAK User's Manual (Japanese)Documento264 páginasUSB-ITPAK User's Manual (Japanese)himanshuAún no hay calificaciones
- Tarea Cartas de ControlDocumento7 páginasTarea Cartas de ControlSalvador MartínezAún no hay calificaciones
- Estudio de la inyección diésel mediante la medida del flujo de cantidad de movimiento del chorroDe EverandEstudio de la inyección diésel mediante la medida del flujo de cantidad de movimiento del chorroCalificación: 4.5 de 5 estrellas4.5/5 (4)
- QUATREMÈRE DE QUINCY, A. - Diccionario de ArquitecturaDocumento33 páginasQUATREMÈRE DE QUINCY, A. - Diccionario de ArquitecturaLOGAN LEYTONAún no hay calificaciones
- Tema 3 Ho PonopomoDocumento15 páginasTema 3 Ho PonopomoLUIS GRANADILLO RODRIGUEZAún no hay calificaciones
- Reseña de - Evaluación Psicodeportológica. 30 Test Psicométricos y Proyectivos - de Roffé, M.Documento6 páginasReseña de - Evaluación Psicodeportológica. 30 Test Psicométricos y Proyectivos - de Roffé, M.Melissa Yanet BlancoAún no hay calificaciones
- Manual PENSAMIENTO - SOCIAL - CRISTIANODocumento256 páginasManual PENSAMIENTO - SOCIAL - CRISTIANOjose maria fernandez delgado tomas100% (1)
- La Psicología HumanistaDocumento1 páginaLa Psicología HumanistaCristabel anahi Jara ramosAún no hay calificaciones
- Tiempo de Fiesta - Honorio VelascoDocumento3 páginasTiempo de Fiesta - Honorio VelascoJuan_MoraCAún no hay calificaciones
- 3er Seminario EMPIRISMO Y CIENCIADocumento6 páginas3er Seminario EMPIRISMO Y CIENCIAogafmjprsAún no hay calificaciones
- Dimensiones de La Metodologia de Investigacion PDFDocumento8 páginasDimensiones de La Metodologia de Investigacion PDFTito CastilloAún no hay calificaciones
- GLOSARIO EticaDocumento5 páginasGLOSARIO EticaThekingofechii GongAún no hay calificaciones
- Lia Fernandez 08 Ficha Redacción - EnsayoDocumento6 páginasLia Fernandez 08 Ficha Redacción - EnsayoFERNANDEZ PANDURO LIA MELISSAAún no hay calificaciones
- La Imagen de La CiudadDocumento73 páginasLa Imagen de La CiudadFernanda Hope100% (3)
- Unidad 4 Cuadro ComparativoDocumento6 páginasUnidad 4 Cuadro Comparativomaria luisa martinez de guedezAún no hay calificaciones
- Formato Plan de Tesis 2020-1Documento3 páginasFormato Plan de Tesis 2020-1HitaruContrerasAún no hay calificaciones
- Tarea 6 de Teoria de La Personalidad.Documento7 páginasTarea 6 de Teoria de La Personalidad.Bielka Altagracia Santiago AcostaAún no hay calificaciones
- Pedagogia Del Adobe Notas Cap. 1-2Documento2 páginasPedagogia Del Adobe Notas Cap. 1-2Edwin Chicho RealmAún no hay calificaciones
- LECTURA 1 - Planteamiento Del ProblemaDocumento4 páginasLECTURA 1 - Planteamiento Del ProblemaJosé Luis Alcalá BlancoAún no hay calificaciones
- Jehú Anguiano: ¿Por Qué Me Enamoré de Ti?Documento8 páginasJehú Anguiano: ¿Por Qué Me Enamoré de Ti?jehuanguiano403Aún no hay calificaciones
- Actividades NeoclasicismoDocumento11 páginasActividades NeoclasicismoAitana GarridoAún no hay calificaciones
- ECONOMIADocumento18 páginasECONOMIAjorgelguerraAún no hay calificaciones
- Problematizar Ricardo Sanchez Puentes PresentaciónDocumento12 páginasProblematizar Ricardo Sanchez Puentes PresentaciónDaliaEvelyn100% (1)
- Resumen Introduccion A La Administracion de ChiavenatoDocumento52 páginasResumen Introduccion A La Administracion de ChiavenatoRaquel Gonzalez100% (2)
- Aprendiendo A Administrarnos A Nosotros MismosDocumento4 páginasAprendiendo A Administrarnos A Nosotros Mismosmicavalen1100% (1)
- Etapas de La Psicologia en ArequipaDocumento22 páginasEtapas de La Psicologia en ArequipaPAUL ALEJANDRO CARAZAS MEZA100% (1)
- 1 Guia Del Libro - La Selva de Los NumerosDocumento7 páginas1 Guia Del Libro - La Selva de Los NumerosMónicaMaríaTrianaMuñozAún no hay calificaciones
- Decálogo ProfesionalDocumento6 páginasDecálogo ProfesionaljonathanAún no hay calificaciones
- Tabla Traducción Textos PlatónDocumento2 páginasTabla Traducción Textos PlatónAlba SanchezAún no hay calificaciones
- Los Agujeros Negros Capitulo 3Documento6 páginasLos Agujeros Negros Capitulo 3Diana CardonaAún no hay calificaciones
- Sobre Anfitrion de GirardouxDocumento20 páginasSobre Anfitrion de GirardouxMelina JuradoAún no hay calificaciones
- Diagrama de EstadosDocumento10 páginasDiagrama de EstadosEsther MinayaAún no hay calificaciones