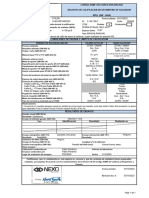
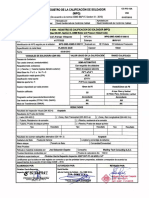
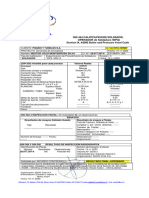
WPQ-SPM26-ST06-6G-21,3 Rev 0
WPQ-SPM26-ST06-6G-21,3 Rev 0
Descargar como pdf o txt
También podría gustarte
- Certificado Calificacion Soldador ASME IXDocumento1 páginaCertificado Calificacion Soldador ASME IXRjvPoquiAún no hay calificaciones
- Perforación de pozos petroleros en tierraDe EverandPerforación de pozos petroleros en tierraAún no hay calificaciones
- Formato Homologación SMAW 2014 - SYMEPDocumento2 páginasFormato Homologación SMAW 2014 - SYMEPErick OlavarriaAún no hay calificaciones
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- WPQ-SPM26-ST06-6G-168,3 Rev 0Documento1 páginaWPQ-SPM26-ST06-6G-168,3 Rev 0npellegrino.ncaAún no hay calificaciones
- LC-WPQ-01 (LC-519) FirmadoDocumento1 páginaLC-WPQ-01 (LC-519) FirmadoFrancis QuispeAún no hay calificaciones
- LC-WPQ-02 (LC-799)Documento1 páginaLC-WPQ-02 (LC-799)Francis Quispe100% (1)
- WPQ-W79-ID Carlos Garrido 6G - GTAWDocumento1 páginaWPQ-W79-ID Carlos Garrido 6G - GTAWsergioAún no hay calificaciones
- 9519-Q-PS-01 REV.B - Calificación Procedimiento de Soldadura PQR WPSDocumento94 páginas9519-Q-PS-01 REV.B - Calificación Procedimiento de Soldadura PQR WPSAbel muñoz cortesAún no hay calificaciones
- PQR HDP PN 16 160 MMDocumento4 páginasPQR HDP PN 16 160 MMminero01Aún no hay calificaciones
- WPQ QW484 B EspañolDocumento2 páginasWPQ QW484 B Españolgeny965809100% (1)
- PQR SDP 02Documento6 páginasPQR SDP 02Elvin Dante Vera VillanesAún no hay calificaciones
- WPS GtawDocumento2 páginasWPS Gtawdtech.qaAún no hay calificaciones
- 0302 Gms WPQ Maquisant 06 18 - Jose Paredes 6gDocumento1 página0302 Gms WPQ Maquisant 06 18 - Jose Paredes 6gNoemi ParedesAún no hay calificaciones
- WPQ-016 - Natividad Huaripata-Asme Ix - 2GDocumento2 páginasWPQ-016 - Natividad Huaripata-Asme Ix - 2GWilliam ŽfAún no hay calificaciones
- WPQ QW484 A EspañolDocumento2 páginasWPQ QW484 A Españolgeny965809100% (1)
- WPQ - Gtaw-SmawDocumento5 páginasWPQ - Gtaw-SmawHugo Ortega100% (2)
- CV Daniel Carrillo SantosDocumento6 páginasCV Daniel Carrillo SantossergioAún no hay calificaciones
- RM PQR 001Documento2 páginasRM PQR 001Valdez NGAún no hay calificaciones
- WPS AsmeDocumento3 páginasWPS AsmeDaniel ZapataAún no hay calificaciones
- 3 - Rcs WPQ 20 Smaw Nivel IDocumento3 páginas3 - Rcs WPQ 20 Smaw Nivel IHugo SegoviaAún no hay calificaciones
- WPQ Proyecto BaquedanoDocumento5 páginasWPQ Proyecto BaquedanoJonathan OlavarriaAún no hay calificaciones
- Flujo Gestion de CambiosDocumento2 páginasFlujo Gestion de CambiosPeter PittmanAún no hay calificaciones
- PQR Gmaw Abq 2021 01Documento2 páginasPQR Gmaw Abq 2021 01Javier PintoAún no hay calificaciones
- PQR 104Documento3 páginasPQR 104Jimmy SumamiAún no hay calificaciones
- Homologacion Se Soldadores y Procedimientos Segun ASMEDocumento3 páginasHomologacion Se Soldadores y Procedimientos Segun ASMEmlmodAún no hay calificaciones
- WPQ SMAW 6G-NHCh93-2023Documento2 páginasWPQ SMAW 6G-NHCh93-2023William ŽfAún no hay calificaciones
- 03.1calificacion de Soldador Javier Vega Bonilla FirmadoDocumento1 página03.1calificacion de Soldador Javier Vega Bonilla Firmadojavier ayalaAún no hay calificaciones
- 001-SGT-WPS-6G-SMAW-Rev.01xlsxDocumento2 páginas001-SGT-WPS-6G-SMAW-Rev.01xlsxVictor Hugo Tuanama GarciaAún no hay calificaciones
- Soldador CalificadoDocumento1 páginaSoldador CalificadoFelix BoyerAún no hay calificaciones
- PQR 105Documento3 páginasPQR 105Jimmy SumamiAún no hay calificaciones
- W-14 SPC-003Documento1 páginaW-14 SPC-003danielAún no hay calificaciones
- Wps Asme UniDocumento7 páginasWps Asme UniMatefermatAún no hay calificaciones
- MonelDocumento6 páginasMonelHectorAún no hay calificaciones
- Homolgacion 6g Victor VasquezDocumento1 páginaHomolgacion 6g Victor VasquezRuth TantaneAún no hay calificaciones
- UntitledDocumento32 páginasUntitledElvin Dante Vera VillanesAún no hay calificaciones
- Calificacion SOLDADORDocumento2 páginasCalificacion SOLDADORAnonymous tVXaV5ojAún no hay calificaciones
- Copia de WpsDocumento2 páginasCopia de WpsWilians Rosales ChavezAún no hay calificaciones
- Formato WPSDocumento3 páginasFormato WPSaurelio100% (1)
- Cog WPQ Asme 011 19 Prl33Documento1 páginaCog WPQ Asme 011 19 Prl33ERNESTO SALVADOR VALLE PELAEZAún no hay calificaciones
- WPQ AsmeDocumento8 páginasWPQ AsmeArmando JoyaAún no hay calificaciones
- WPS Gmaw Abq 2021 01Documento2 páginasWPS Gmaw Abq 2021 01Javier PintoAún no hay calificaciones
- Asme - 001 - Swps-Ac-Gmaw-001Documento2 páginasAsme - 001 - Swps-Ac-Gmaw-001eduardoAún no hay calificaciones
- PQR Asme Ix NDTWSDocumento2 páginasPQR Asme Ix NDTWSGherlin KuongAún no hay calificaciones
- WPS SmawDocumento2 páginasWPS Smawdtech.qaAún no hay calificaciones
- PQR Smaw 6gDocumento3 páginasPQR Smaw 6gFelix Rusbel Quisuruco GalvezAún no hay calificaciones
- Formato WpsDocumento2 páginasFormato WpsDiego Yoel Pampa MamaniAún no hay calificaciones
- PQR 004Documento8 páginasPQR 004arielxxvAún no hay calificaciones
- WPQ-franklin PinedaDocumento1 páginaWPQ-franklin Pinedafrancis alberto espinosa perezAún no hay calificaciones
- 2 - RCP PQR 20 p8 Gtaw Smaw Nivel IDocumento3 páginas2 - RCP PQR 20 p8 Gtaw Smaw Nivel IHugo SegoviaAún no hay calificaciones
- Jesus ADocumento1 páginaJesus APedro MartinezAún no hay calificaciones
- Califcacion Sold ARCODocumento1 páginaCalifcacion Sold ARCOkarito.c.c.kccAún no hay calificaciones
- Segundo Raymundo, Ylatoma Chavez (3G-4G) 2Documento27 páginasSegundo Raymundo, Ylatoma Chavez (3G-4G) 2Alex CutteAún no hay calificaciones
- 356-27-S-Asme-23 (Mansilla M 41)Documento2 páginas356-27-S-Asme-23 (Mansilla M 41)Hugo SegoviaAún no hay calificaciones
- PQR, WPS-HomologacionesDocumento6 páginasPQR, WPS-HomologacionesVictor Hugo Tuanama Garcia100% (1)
- 001-SGT-PQR-6G-SMAW-Rev.01Documento2 páginas001-SGT-PQR-6G-SMAW-Rev.01Victor Hugo Tuanama GarciaAún no hay calificaciones
- Guía del Contratista para Instalación de Tuberías de PVC con Empaque para Agua/ para AlcantarilladoDe EverandGuía del Contratista para Instalación de Tuberías de PVC con Empaque para Agua/ para AlcantarilladoAún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Montaje de soportes y ensamblaje de tuberías. FMEC0108De EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Calificación: 5 de 5 estrellas5/5 (1)
- Formato 12B - InfobrasDocumento12 páginasFormato 12B - InfobrasPAUL ESLEYTER CUEVA ALANGUIAAún no hay calificaciones
- GHSE-FELEC-TYT-31 Inspección Preoperacional Herramienta Menor - Obra CivilDocumento1 páginaGHSE-FELEC-TYT-31 Inspección Preoperacional Herramienta Menor - Obra CivilFERNEY TRIANAAún no hay calificaciones
- Captura de Pantalla 2023-09-21 A La(s) 2.18.47 P.M.Documento85 páginasCaptura de Pantalla 2023-09-21 A La(s) 2.18.47 P.M.Estefania RamirezAún no hay calificaciones
- Revolucion IndustrialDocumento3 páginasRevolucion IndustrialLina Maria LopezAún no hay calificaciones
- Historia de La Maquina de CoserDocumento2 páginasHistoria de La Maquina de CoserKeren Arango TaipeAún no hay calificaciones
- Ensayo Ceramicos WordDocumento66 páginasEnsayo Ceramicos WordEliana Gutierrez SantosAún no hay calificaciones
- Tema 6 Elementos Del Costo COSTOS INDIRECTOS DE FABRICACIONDocumento11 páginasTema 6 Elementos Del Costo COSTOS INDIRECTOS DE FABRICACIONgenesisAún no hay calificaciones
- Tuerca Moleteada Semana 4Documento9 páginasTuerca Moleteada Semana 4cristian crt98Aún no hay calificaciones
- Mapeo de Procesos (CorrecciónDocumento1 páginaMapeo de Procesos (Correcciónbyomar85Aún no hay calificaciones
- El Supervisor de ProducciónDocumento17 páginasEl Supervisor de Producciónjohansdtm100% (1)
- 4° Grado - PPT - Dia 13 de JunioDocumento15 páginas4° Grado - PPT - Dia 13 de JunioCristian Davila AdrianzenAún no hay calificaciones
- E Equipo Compacto AntivandálicoDocumento2 páginasE Equipo Compacto Antivandálicoer carvajalAún no hay calificaciones
- Alucobond RecubrimientoDocumento21 páginasAlucobond RecubrimientoOscarAún no hay calificaciones
- Tarea de Problemas HechoDocumento4 páginasTarea de Problemas HechoalexanderAún no hay calificaciones
- Procesos de Union y EnsambleDocumento18 páginasProcesos de Union y EnsambleJair Eduardo Santiago ZamoraAún no hay calificaciones
- Catalogo de Conceptos Dormitorio CampecheDocumento10 páginasCatalogo de Conceptos Dormitorio CampecheCarlos ProttAún no hay calificaciones
- Documento de Diego LunaDocumento43 páginasDocumento de Diego LunaDaniel Alaniz ReyesAún no hay calificaciones
- EP1b 1Documento1 páginaEP1b 1ERWIN MANUEL GONZALEZ GONZALEZAún no hay calificaciones
- Introducción Al CNC123Documento25 páginasIntroducción Al CNC123Juvan VEAún no hay calificaciones
- Po-Hdpe-Cen-03 Procedimiento Reparacion de Geomembrana Piscina de Agua de Recuperación 100.000 M3Documento13 páginasPo-Hdpe-Cen-03 Procedimiento Reparacion de Geomembrana Piscina de Agua de Recuperación 100.000 M3Daniela Cristina Valenzuela N.Aún no hay calificaciones
- Revolución IndustrialDocumento3 páginasRevolución IndustrialAna Sofía Díaz AldanaAún no hay calificaciones
- 2.11 Caracteristicas Especiales de Productos y ProcesosDocumento3 páginas2.11 Caracteristicas Especiales de Productos y ProcesosAngélica CardozaAún no hay calificaciones
- Método Shrikage StopingDocumento19 páginasMétodo Shrikage StopingDavid QHAún no hay calificaciones
- Ejercicios para La Clase - EstudiantesDocumento5 páginasEjercicios para La Clase - EstudiantesAleska RevillaAún no hay calificaciones
- TAREA APE No. 5Documento5 páginasTAREA APE No. 5Kiara Milady Riera CorreaAún no hay calificaciones
- Proceso de Fabricacion Del Vidrio y de PlasticosDocumento25 páginasProceso de Fabricacion Del Vidrio y de PlasticosDeivi Vàsquez PAún no hay calificaciones
- Pantojagt - Tarea 2 - Modulo 3Documento4 páginasPantojagt - Tarea 2 - Modulo 3Trankiz Pantoja GaytanAún no hay calificaciones
- Propiedades Mecanicas - HibbelerDocumento2 páginasPropiedades Mecanicas - HibbelerJuan Carlos Castañeda GutiérrezAún no hay calificaciones
- Diseño y Gestion de Plantas Industriales Grupo 03Documento23 páginasDiseño y Gestion de Plantas Industriales Grupo 03ervin manuel espinoza martinezAún no hay calificaciones
- Respuesta CiusDocumento57 páginasRespuesta CiusEdwin Lozano100% (1)