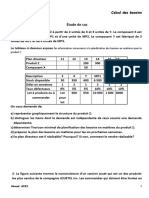
Special Production PARTIE 1: Calcul Des Besoins Nets en Composants Exercice 1
Special Production PARTIE 1: Calcul Des Besoins Nets en Composants Exercice 1
Télécharger au format docx, pdf ou txt
Vous aimerez peut-être aussi
- 2.exercice Gestion de ProductionDocument2 pages2.exercice Gestion de ProductionMaissae Rania0% (2)
- Etude de Cas 1Document9 pagesEtude de Cas 1abdo tmPas encore d'évaluation
- CORRIGEMETALARMDocument10 pagesCORRIGEMETALARMYousra Mekerkeb100% (4)
- TD MRPDocument8 pagesTD MRPRania Mfarrej50% (2)
- Exercice Metalarm PDFDocument2 pagesExercice Metalarm PDFSimo Yahiou100% (2)
- Exercices LocalisationDocument2 pagesExercices LocalisationEl Hanafi Mohamed100% (1)
- Exercices Gestion Des Stocks CorrigésDocument4 pagesExercices Gestion Des Stocks Corrigésٱلفتاة ٱلمشاغبة100% (3)
- Etude de Cas Calcul Des BesoinsDocument3 pagesEtude de Cas Calcul Des BesoinsLadoui MohamedPas encore d'évaluation
- Corrigé METALARMDocument2 pagesCorrigé METALARMHASNIOU Badis100% (1)
- Cours Production Et Productique NewDocument43 pagesCours Production Et Productique NewDany Armand100% (1)
- Cours D'adressageDocument3 pagesCours D'adressageDany Armand100% (2)
- Calcul Des RacksDocument5 pagesCalcul Des RacksDany Armand100% (1)
- MRP2 Ex 10 CorrigeDocument6 pagesMRP2 Ex 10 Corrigepublinet publinet100% (1)
- Pfsa PDFDocument2 pagesPfsa PDFBaki ChawiPas encore d'évaluation
- Chap 3 Planification Des Besoins en ComposantsDocument8 pagesChap 3 Planification Des Besoins en ComposantsMouaadh SassiPas encore d'évaluation
- TD MRP2 CorrigéDocument6 pagesTD MRP2 CorrigéYasser Bou100% (1)
- TD1. Approvisionnements Et Gestion de Stock: Exercice 1Document2 pagesTD1. Approvisionnements Et Gestion de Stock: Exercice 1ifati100% (2)
- Exercice - PDPDocument10 pagesExercice - PDPYasser El OuansdiPas encore d'évaluation
- Exercice MRPDocument2 pagesExercice MRPZouhir Nmili75% (8)
- Exercice BobatoDocument3 pagesExercice BobatoSalma Mk0% (1)
- Corrigé Etude de Cas MRP2Document3 pagesCorrigé Etude de Cas MRP2Brahim KhizranePas encore d'évaluation
- MRP ExercicesDocument2 pagesMRP Exercicesyassine1900100% (1)
- Examen Production2GIL14 Part2Document12 pagesExamen Production2GIL14 Part2SaraIdrissiPas encore d'évaluation
- PDPDocument29 pagesPDPMeriem El Hamri50% (2)
- Etude de Cas 1Document9 pagesEtude de Cas 1Abdelkarim Amine0% (1)
- TD MRPDocument3 pagesTD MRPhaourch aminePas encore d'évaluation
- Corrige UTBM Gestion de Production Et Des Stocks 2006 IMAPDocument3 pagesCorrige UTBM Gestion de Production Et Des Stocks 2006 IMAPLamrani Mohamed50% (8)
- Devoir À Rendre Gestion de ProductionDocument5 pagesDevoir À Rendre Gestion de ProductionReda elalyaniPas encore d'évaluation
- Polycopié D'exercicesDocument42 pagesPolycopié D'exercicesAmine BnjPas encore d'évaluation
- Devoir MRP II PDFDocument2 pagesDevoir MRP II PDFabdo tmPas encore d'évaluation
- Examen Gestion de Production À Distance Du Master Génie Industriel 19-20Document3 pagesExamen Gestion de Production À Distance Du Master Génie Industriel 19-20BADR BADRPas encore d'évaluation
- Etudes de Cas Gestion de La CapacitéDocument7 pagesEtudes de Cas Gestion de La CapacitéHassan Sa100% (4)
- Chapitre 3 Calcul Des Besoins MRP PDFDocument19 pagesChapitre 3 Calcul Des Besoins MRP PDFOumaima Ben SaidPas encore d'évaluation
- PFSADocument7 pagesPFSAAbdelaziz IzzoPas encore d'évaluation
- TD 3 - Gestion Des Stocks Et Des ApprovisionnementsDocument4 pagesTD 3 - Gestion Des Stocks Et Des Approvisionnementselarbi100% (1)
- TD PDPDocument6 pagesTD PDPsamir67% (3)
- Metalarm FR CDocument4 pagesMetalarm FR COusmane100% (1)
- Corrige 2Document4 pagesCorrige 2ramondz150% (2)
- Correction TD1 GOLDocument7 pagesCorrection TD1 GOLhajoui ghezlenePas encore d'évaluation
- Exercice Bobato - Charges / Capacités de ProductionDocument3 pagesExercice Bobato - Charges / Capacités de ProductionDuke Mouad KhaliPas encore d'évaluation
- Etudes - Cas Gpao (Mrp-Kan-Opt)Document28 pagesEtudes - Cas Gpao (Mrp-Kan-Opt)Reda ChattahyPas encore d'évaluation
- Flux Capacité ChargeDocument14 pagesFlux Capacité ChargeSaad Thamine100% (1)
- Exercice Production Et Stocks LPLCDocument7 pagesExercice Production Et Stocks LPLCsalimouasfi100% (2)
- Cours Gestion Des Approvisionnements Chapitre I PRINCIPES GENERAUXDocument9 pagesCours Gestion Des Approvisionnements Chapitre I PRINCIPES GENERAUXnftlPas encore d'évaluation
- TDs1-2 - Gestion Des OpérationsDocument7 pagesTDs1-2 - Gestion Des OpérationsRä HøubaPas encore d'évaluation
- Davis FRDocument2 pagesDavis FROusmane Kanté100% (1)
- Emrp PDFDocument9 pagesEmrp PDFsoukaina100% (1)
- Exercice Méthode Des ChainonsDocument2 pagesExercice Méthode Des ChainonsKaly SIDIBE50% (4)
- 02-81 Cas LazurexDocument16 pages02-81 Cas LazurexKOUAMI DONKEE GBOLOHAPas encore d'évaluation
- Le Model WILSONDocument6 pagesLe Model WILSONSoukaina Nejjar100% (1)
- Exercice DM CorrigéDocument3 pagesExercice DM CorrigéMohamed BOUCHAHLATAPas encore d'évaluation
- Cas Buyo StockDocument2 pagesCas Buyo Stockahmed karamoko0% (1)
- Exercise List - 3 (Planification Globale)Document2 pagesExercise List - 3 (Planification Globale)SarahPas encore d'évaluation
- 33 - TDs - Gestion Des Pièces de RechangeDocument26 pages33 - TDs - Gestion Des Pièces de RechangeAymane R'mPas encore d'évaluation
- Correction Examen Gestion de ProductionDocument7 pagesCorrection Examen Gestion de ProductionChristian Féliciano Tora100% (3)
- Pfsa PDFDocument2 pagesPfsa PDFBaki Chawi0% (1)
- TD2 MRPDocument2 pagesTD2 MRPNghapPas encore d'évaluation
- Exercice 1 Calcul Des Besoins Net CNB EtDocument2 pagesExercice 1 Calcul Des Besoins Net CNB EtlhouPas encore d'évaluation
- Serie 1Document4 pagesSerie 1Thilelli DriesPas encore d'évaluation
- Etude de Cas Calcul Des BesoinsDocument3 pagesEtude de Cas Calcul Des BesoinsHamza BN100% (1)
- TD Gestion de Production 2016Document13 pagesTD Gestion de Production 2016sarra100% (1)
- TD2 (PIC PDP Logistique)Document5 pagesTD2 (PIC PDP Logistique)Er-Rhahmani MedPas encore d'évaluation
- Brevet de Technicien Supérieur (BTS) Gestion Logistique Et Transport (GLT)Document43 pagesBrevet de Technicien Supérieur (BTS) Gestion Logistique Et Transport (GLT)Dany ArmandPas encore d'évaluation
- M. TEPE Armand Ledoux Supply Chain Manager: Application 1Document7 pagesM. TEPE Armand Ledoux Supply Chain Manager: Application 1Dany Armand100% (1)
- Support de Cours de TBL Et Mesure de Performance Logistique NEWDocument42 pagesSupport de Cours de TBL Et Mesure de Performance Logistique NEWDany Armand100% (1)
- Gestion D'entrepot 1&2Document52 pagesGestion D'entrepot 1&2Dany Armand100% (1)
- Management Devoirs CorrigerDocument2 pagesManagement Devoirs CorrigerSaran Conde100% (1)
- GDP Chap 1 Lecon 7 CoursDocument6 pagesGDP Chap 1 Lecon 7 Coursnacer oussamaPas encore d'évaluation
- TD 3 de Macroeconomie Monetaire (L2 Bke)Document4 pagesTD 3 de Macroeconomie Monetaire (L2 Bke)konan innocent kouadioPas encore d'évaluation
- Benghdifa Adidas Et Nike PFEDocument36 pagesBenghdifa Adidas Et Nike PFEOumaima Ben kaddourPas encore d'évaluation
- Hôtel BoutiqueDocument14 pagesHôtel Boutiquelakhnatisaad62Pas encore d'évaluation
- DossierDocument7 pagesDossierLiza BelabbesPas encore d'évaluation
- Memoire EstrellaDocument47 pagesMemoire Estrellaammar bousninaPas encore d'évaluation
- Rapport Dossier D'entrepriseDocument9 pagesRapport Dossier D'entrepriseNada JaouhariPas encore d'évaluation
- Analyse Fonctionnelle Cours 3 Entreprise IndustrielleDocument3 pagesAnalyse Fonctionnelle Cours 3 Entreprise Industriellemustapha kayaPas encore d'évaluation
- Tva 20 21 CH 01Document46 pagesTva 20 21 CH 01Ben Ali IdrisPas encore d'évaluation
- Memoire Le Marketing Digital À L'ère de La Crise de COVID-19Document56 pagesMemoire Le Marketing Digital À L'ère de La Crise de COVID-19Mountassir NadaPas encore d'évaluation
- Avis de Recrutement Comptable - CNTR-BDocument5 pagesAvis de Recrutement Comptable - CNTR-BGiresse ADJOVIPas encore d'évaluation
- Prog Prev Marches ONEE BO 2019 V2Document62 pagesProg Prev Marches ONEE BO 2019 V2Hatim MedPas encore d'évaluation
- LCL MaiDocument7 pagesLCL MaimohanPas encore d'évaluation
- Université Du Québec À MontréalDocument340 pagesUniversité Du Québec À MontréalLapis MulayaPas encore d'évaluation
- Formulaire+Annexe Pro StartDocument5 pagesFormulaire+Annexe Pro Startservicescommunication01Pas encore d'évaluation
- Aoo 314 15 PDFDocument57 pagesAoo 314 15 PDFGad IhrimPas encore d'évaluation
- TransactionsDocument24 pagesTransactionsjohndoePas encore d'évaluation
- Economie Des FilièresDocument37 pagesEconomie Des FilièresDidier MugishaPas encore d'évaluation
- Plan Business Dream HairstyleDocument4 pagesPlan Business Dream Hairstyleannaellegnongui4Pas encore d'évaluation
- Présentation Front Office-1-7Document7 pagesPrésentation Front Office-1-7Mohamed MezianiPas encore d'évaluation
- 1239-Plan Climat GabonDocument97 pages1239-Plan Climat Gabonkamadjie CélestePas encore d'évaluation
- Meryem NaciriDocument1 pageMeryem NaciriAmine Mouhamadine I أمين محمدينPas encore d'évaluation
- Bac Blanc Tle STEG Maths 2024-1Document3 pagesBac Blanc Tle STEG Maths 2024-1dieyeseynabou171Pas encore d'évaluation
- Guide de La ComDocument40 pagesGuide de La ComIndiana MldPas encore d'évaluation
- TP 2Document2 pagesTP 2Dragon SlayerPas encore d'évaluation
- DEVOIRDocument4 pagesDEVOIREma BilalicPas encore d'évaluation
- Fiche de Révision 3Document3 pagesFiche de Révision 3AHMED ghribiPas encore d'évaluation
- CorTD 2008Document14 pagesCorTD 2008TD 1609 - SorbonnePas encore d'évaluation
- Contrôlez Les Factures DDocument3 pagesContrôlez Les Factures DMeryama EL HASSANIPas encore d'évaluation