Informe Tecnico de Soldadura
Informe Tecnico de Soldadura
Descargar como docx, pdf o txt
También podría gustarte
- MCMD Mcmd-424 FormatoalumnotrabajofinalDocumento8 páginasMCMD Mcmd-424 FormatoalumnotrabajofinalJhon Wiliam Valladolid TorresAún no hay calificaciones
- JERINTHSON ESPINOZA SENATI Soldadura Tig ActividadDocumento3 páginasJERINTHSON ESPINOZA SENATI Soldadura Tig Actividadwilmer alfredoAún no hay calificaciones
- Msud Msud-601 ManualDocumento193 páginasMsud Msud-601 ManualRodmi Torres Peralta100% (1)
- Anexo1 05 Estructuras Metalicas Utp 2019 OkDocumento1 páginaAnexo1 05 Estructuras Metalicas Utp 2019 OkCarlos López GarcíaAún no hay calificaciones
- Carpinteria MetalicaDocumento14 páginasCarpinteria MetalicaAnatholy JuzgaAún no hay calificaciones
- Simbologia Aws. Ansi PDFDocumento45 páginasSimbologia Aws. Ansi PDFWilliam Chipana100% (1)
- Normas Codigos y Especificaciones de SoldaduraDocumento60 páginasNormas Codigos y Especificaciones de SoldaduraJose Puc Manzanilla100% (1)
- Acero DulceDocumento7 páginasAcero Dulcetadugx123Aún no hay calificaciones
- So7-Montaje de Una Estructura Metalica .Grupo 7.1Documento28 páginasSo7-Montaje de Una Estructura Metalica .Grupo 7.1RODRIGO ALMERCO DAMIAN100% (1)
- Tipos de CubiertasDocumento19 páginasTipos de CubiertasLuis Felipe Caro100% (1)
- ENCOFRADOSDocumento32 páginasENCOFRADOSneri100% (2)
- Caja de Valvula Nuevo OKDocumento1 páginaCaja de Valvula Nuevo OKRicardo AvilaAún no hay calificaciones
- Placas EstructuralesDocumento20 páginasPlacas EstructuralesCarlos Castro100% (5)
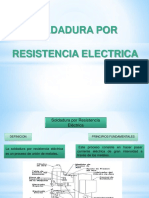
- Soldadura Por Resistencia EléctricaDocumento8 páginasSoldadura Por Resistencia Eléctricaarmando ortizAún no hay calificaciones
- Aceros EcuadorDocumento20 páginasAceros EcuadorRicardo C.Aún no hay calificaciones
- Materiales Empleados en Estructuras MetálicasDocumento253 páginasMateriales Empleados en Estructuras MetálicasDAVID PEREZ50% (2)
- Soldaduras en La ConstrucciónDocumento5 páginasSoldaduras en La ConstrucciónOscar Mauricio Acevedo PorrasAún no hay calificaciones
- Planos LAAT v1Documento6 páginasPlanos LAAT v1Victor JimenezAún no hay calificaciones
- Catalogo Barra Macalloy Estruc-De-Tension 460 y 520 PDFDocumento16 páginasCatalogo Barra Macalloy Estruc-De-Tension 460 y 520 PDFpruebaen2100% (1)
- El AceroDocumento82 páginasEl AceroLuis Ariel Urgiles CaleroAún no hay calificaciones
- Teoria Acero GalponDocumento11 páginasTeoria Acero GalponluisAún no hay calificaciones
- Posiciones de Soldadura David GuerraDocumento6 páginasPosiciones de Soldadura David GuerraDavid GuerraAún no hay calificaciones
- El Acero y Sus PropiedadesDocumento45 páginasEl Acero y Sus PropiedadesBlack CloverAún no hay calificaciones
- SistemaConstructivo MeroDocumento9 páginasSistemaConstructivo MeroAndres MontoyaAún no hay calificaciones
- K-Sistemas Prefabricados PesadosDocumento19 páginasK-Sistemas Prefabricados PesadosLucia MerlyAún no hay calificaciones
- El Abecedario de Rolado de PlacaDocumento6 páginasEl Abecedario de Rolado de PlacaCancio FlorezAún no hay calificaciones
- Ficha Técnica Aceros Grado Ingeniería 1020Documento2 páginasFicha Técnica Aceros Grado Ingeniería 1020Robinson murillo100% (1)
- Modulo 2 Fasciculo 5 Encofrar Viga Peraltada Hacer Armadura de Viga PDFDocumento60 páginasModulo 2 Fasciculo 5 Encofrar Viga Peraltada Hacer Armadura de Viga PDFBAYGOROAún no hay calificaciones
- Escalera de Caracol 1Documento4 páginasEscalera de Caracol 1Alexander Vasquez CabreraAún no hay calificaciones
- Símbología Planos de Estructuras s3Documento2 páginasSímbología Planos de Estructuras s3Stephani Poma ZegarraAún no hay calificaciones
- Soldadura SmawDocumento82 páginasSoldadura SmawLuis Bermúdez100% (2)
- Ensayo Soldadura GTAW 2Documento12 páginasEnsayo Soldadura GTAW 2Alex GonzálezAún no hay calificaciones
- Acero A36Documento6 páginasAcero A36Frack Starsky Coronel LeonAún no hay calificaciones
- Estructura MetálicaDocumento13 páginasEstructura MetálicaMaria Huaman AlbornozAún no hay calificaciones
- Buenas Practicas para La Construccion en Acero Edificacion Industrial PDFDocumento62 páginasBuenas Practicas para La Construccion en Acero Edificacion Industrial PDFAndres LeytonAún no hay calificaciones
- Tubería de AceroDocumento10 páginasTubería de Aceropol_aliagaAún no hay calificaciones
- Proyecto Estadio Maracana EspañolDocumento11 páginasProyecto Estadio Maracana EspañolBryan QuispeAún no hay calificaciones
- H.Simbologia Dist Parte 1 y 2Documento37 páginasH.Simbologia Dist Parte 1 y 2José Juan Jiménez AlejandroAún no hay calificaciones
- Nombre y Simbolos de PerfilesDocumento1 páginaNombre y Simbolos de PerfilesHugo ManzoAún no hay calificaciones
- Electrodos ÁcidosDocumento8 páginasElectrodos ÁcidosJuan Carlos Aguayo SuyAún no hay calificaciones
- Estructuras MetalicasDocumento15 páginasEstructuras MetalicasKaren Adriana Uribe SalcedoAún no hay calificaciones
- Cabellero EsDocumento83 páginasCabellero EsHugo Ferro CuellarAún no hay calificaciones
- Tipos de Estructuras MetálicasDocumento8 páginasTipos de Estructuras MetálicasNathalyValienteVillaAún no hay calificaciones
- Lectura e Interpretacion de Planos MetalicosDocumento94 páginasLectura e Interpretacion de Planos MetalicosEddy Amanda RuizAún no hay calificaciones
- Formas de Los CordonesDocumento32 páginasFormas de Los CordonesedsirgalAún no hay calificaciones
- Plan de TesisDocumento40 páginasPlan de Tesis25MAIKOLAún no hay calificaciones
- Tarea #04 Perfiles SoldadosDocumento3 páginasTarea #04 Perfiles SoldadosWILBERT CONCEPCION CURASI TACOAún no hay calificaciones
- Examen ConformadoDocumento3 páginasExamen ConformadoFrancoJavierYela0% (1)
- Lectura e Interpretacion de Planos de EstructurasDocumento46 páginasLectura e Interpretacion de Planos de EstructurasAngel Sullcaray IchpasAún no hay calificaciones
- PROCEDIMIENTO DE FABRICACION DE COLUMNAS Rev. 0 XXXDocumento7 páginasPROCEDIMIENTO DE FABRICACION DE COLUMNAS Rev. 0 XXXclaudio perez prietoAún no hay calificaciones
- Medidas, Control y Registros en Operaciones de SoldaduraDocumento42 páginasMedidas, Control y Registros en Operaciones de SoldaduraElmar CuellarAún no hay calificaciones
- Camara SepticaDocumento4 páginasCamara SepticaWilmerTrocheHpAún no hay calificaciones
- Normas Técnicas de Los Principales Aceros Según UsoDocumento3 páginasNormas Técnicas de Los Principales Aceros Según UsoArnold Aldair100% (1)
- Proceso FCAWDocumento34 páginasProceso FCAWJuan GranaraAún no hay calificaciones
- Tubos de CobreDocumento35 páginasTubos de CobreJorge FalcónAún no hay calificaciones
- Informe Tecnico de Soldadura, Ultimo.Documento38 páginasInforme Tecnico de Soldadura, Ultimo.maira soledad morales moralesAún no hay calificaciones
- Informe Tecnico de Soldadura, Ultimo.Documento38 páginasInforme Tecnico de Soldadura, Ultimo.maira soledad morales moralesAún no hay calificaciones
- Informe Soldadura UltimoDocumento33 páginasInforme Soldadura Ultimomaira soledad morales moralesAún no hay calificaciones
- Informe Soldadura UltimoDocumento34 páginasInforme Soldadura Ultimomaira soledad morales moralesAún no hay calificaciones
- Informe SoldaduraDocumento30 páginasInforme Soldaduramaira soledad morales moralesAún no hay calificaciones
- MFC401 U2 It1Documento4 páginasMFC401 U2 It1maira soledad morales moralesAún no hay calificaciones
- Informe Mecanica de FluidosDocumento9 páginasInforme Mecanica de Fluidosmaira soledad morales moralesAún no hay calificaciones
- Informe VentiladoresDocumento34 páginasInforme Ventiladoresmaira soledad morales moralesAún no hay calificaciones
- Informe SoldaduraDocumento30 páginasInforme Soldaduramaira soledad morales moralesAún no hay calificaciones
- Informe Soldadura UltimoDocumento34 páginasInforme Soldadura Ultimomaira soledad morales moralesAún no hay calificaciones
- Pauta ADF RCADocumento1 páginaPauta ADF RCAmaira soledad morales moralesAún no hay calificaciones
- Clase ADF 11Documento19 páginasClase ADF 11maira soledad morales moralesAún no hay calificaciones
- Reconstruir El Árbol VioletaDocumento2 páginasReconstruir El Árbol Violetamaira soledad morales moralesAún no hay calificaciones
- Presentacion de Quimica de La MaderaDocumento17 páginasPresentacion de Quimica de La MaderaCINTHIA YAMILETH VELÁSQUEZ PUERTO VELÁSQUEZ PUERTOAún no hay calificaciones
- Taller de Recuperacion Quimica 10º 2016Documento2 páginasTaller de Recuperacion Quimica 10º 2016Christopher WilliamsonAún no hay calificaciones
- Syllabus Tecnologia Del HormigonDocumento2 páginasSyllabus Tecnologia Del HormigonJorgeBravoG.Aún no hay calificaciones
- Microsoft Word - 2234S - R7 Valvula Retencion Clase 800Documento3 páginasMicrosoft Word - 2234S - R7 Valvula Retencion Clase 800Ali SucreAún no hay calificaciones
- Lista de EPP Con Su Respectiva Norma PDFDocumento3 páginasLista de EPP Con Su Respectiva Norma PDFluenguna_21Aún no hay calificaciones
- IsomerizadoraDocumento48 páginasIsomerizadoraDayito CárdenasAún no hay calificaciones
- Diseño de AlcantarillaDocumento14 páginasDiseño de AlcantarillaPedro InfantesAún no hay calificaciones
- ACU AdicionalesDocumento90 páginasACU AdicionalesJhonatan HuesaAún no hay calificaciones
- Acuerdo Gubernativo 164-2021Documento3 páginasAcuerdo Gubernativo 164-2021Murdoc NicallsAún no hay calificaciones
- AcerosDocumento31 páginasAcerosArely ChangAún no hay calificaciones
- Et Clorodos DigesaDocumento1 páginaEt Clorodos DigesaJorge Mauricio Cuellar CoimbraAún no hay calificaciones
- PA-GA-5.4.2-PL-1 Anexo10.1 Pres Mant Edif 2018-2022Documento117 páginasPA-GA-5.4.2-PL-1 Anexo10.1 Pres Mant Edif 2018-2022Darwin De Las SalasAún no hay calificaciones
- Procesos Industriales de AceitesDocumento8 páginasProcesos Industriales de AceitesDIEGOAún no hay calificaciones
- Costos Unitarios Estru 4Documento3 páginasCostos Unitarios Estru 4Jonathan G. DueñasAún no hay calificaciones
- Lab 4 QuimicaDocumento12 páginasLab 4 QuimicaArnold Vidal FernándezAún no hay calificaciones
- Informe N°5Documento13 páginasInforme N°5FABIAN DIAZ DIAZAún no hay calificaciones
- PlateaDocumento1 páginaPlateaNicole MorilloAún no hay calificaciones
- Presentación1PROTECCION CATODICADocumento17 páginasPresentación1PROTECCION CATODICADeÏigõGavÏlanesAún no hay calificaciones
- Catalogo Luces de AdvertenciaDocumento67 páginasCatalogo Luces de AdvertenciaSEGURINPORT SRL. PORTUGALAún no hay calificaciones
- Ley de Los Gases 2022Documento2 páginasLey de Los Gases 2022Abdias MancillaAún no hay calificaciones
- UNADDocumento358 páginasUNADDiana Rocio Paredes Perez100% (1)
- Estructura de Los Metales Informe 4 TTTDocumento8 páginasEstructura de Los Metales Informe 4 TTTWilson AntonioAún no hay calificaciones
- Criterio de Falla Drucker PragerDocumento3 páginasCriterio de Falla Drucker PragerBernard SantanaAún no hay calificaciones
- Sistema Constructivo de AutoensambleDocumento3 páginasSistema Constructivo de AutoensambleCesar Olivares Gutierrez0% (1)
- Yacimiento Tipo Skarn CupriferoDocumento5 páginasYacimiento Tipo Skarn CupriferoAlejandro López ZamoraAún no hay calificaciones
- ENSAYODocumento14 páginasENSAYOFresia TBAún no hay calificaciones
- CONTROL DE PROCESOS DE SOLDADURA - Establecimiento de Los Procedimientos de Soldadura (W.P.S. - P.Q.R) .Calificación de SoldadoresDocumento4 páginasCONTROL DE PROCESOS DE SOLDADURA - Establecimiento de Los Procedimientos de Soldadura (W.P.S. - P.Q.R) .Calificación de SoldadoresNestor OliAún no hay calificaciones
- Transferencia de MasaDocumento44 páginasTransferencia de Masafarid100% (1)
- Quimica Solucionario 4Documento11 páginasQuimica Solucionario 4ELSY HUARACHI PALOMINOAún no hay calificaciones
- Guia de Ejercicios Del Tema I. PPQ - t1-t1 - .Final. 29-04-2012Documento8 páginasGuia de Ejercicios Del Tema I. PPQ - t1-t1 - .Final. 29-04-2012gabrielAún no hay calificaciones