MEDIBLES
MEDIBLES
Descargar como docx, pdf o txt
También podría gustarte
- Caso Estudio Westover Electrical S.ADocumento2 páginasCaso Estudio Westover Electrical S.AWilfredo Ninasivincha0% (1)
- 11 Problema de Gestión Del MantenimientoDocumento48 páginas11 Problema de Gestión Del MantenimientoJesus Nizama50% (2)
- Unidad 4 - 18500712Documento20 páginasUnidad 4 - 18500712Fede CrusAún no hay calificaciones
- Calculador de MTBF y MTTRDocumento32 páginasCalculador de MTBF y MTTRArmando Rodríguez100% (1)
- 16 Perdidas e Indices de MttoDocumento10 páginas16 Perdidas e Indices de MttoRodriguez Millan100% (1)
- Efectividad de Planta OEEDocumento7 páginasEfectividad de Planta OEEHector Martinez Rubin CelisAún no hay calificaciones
- MANTENIMIENTODocumento5 páginasMANTENIMIENTOLeonel EugenioAún no hay calificaciones
- OEE Lean ManufacturingDocumento6 páginasOEE Lean ManufacturingJavier Bamac100% (1)
- Efectividad de Planta OEEDocumento8 páginasEfectividad de Planta OEEGlorneyAún no hay calificaciones
- EVALUACIÓN UNIDAD 4 - Administración Mantenimiento IndustrialDocumento2 páginasEVALUACIÓN UNIDAD 4 - Administración Mantenimiento Industrialdiana herreraAún no hay calificaciones
- 4.3 Calcular La Efectividad Global Del Equipo - 4.4 El Mantenimiento AutónomoDocumento21 páginas4.3 Calcular La Efectividad Global Del Equipo - 4.4 El Mantenimiento Autónomonahum rafel gonzalez lomeliAún no hay calificaciones
- Indicadores de La Gestión Del MantenimientoDocumento33 páginasIndicadores de La Gestión Del MantenimientoCristian Sandoval LlontopAún no hay calificaciones
- Primera Guia de Ejercicios MantenimientoDocumento39 páginasPrimera Guia de Ejercicios MantenimientoMoises Torres YesquenAún no hay calificaciones
- Tpm-Determinación de Los Tiempos Que Intervienen en El RendimientoDocumento41 páginasTpm-Determinación de Los Tiempos Que Intervienen en El Rendimientoluism921100% (1)
- Indices Kpi TMPDocumento20 páginasIndices Kpi TMPherediasanAún no hay calificaciones
- Sistemas de Mantenimiento Productivo Total (MPT) Tema4Documento17 páginasSistemas de Mantenimiento Productivo Total (MPT) Tema4luis100% (1)
- Actividad 4 CALCULAR LA EFECTIVIDAD MTTODocumento4 páginasActividad 4 CALCULAR LA EFECTIVIDAD MTTOsd-2022-02270Aún no hay calificaciones
- (Overall Equipment Efectiveness) : Efectividad Global Del EquipoDocumento63 páginas(Overall Equipment Efectiveness) : Efectividad Global Del EquipoEMMANUEL GIRON RIVERAAún no hay calificaciones
- S04 - s1 - Eficiencia Global de Equipo OEE - Las 6 Grandes PérdidasDocumento29 páginasS04 - s1 - Eficiencia Global de Equipo OEE - Las 6 Grandes Pérdidasluis sedanoAún no hay calificaciones
- Guía Examen 2 - MCMDocumento8 páginasGuía Examen 2 - MCMemiliotigrilloAún no hay calificaciones
- 6TPM (Autoguardado)Documento12 páginas6TPM (Autoguardado)JesusChumbipumaAún no hay calificaciones
- Indicadores de La Gestión Del MantenimientoDocumento33 páginasIndicadores de La Gestión Del MantenimientoLucila Villacorta100% (1)
- Concepto de Productividad Total Efectiva de Los EquiposDocumento21 páginasConcepto de Productividad Total Efectiva de Los EquiposAndresAún no hay calificaciones
- Trabajo OeeDocumento12 páginasTrabajo OeeBenito RomeroAún no hay calificaciones
- Indicadores de La Gestión Del MantenimientoDocumento32 páginasIndicadores de La Gestión Del Mantenimientojorge severinoAún no hay calificaciones
- Unidad INDICADORES DE MANTENIMIENTODocumento12 páginasUnidad INDICADORES DE MANTENIMIENTOJose Antonio Arenas VicencioAún no hay calificaciones
- Resumen MantenimientoDocumento10 páginasResumen MantenimientoGerard Phillippe LeguatAún no hay calificaciones
- 4.3 Calculo de La Efectividad Total Del EquipoDocumento11 páginas4.3 Calculo de La Efectividad Total Del EquipoSara Díaz100% (1)
- Eficiencia Global de Los EquiposDocumento6 páginasEficiencia Global de Los Equiposdielu14100% (1)
- Gestión de Mantenimiento Sem 11 - 2022Documento36 páginasGestión de Mantenimiento Sem 11 - 2022Luis Santiago100% (1)
- 4.1 TPMDocumento25 páginas4.1 TPMLizbeth Vazquez PeraltaAún no hay calificaciones
- MTBFDocumento32 páginasMTBFmarcalasanAún no hay calificaciones
- PerdidasDocumento11 páginasPerdidasWenceslao Galvan GuzmanAún no hay calificaciones
- 8a. - Las 6 G Peridas y La OEEDocumento6 páginas8a. - Las 6 G Peridas y La OEEPatrick P Rodriguez GrAún no hay calificaciones
- 3.2 Indicadores de Mantenimiento v0.1Documento126 páginas3.2 Indicadores de Mantenimiento v0.1César Eduardo Huaycho GutierrezAún no hay calificaciones
- Indicadores o Métricas en Matto IndustrialDocumento49 páginasIndicadores o Métricas en Matto IndustrialcarloshugoletyAún no hay calificaciones
- OEE - Optimizacion de La Produccion 2222Documento4 páginasOEE - Optimizacion de La Produccion 2222Stalyn CedeñoAún no hay calificaciones
- Actividad 8 TPMDocumento13 páginasActividad 8 TPMEmmanuel Alejandro Pereira garciaAún no hay calificaciones
- Investigación FMSDocumento30 páginasInvestigación FMSBrayanHernandezAún no hay calificaciones
- 2 Medicion de La Productividad de Los EquposDocumento10 páginas2 Medicion de La Productividad de Los EquposRubelinho PomaAún no hay calificaciones
- Actividad 3. Tipos de MantenimientoDocumento24 páginasActividad 3. Tipos de MantenimientoJesus Joel Castro Flores100% (1)
- Informeanteproyecto 140806140218 Phpapp02Documento20 páginasInformeanteproyecto 140806140218 Phpapp02karlos alvaradoAún no hay calificaciones
- Parte 2Documento34 páginasParte 2Jacqueline Orozco HernandezAún no hay calificaciones
- Gestion de EquiposDocumento30 páginasGestion de EquiposcarolinaAún no hay calificaciones
- Unidad 4Documento5 páginasUnidad 4Cesar PalacioAún no hay calificaciones
- Calculador de MTBF y MTTRDocumento8 páginasCalculador de MTBF y MTTRSouljah KhifferAún no hay calificaciones
- Mantenimiento PreventivoDocumento25 páginasMantenimiento PreventivoRODRIGO ALBERTO NUÑEZ CASTILLOAún no hay calificaciones
- Indicadores Gestiòn MantenimientoDocumento13 páginasIndicadores Gestiòn MantenimientoPablo PeñaAún no hay calificaciones
- Unidad Iv Sistemas de Mantenimiento Producivo TotalDocumento10 páginasUnidad Iv Sistemas de Mantenimiento Producivo TotalELSY JOSCELIN RODRIGUEZ CRUZAún no hay calificaciones
- Sistemas de Mantenimiento Productivo Total TPMDocumento16 páginasSistemas de Mantenimiento Productivo Total TPMMiguel Ángel Rosas GalindoAún no hay calificaciones
- Medición Del OEE en La Industria de Autopartes PDFDocumento7 páginasMedición Del OEE en La Industria de Autopartes PDFIsmael Romero BeltranAún no hay calificaciones
- Calculador de MTBF y MTTRDocumento4 páginasCalculador de MTBF y MTTRoarionIII50% (4)
- 3 Calculo de La Efectividad Del EquipoDocumento7 páginas3 Calculo de La Efectividad Del EquipoRubelinho PomaAún no hay calificaciones
- Indicadores de MantenimientoDocumento8 páginasIndicadores de Mantenimientojc.tito.c.3Aún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Calificación: 5 de 5 estrellas5/5 (1)
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialDe EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialCalificación: 1 de 5 estrellas1/5 (1)
- UF1129 - Costes de los procesos de mecanizadoDe EverandUF1129 - Costes de los procesos de mecanizadoAún no hay calificaciones
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- UF0163 - Mantenimiento básico de instalacionesDe EverandUF0163 - Mantenimiento básico de instalacionesAún no hay calificaciones
- Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109De EverandElaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Calificación: 3.5 de 5 estrellas3.5/5 (2)
- UF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosDe EverandUF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosAún no hay calificaciones
- Procedimiento para Operación de Las Centrales de GeneraciónDocumento9 páginasProcedimiento para Operación de Las Centrales de GeneraciónCristian GarcíaAún no hay calificaciones
- Guia de Estudio CRM-ALARDocumento27 páginasGuia de Estudio CRM-ALARLuis Sergio Diaz50% (2)
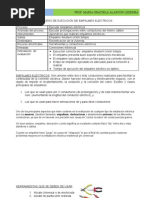
- EMPALMES ELECTRICOS 02 ResumenDocumento5 páginasEMPALMES ELECTRICOS 02 ResumenmarielaalarconAún no hay calificaciones
- Tesis Uroz Cervantes, Julia AMFECDocumento143 páginasTesis Uroz Cervantes, Julia AMFECMarlin HerdociaAún no hay calificaciones
- Curso de Mantenimiento de La Instrumentacion Pag 121 To 399Documento279 páginasCurso de Mantenimiento de La Instrumentacion Pag 121 To 399Jorge Rodríguez0% (1)
- P-Sa-87 Manejo de Patrones y Material de Referencia v1Documento8 páginasP-Sa-87 Manejo de Patrones y Material de Referencia v1Pineda Jesus100% (1)
- Base Datos Comerciantes Censodic Antioquia Parte1Documento534 páginasBase Datos Comerciantes Censodic Antioquia Parte1caro martinezAún no hay calificaciones
- Las Plataformas CAM y Su Importancia en La IndustriaDocumento2 páginasLas Plataformas CAM y Su Importancia en La IndustriaOziel Gutierrez CarranzaAún no hay calificaciones
- Rap5 - Evo2Documento7 páginasRap5 - Evo2Medina Johnson SigifredoAún no hay calificaciones
- Fabrica MDFDocumento3 páginasFabrica MDFAlexander CaruciAún no hay calificaciones
- Presostato KPDocumento20 páginasPresostato KPSanty Ron MendozaAún no hay calificaciones
- Puente Maria NievesDocumento7 páginasPuente Maria Nieves47823220miguelAún no hay calificaciones
- Facu IngenieriaDocumento44 páginasFacu IngenieriaPablo CicoraAún no hay calificaciones
- TORNILLOSDocumento13 páginasTORNILLOSGustavo Moreno AstoAún no hay calificaciones
- Guia Saint ProfessionalDocumento6 páginasGuia Saint ProfessionalfdatalineAún no hay calificaciones
- Historia de La UnimagDocumento67 páginasHistoria de La Unimagkaterine romoAún no hay calificaciones
- Cargadores John DeereDocumento31 páginasCargadores John DeereNelson Andrade Velasquez100% (2)
- Costos de CalidadDocumento3 páginasCostos de CalidadCristian OrtegaAún no hay calificaciones
- Ficha Técnica Clase GLA 2019Documento3 páginasFicha Técnica Clase GLA 2019Carlos Montes100% (1)
- Mision, Vision UCEDocumento3 páginasMision, Vision UCEThaliEspinozaAún no hay calificaciones
- Ejercicio ABC Tctos02 6mayo2022 CostosDocumento14 páginasEjercicio ABC Tctos02 6mayo2022 CostosMaria SalinasAún no hay calificaciones
- Aplicaciones Distribuidas I PDFDocumento102 páginasAplicaciones Distribuidas I PDFjosmarguitarAún no hay calificaciones
- Ejercicios Ruedas y Neumáticos - CuestionarioDocumento4 páginasEjercicios Ruedas y Neumáticos - CuestionarioMaestro DomingoAún no hay calificaciones
- Emulsion Asfaltica Sika PDSDocumento2 páginasEmulsion Asfaltica Sika PDSDon Mauri FlwAún no hay calificaciones
- Concepto de ManufacturaDocumento22 páginasConcepto de Manufacturakarlis-020Aún no hay calificaciones
- Informe de PasantiaDocumento21 páginasInforme de PasantiaOmaira FloresAún no hay calificaciones
- Proceso de Reengauchado PDFDocumento142 páginasProceso de Reengauchado PDFRomario FloresAún no hay calificaciones
- Balance de Masas Clase 2Documento18 páginasBalance de Masas Clase 2LupeLupitaPecheVillafaneAún no hay calificaciones
- Ppi 04 Soldadura ElementosDocumento1 páginaPpi 04 Soldadura ElementosCarlo LaraAún no hay calificaciones