Este documento describe los procesos de cementación de metales utilizados en la metalurgia. La cementación es un tratamiento térmico que carburiza la superficie de piezas de acero para darles mayor dureza sin afectar el núcleo. Existen tres métodos de cementación: sólido usando una mezcla de carbón y sales, líquido en baños de sales fundidas, y gaseoso inyectando hidrocarburos en un horno. La cementación es útil para piezas que requieran alta resistencia al desgaste en la superficie
0 calificaciones0% encontró este documento útil (0 votos)
46 vistas12 páginas
Este documento describe los procesos de cementación de metales utilizados en la metalurgia. La cementación es un tratamiento térmico que carburiza la superficie de piezas de acero para darles mayor dureza sin afectar el núcleo. Existen tres métodos de cementación: sólido usando una mezcla de carbón y sales, líquido en baños de sales fundidas, y gaseoso inyectando hidrocarburos en un horno. La cementación es útil para piezas que requieran alta resistencia al desgaste en la superficie
Este documento describe los procesos de cementación de metales utilizados en la metalurgia. La cementación es un tratamiento térmico que carburiza la superficie de piezas de acero para darles mayor dureza sin afectar el núcleo. Existen tres métodos de cementación: sólido usando una mezcla de carbón y sales, líquido en baños de sales fundidas, y gaseoso inyectando hidrocarburos en un horno. La cementación es útil para piezas que requieran alta resistencia al desgaste en la superficie
Este documento describe los procesos de cementación de metales utilizados en la metalurgia. La cementación es un tratamiento térmico que carburiza la superficie de piezas de acero para darles mayor dureza sin afectar el núcleo. Existen tres métodos de cementación: sólido usando una mezcla de carbón y sales, líquido en baños de sales fundidas, y gaseoso inyectando hidrocarburos en un horno. La cementación es útil para piezas que requieran alta resistencia al desgaste en la superficie
Descargue como DOCX, PDF, TXT o lea en línea desde Scribd
Descargar como docx, pdf o txt
Está en la página 1/ 12
INSTITUTO TECNOLÓGICO SUPERIOR DE CANANEA
INGENIERÍA EN MINERIA
METALURGIA
NOMBRE DE LOS ESTUDIANTES:
BERCINI VALLE NATALIA
PEDRAZA BENITEZ CESAR M.
SALAZAR MARTINEZ JOSE A.
DOCENTE: ING. MERARI JOCHEBED MARTINEZ A.
CANANEA, SONORA FECHA: 07 DE MAYO DE 2023
1 INTRODUCCION
La metalurgia es la técnica de la extracción y transformación de los metales a partir de los
minerales metálicos y no metálicos para su uso. También se encarga de la producción de aleaciones (propiedades y estructuras químicas, físicas y atómicas para formar mezclas de metales y los principios por los cuales éstos se combinan para lograrlas), del control de calidad de los procesos vinculados y la corrosión. Habitualmente se contrapone la metalurgia como ciencia a los métodos de laboratorio, por su vertiente comercial (es decir, porque es una técnica que persigue con los metales fines de uso comercial).
Ahora bien, cuando hablamos de la metalurgia, existe un proceso llamado cementado de
metales. El mismo es de gran importancia conocer para qué sirve y cuál es su función. Algo digno de hacer mención es que, la cementación de metales es de suma importancia dentro de la industria metalmecánica, siendo de gran repercusión saber su significado para la producción en la sociedad y para qué sirve. Esta trata de un tratamiento que consta de carburar algún metal, como el acero o hierro por medio de la termoquímica. Dicho material se rodea con una capa de material carburante y se lleva a una determinada temperatura. Para que ocurra la cementación y así se modifique la estructura y composición del metal en cuestión. Conociendo la definición de la cementación de metales, debemos saber para qué sirve mencionado proceso. El objetivo principal de este tipo de cementación es el de modificar la estructura de algún mineral base como lo es hierro, esto para darle características únicas y distintos usos. Ya sea proporcionarle una mayor resistencia o fragilidad al metal manipulado. Además de ello, se puede usar en muchas áreas, por mencionar la medicina, la automotriz, la biomecánica y demás. Ya que las aleaciones como lo es el acero anti- oxidación o la fibra de carbono pueden ser usadas para la fabricación de marcos, prótesis, entre otros. Algunas piezas, como las superficies de barcos o tuberías que están en contacto con agua, se les coloca una protección catódica, aunque aquí se emplean procesos de electroquímica.
2 OBJETIVO
El templado y revenido proporcionan dureza a la pieza, pero también fragilidad. Por el
contrario, si no se templa el material no tendrá la dureza suficiente y se desgastará. Para conservar las mejores cualidades de los dos casos se utiliza la cementación. La cementación tiene por objeto endurecer la superficie de una pieza sin modificación del núcleo, dando lugar así a una pieza formada por dos materiales, la del núcleo de acero con bajo índice de carbono, tenaz y resistente a la fatiga, y la parte de la superficie, de acero con mayor concentración de carbono, más dura, resistente al desgaste y a las deformaciones, siendo todo ello una única pieza compacta. La cementación consiste en recubrir las partes a cementar de una materia rica en carbono, llamada cementante, y someterla durante varias horas a altas temperatura (1000°C). En estas condiciones, el carbono irá penetrando en la superficie que recubre a razón de 0,1 a 0,2 mm por hora de tratamiento. La pieza así obtenida se le da el tratamiento térmico correspondiente, temple y revenido, y cada una de las dos zonas de la pieza, adquirirá las cualidades que corresponden a su porcentaje de carbono. En ocasiones se dan dos temples, uno homogéneo a toda la pieza y un segundo temple que endurece la parte exterior. La cementación encuentra aplicación en todas aquellas piezas que tengan que poseer gran resistencia al choque y tenacidad junto con una gran resistencia al desgaste, como es el caso de los piñones, levas, ejes, etc.
RESUMEN
Como resumen de este trabajo es comprender los procesos hidrometalúrgicos, a través
del cual se realizó una breve complementación teórica.
3 ABSTRACT
DESARROLLO
CEMENTACIÓN
La cementación es un tratamiento termoquímico que consiste en carburar una capa
superficial de una pieza de acero, rodeándola de un producto carburante y calentándola a una temperatura adecuada mediante difusión, modificando su composición, impregnando la superficie y sometiéndola a continuación a un tratamiento térmico, un temple y un revenido, quedando la pieza con buena tenacidad en el núcleo y con mucha dureza superficial.
El objetivo de la cementación es que en el templado del acero proporciona dureza a la
pieza, pero también fragilidad. Por el contrario, si no se templa el material no tendrá la dureza suficiente y se desgastará. Para conservar las mejores cualidades de los dos casos se utiliza la cementación, que endurece la superficie de la pieza sin modificación del núcleo, dando lugar así a una pieza formada por dos materiales, la del núcleo de acero con bajo índice de carbono, tenaz y resistente a la fatiga, y la parte de la superficie, de acero con mayor concentración de carbono, más dura, resistente al desgaste y a las deformaciones, siendo todo ello una única pieza compacta.
Consiste en recubrir las partes a cementar de una materia rica en carbono, llamada cementante, y someterla durante varias horas a altas temperatura de 900 °C. En estas condiciones es cuando tiene mayor capacidad de disolución el carbono, que irá penetrando en la superficie que recubre a razón de 0,1 a 0,2 milímetros por hora de
4 tratamiento. Una vez absorbido por la capa periférica del acero, comienza el proceso de difusión del carbono hacia el interior de la pieza (el espesor de la capa cementada depende de la temperatura y del tiempo que dure la operación). La pieza así obtenida se le da el tratamiento térmico correspondiente, de temple y revenido, y cada una de las dos zonas de la pieza, adquirirá las cualidades que corresponden a su porcentaje de carbono. En ocasiones se dan dos temples, uno homogéneo a toda la pieza y un segundo temple que endurece la parte exterior.
La cementación encuentra aplicación en todas aquellas piezas que tengan que poseer gran resistencia al choque y tenacidad junto con una gran resistencia al desgaste, como es el caso de los piñones, levas, ejes, etc.
Podemos diferenciar tres tipos de materiales cementantes:
• Sólidos.
• Líquidos.
• Gaseosos.
Sólidos. Para la cementación en medio sólido, las piezas limpias y libres de óxidos se colocan en la mezcla de cementación, dentro de cajas de chapas de acero soldadas y selladas. Estas cajas se cargan luego al horno de cementación, y se mantienen ahí durante varias horas a una temperatura entre 900°C y 950°C aproximadamente, hasta obtener la profundidad de la capa de difusión deseada. Como mezcla de cementación se puede utilizar la de 70 % a 80 % de carbón vegetal finalmente pulverizado, con un 20 % a 30 % de alguno de los siguientes carbonatos: carbonato de bario (BaCO3), carbonato de sodio (Na2CO3) o carbonato de potasio (K2CO3) que actúan como catalizador y que contribuyen al desprendimiento del carbono en estado elemental, necesario para la cementación. Para el sellaje de la tapa de la caja de cementación puede utilizarse una masilla hecha con arena de fundición mezclada con silicato de sodio (vidrio soluble).
5 Los equipos utilizados para la cementación sólida son cajas donde se cementa con mezcla cementante que rodea a la pieza en un recipiente cerrado, el cual se calienta a la temperatura adecuada durante el tiempo requerido y luego se enfría con lentitud. Este equipo no se presta para alta producción, siendo sus principales ventajas su economía, eficiencia y la no necesidad de una atmósfera preparada. En realidad, el agente cementante son los gases, que ésta pasta rodea al material que desprende cuando se calienta en el horno.
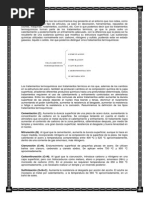
Líquidos. Para la cementación en medio líquido, las piezas se introducen en un baño de
sales fundidas a 950 °C aproximadamente, constituidas por una sal base generalmente cloruro o carbonato de sodio, con adición de una sal aportadora de carbono, cianuro de sodio o de potasio y de una sal activante, cloruro de bario, mezclados en porcentajes adecuados, según los resultados que se deseen obtener. La presencia de nitrógeno en los cianuros provoca también la formación de productos de reacción (nitruros) de elevada dureza, pero limitados a una finísima capa exterior.
Diferenciamos el baño o la cuba 1 y 5, la pieza 2, el cementante 3 y bases de sales 4.
6 Gaseosos. La cementación gaseosa necesita de un equipo especial más complicado y se aplica a la producción en masa de piezas cementadas. Esta cementación tiene ventajas considerables con respecto a la cementación en medio sólido y líquido, el proceso es dos o tres veces más rápido, la tecnología es menos perjudicial a la salud, y las propiedades del núcleo sin cementar resultan mejores debido al menor crecimiento del grano. El proceso se realiza en hornos especiales, en cuyo interior se inyecta como gas cementante algún hidrocarburo saturado tales como metano, butano, propano y otros. Al calentar a unos 900°C y 1000°C aproximadamente, se desprende el carbono elemental que cementa el acero. Por ejemplo, al calentar metano.
7 Los equipos utilizados para la cementación gaseosa son más eficientes y complejos que los anteriores, los ciclos son más controlados, el calentamiento más uniforme, es más limpio y requiere de menos espacio. La pieza se calienta en contacto con CO y/o un hidrocarburo, por ejemplo, alguna mezcla de gases que contenga butano, propano o metano, que fácilmente se descompone a la temperatura de cementación. El gas tiene una composición típica de: CO 20 %, H2 40 % y N2 40 %, pudiendo modificarse la composición de éste para controlar el potencial de carbono.
8 Aceros de cementación
Son apropiados para cementación los aceros de baja contenido de carbono, que conserven la tenacidad en el núcleo. El cromo acelera la velocidad de penetración del carbono. Los aceros al cromo níquel tienen buenas cualidades mecánicas y responden muy bien a este proceso. Una concentración de níquel por encima del 5 %, retarda el proceso de cementación. Según sean los requisitos de dureza y resistencia mecánica
9 existen varios tipos de aceros adecuados para recibir el tratamiento de cementación y posterior tratamiento térmico. Algunos ejemplos de aceros aptos para la cementación son:
Aceros para cementación al carbono. La cementación ser realiza entre 900°C y 950°C, el primer temple se realiza entre 875 °C y 925 °C en agua o aceite, el segundo temple se realiza entre 925 °C y 775 °C en agua, y el revenido a una temperatura máxima de 200 °C. Se utiliza para piezas poco cargadas y de espesor reducido, de poca responsabilidad y escasa tenacidad en el núcleo. Aceros para cementación al cromo-níquel (Cr-Ni) de 125kgf/mm2. Tiene una composición de cromo de 1 % y de níquel un 4,15 %. La cementación se realiza entre 850 °C y 900 °C, el primer temple entre 825 °C y 900 °C en aceite, el segundo temple se realiza entre 725 °C y 800 °C, y el revenido a una temperatura máxima de 200 °C. Se utiliza para piezas de gran resistencia en el núcleo y buena tenacidad. Elementos de máquinas y motores, engranajes, levas, etc.
Aceros para cementación al cromo-molibdeno (Cr-Mo) de 95 kgf/mm2. Tiene una
composición de cromo de 1,15 % y de molibdeno un 0,20 %. La cementación se realiza entre 875 °C y 950 °C, el primer temple se realiza entre 875 °C y 900 °C en aceite, el segundo temple se realiza entre 775 °C y 825 °C en aceite, y el revenido a una temperatura máxima de 200 °C. Se utiliza para piezas de automóviles y maquinaria de gran dureza superficial y núcleo resistente. Piezas que sufran gran desgaste y transmitan esfuerzos elevados, engranajes, levas, etc.
Aceros para cementación al cromo-níquel-molibdeno (Cr-Ni-Mo) de 135 kgf/mm2. Tiene
una composición de cromo de 0,65 %, de níquel un 4 %, y de molibdeno un 0,25 %. La cementación se realiza entre 850 °C y 950 °C, el primer temple se realiza entre 825 °C y 875 °C en aire o aceite, el segundo temple se realiza entre 725 °C y 775 °C en aceite, y el revenido a una temperatura máxima de 200 °C. Se utiliza para piezas de grandes dimensiones de alta resistencia y dureza superficial. Máquinas y motores de máxima responsabilidad., ruedas dentadas, etc.
10 Ventajas y desventajas de la cementación en metalurgia
El tratamiento de algún mineral dentro de la metalurgia, como la gran mayoría de
procesos, cuanta con una variedad de ventajas y desventajas, según el tipo de tratado, función y transformación que se le dé. A continuación, te mostraremos cuáles son las desventajas y ventajas de la cementación en metalurgia.
Desventajas: Se requiere de un mantenimiento y costeo por parte del combustible usado para calentar dichos materiales, además de tener en función el horno en el cual se trabaja el mineral. El mal tratamiento de la minería, en general, podría provocar que las piezas se vuelvan inutilizables y no se puedan reutilizar.
Ventajas: Se le otorga a la distinta minería que se está tratando con procesos como lixiviación. Añadiendo características únicas en su estructura como lo pueden ser mayor durabilidad, resistencia a la oxidación, que sea más liviano o pesado y demás. Es una industria que genera una gran cantidad de dinero debido a las grandes necesidades que cubre. Además de los distintos campos y significado que esta abarca hoy en día.
Características de la cementación en metalurgia
Se emplean químicos y polvos de cementación para modificar las
características de la minería. El horno debe de estar a una temperatura mínima de 900º para realizar los procesos de cementado y lixiviación.
Al enfriar una pieza, se requiere que este procedimiento sea lento para un correcto cementado.
11 Endurece la superficie de minerales, por mencionar el hierro, acero, cobre y demás.
CONCLUSIONES
BIBLIOGRAFIA
ASEA Metallurgy: Future Technology for Melting, Refining and Casting, Technical Symposium, 1983 ASEA Metalurgo: Horno-Cuchara ASEA-SKF para el Afino del Acero ASEA, Folleto AU 20-106 SP y otros, Edición 1, diciembre 1973, ASEA Industrial Division (Suecia) Feinman J. et al: Plasma Technology in Metallurgical Processing, Iron and Steel Society, Inc. Warrendle, Pensilvania, EE UU, 1987 Fruehan, R.J.: Ladle Metallurgy Principles and Practices, Iron and Steel Society BookCrafters Inc. (Chelsea, MI, USA), 1985 165 166 BIBLIOGRAFÍA García, C. et al: Aciaria e Refratários-81 (seminario, Associaçao Brasileira de Metais ABM, Sâo Paulo, 1981 Gaskell, D.: Introduction to Metallurgical Thermodynamics, McGraw-Hill Kokakusha Ltd.,1973 [16] Hodge, A.L.: AOD Today for Sainless Steel and Other Alloys in Europe and Worlwide, Union Carbide Belgium, Annual General Meeting of Jernkontoret, 1973