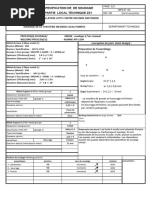
WPS Boumerdes
WPS Boumerdes
Télécharger au format doc, pdf ou txt
Vous aimerez peut-être aussi
- L'essentiel de MarketingDocument130 pagesL'essentiel de MarketingManal HassaniPas encore d'évaluation
- Types de CanalisationDocument31 pagesTypes de Canalisationwijdane100% (1)
- Marketing Industriel 2021Document90 pagesMarketing Industriel 2021Jawahir Jeddou100% (1)
- Situation Facture n07 22.06.2022Document14 pagesSituation Facture n07 22.06.2022mohaPas encore d'évaluation
- Cuve GPL 1750Document1 pageCuve GPL 1750Abdeldjalil Ferhati100% (1)
- DMOS11Document1 pageDMOS11sakina laabidPas encore d'évaluation
- Pe 0102Document7 pagesPe 0102Hocine ChekrounPas encore d'évaluation
- Norme Américaine AWS A 5Document4 pagesNorme Américaine AWS A 5ALP69100% (1)
- Procédure T.T.Rév.01Document10 pagesProcédure T.T.Rév.01hamza brahmiPas encore d'évaluation
- Plan Qualite GENIE MECANIQUEDocument19 pagesPlan Qualite GENIE MECANIQUECOSIDER CANALISATIONPas encore d'évaluation
- Procedure de Controle Par RadiographieDocument15 pagesProcedure de Controle Par RadiographieJoseph MidouPas encore d'évaluation
- Choix Des ElectrodesDocument4 pagesChoix Des ElectrodesH_DEBIANEPas encore d'évaluation
- N2 - Méthodes Controle Externe Pipelines Sonatrac PDFDocument16 pagesN2 - Méthodes Controle Externe Pipelines Sonatrac PDFgfgf100% (1)
- MMC Tzo Pcat Epc 0001Document36 pagesMMC Tzo Pcat Epc 0001Youssef Aboum HandPas encore d'évaluation
- Fascicule 1 Spécifications Techniques Des Équipements Poste Corrigé 13072021 RH - GFDocument213 pagesFascicule 1 Spécifications Techniques Des Équipements Poste Corrigé 13072021 RH - GFBensmatPas encore d'évaluation
- Procédure de Test Hydrostatique Des Bac de StockageDocument9 pagesProcédure de Test Hydrostatique Des Bac de StockageYounes DahPas encore d'évaluation
- Citerne Verticale en Plastique Alimentaire Capacité 1000 LitresDocument1 pageCiterne Verticale en Plastique Alimentaire Capacité 1000 LitresDado Fahssa100% (1)
- Codres v3 JoursDocument4 pagesCodres v3 JoursTkv Beats100% (1)
- Specification Soudage CharpenteDocument9 pagesSpecification Soudage CharpentehamzaPas encore d'évaluation
- Procedure de FabricationDocument7 pagesProcedure de Fabricationmezoued100% (1)
- Wps Magi ExampleDocument11 pagesWps Magi ExampleDanem Halas0% (1)
- Tableau NormeDocument1 pageTableau Normesylvain Girard100% (2)
- S.T.G. CHAUDRONNERIE R Sous PressionDocument11 pagesS.T.G. CHAUDRONNERIE R Sous PressionmezouedPas encore d'évaluation
- 5-Inspection Des Bacs de StockageDocument2 pages5-Inspection Des Bacs de Stockagelouenas kaci100% (1)
- Calcul en LigneDocument8 pagesCalcul en Lignefathi100% (1)
- Sonelgaz Transport Du Gaz: Procedures Relatives À L'Operation de Reparation de Defauts Par Soudage de Demi-CoquilleDocument7 pagesSonelgaz Transport Du Gaz: Procedures Relatives À L'Operation de Reparation de Defauts Par Soudage de Demi-CoquilleBensmatPas encore d'évaluation
- Fiche D'évaluation PIPELINE 16-10-2018Document53 pagesFiche D'évaluation PIPELINE 16-10-2018Azizi Ghali100% (1)
- P265GHDocument1 pageP265GHImec InterPas encore d'évaluation
- Teste DTR SonatrachDocument108 pagesTeste DTR SonatrachMouda Righi100% (2)
- Bases TIGDocument12 pagesBases TIGMed Ali MaatougPas encore d'évaluation
- NF en 287-1 - A2 - Épreuve de Qualification Des Soudeurs, Soudage Par Fusion, Partie 1 - AciersDocument6 pagesNF en 287-1 - A2 - Épreuve de Qualification Des Soudeurs, Soudage Par Fusion, Partie 1 - Aciersfattouh.hicham1978100% (1)
- Dossier de Présentation Tube PRV FLOWTITEDocument13 pagesDossier de Présentation Tube PRV FLOWTITENOEPas encore d'évaluation
- CCTP Equi Forage Base AerienDocument23 pagesCCTP Equi Forage Base AerienBen Hssen SaberPas encore d'évaluation
- Comparaison Codes de Construction D'appareils A PressionDocument23 pagesComparaison Codes de Construction D'appareils A PressionRobertBostan100% (1)
- Rouibet, SidaliDocument197 pagesRouibet, SidaliYøü ČęfPas encore d'évaluation
- Conception Des Dispositifs D'etancheite Optimisee - Dimensionnement Des Bassins D'evaporation de L'unite Traitement de Gaz Quartzites HamraDocument4 pagesConception Des Dispositifs D'etancheite Optimisee - Dimensionnement Des Bassins D'evaporation de L'unite Traitement de Gaz Quartzites HamraCivil EngineeringPas encore d'évaluation
- CorrosionDocument50 pagesCorrosionday rachidPas encore d'évaluation
- Ramus Vanne de SurvitesseDocument4 pagesRamus Vanne de SurvitesseCherif GhalebPas encore d'évaluation
- 1409.02.DAST.01142 Rev.02 Specification Techniques Charpente MetalliqueDocument28 pages1409.02.DAST.01142 Rev.02 Specification Techniques Charpente MetalliqueLounisPas encore d'évaluation
- ASME Sec VIII QCMDocument6 pagesASME Sec VIII QCMmoez jaouediPas encore d'évaluation
- Passivating Pickling FR PDFDocument16 pagesPassivating Pickling FR PDFccnbtPas encore d'évaluation
- Historique de La Protection CathodiqueDocument9 pagesHistorique de La Protection CathodiqueAymen ChaairaPas encore d'évaluation
- Les Separateurs-Part-02Document33 pagesLes Separateurs-Part-02Chahla RobeiPas encore d'évaluation
- Rapport Résistivité-0Document21 pagesRapport Résistivité-0Said BaiPas encore d'évaluation
- CVM A: Ajdi Krout - Soudeur À L'Arc ÉlectriqueDocument2 pagesCVM A: Ajdi Krout - Soudeur À L'Arc ÉlectriqueAchwak BelfadelPas encore d'évaluation
- Catalogue Separateurs HydrocarburesDocument31 pagesCatalogue Separateurs HydrocarburesAhmadou NdPas encore d'évaluation
- HMD - Procédure de Démontage Et Manutention Du Moteur de L'unité R2000 À OMP 53Document10 pagesHMD - Procédure de Démontage Et Manutention Du Moteur de L'unité R2000 À OMP 53centrale bouePas encore d'évaluation
- Ec Hydrochoc 01 FRDocument1 pageEc Hydrochoc 01 FRGINETPas encore d'évaluation
- Tableau A5 Diametre Epaisseur SCHDocument2 pagesTableau A5 Diametre Epaisseur SCHgilouminou971Pas encore d'évaluation
- NF en 12954Document35 pagesNF en 12954Hakim BERDI100% (1)
- Criteres D'acceptation - Radiographie - API 1104Document1 pageCriteres D'acceptation - Radiographie - API 1104Karim HADDADPas encore d'évaluation
- DesignDocument19 pagesDesignMhd OuakPas encore d'évaluation
- Section DDocument142 pagesSection DyosriPas encore d'évaluation
- Procédure de Test de La Boîte À VideDocument9 pagesProcédure de Test de La Boîte À VideIsmaël Louis Christian OWANLELEPas encore d'évaluation
- Le RessuageDocument10 pagesLe RessuageSoh Aib100% (1)
- Candélabre D'eclairage 10 M de Hauteur: Candélabre Cylindro Conique Fabriqué en ACIER S235JRDocument1 pageCandélabre D'eclairage 10 M de Hauteur: Candélabre Cylindro Conique Fabriqué en ACIER S235JRAbderrahim BouafiaPas encore d'évaluation
- Analyse Des Défauts Par RessuageDocument8 pagesAnalyse Des Défauts Par Ressuageakkari.rayhanePas encore d'évaluation
- WPS N°4 Oc 7010Document2 pagesWPS N°4 Oc 7010Said100% (1)
- WPS-P 5Document2 pagesWPS-P 5Touil HoussemPas encore d'évaluation
- DMOS Tube 141 + 111Document1 pageDMOS Tube 141 + 111Mohamed ChahidPas encore d'évaluation
- Specification de de Soudage Partie Local Technique Z21: Type D'enrobageDocument2 pagesSpecification de de Soudage Partie Local Technique Z21: Type D'enrobagesifaouiPas encore d'évaluation
- Fiche Technique de Citerne GPL Aerienne 20 m3Document1 pageFiche Technique de Citerne GPL Aerienne 20 m3Abdeldjalil Ferhati100% (1)
- Procedure de Vidange D'un Oleoduc R0Document12 pagesProcedure de Vidange D'un Oleoduc R0BensmatPas encore d'évaluation
- Fascicule 2 SPECIFICATIONS TECHNIQUES CONCEPTION POSTES GAZ GN - RH - GFDocument108 pagesFascicule 2 SPECIFICATIONS TECHNIQUES CONCEPTION POSTES GAZ GN - RH - GFBensmat100% (1)
- Fasc Conception Des Postes Gaz 27 11 2022Document93 pagesFasc Conception Des Postes Gaz 27 11 2022Bensmat100% (1)
- AIM - LIMITE DES PERIMETRES DE CONSTRUCTION Du 14.06.2011Document8 pagesAIM - LIMITE DES PERIMETRES DE CONSTRUCTION Du 14.06.2011BensmatPas encore d'évaluation
- Procedure de Communication R0Document10 pagesProcedure de Communication R0BensmatPas encore d'évaluation
- Sechage R0Document13 pagesSechage R0BensmatPas encore d'évaluation
- Réglem Interieur CPHSUDocument6 pagesRéglem Interieur CPHSUBensmatPas encore d'évaluation
- Réglem Interieur CPHSEDocument6 pagesRéglem Interieur CPHSEBensmatPas encore d'évaluation
- Procedure de Revêtement R1Document10 pagesProcedure de Revêtement R1BensmatPas encore d'évaluation
- Procedure de Traitement de Tubes R1Document8 pagesProcedure de Traitement de Tubes R1BensmatPas encore d'évaluation
- How A Burner Management System WorksDocument12 pagesHow A Burner Management System WorksBensmatPas encore d'évaluation
- Procedure Mise en Fouille R0Document8 pagesProcedure Mise en Fouille R0BensmatPas encore d'évaluation
- Article & Guide D'imputation - 2Document20 pagesArticle & Guide D'imputation - 2BensmatPas encore d'évaluation
- Procedures de Gestion Des Investissements: I - Preambule - DefinitionsDocument17 pagesProcedures de Gestion Des Investissements: I - Preambule - DefinitionsBensmatPas encore d'évaluation
- HST Et Doc Histoire D Oran Par Le General L. Didier 1501 1550Document410 pagesHST Et Doc Histoire D Oran Par Le General L. Didier 1501 1550BensmatPas encore d'évaluation
- Procedure de Mise en Gaz Antenne Ø 8'' Centrale Brezina W. El BayadhDocument8 pagesProcedure de Mise en Gaz Antenne Ø 8'' Centrale Brezina W. El BayadhBensmatPas encore d'évaluation
- Procédure Essais Hydro R1Document23 pagesProcédure Essais Hydro R1BensmatPas encore d'évaluation
- Les Ressources Externes de Financement Cba 02/2016Document6 pagesLes Ressources Externes de Financement Cba 02/2016BensmatPas encore d'évaluation
- Procedure de Mise en Gaz Antenne Ø 8'' Centrale Brezina W. El BayadhDocument9 pagesProcedure de Mise en Gaz Antenne Ø 8'' Centrale Brezina W. El BayadhBensmatPas encore d'évaluation
- La Rentabilite Des Investissement 2016Document7 pagesLa Rentabilite Des Investissement 2016BensmatPas encore d'évaluation
- I - Objet:: Sonelgaz Transport Du Gaz 1 Sur 8Document8 pagesI - Objet:: Sonelgaz Transport Du Gaz 1 Sur 8BensmatPas encore d'évaluation
- Méthode Des Services de Pipeline PiggingDocument55 pagesMéthode Des Services de Pipeline PiggingBensmatPas encore d'évaluation
- Chapitre Iii: Protection Des Ouvrages Contre La CorrosionDocument20 pagesChapitre Iii: Protection Des Ouvrages Contre La CorrosionBensmatPas encore d'évaluation
- B/-Remplacement D'Un Tronçon de Canalisation.: 11 - DefinitionDocument2 pagesB/-Remplacement D'Un Tronçon de Canalisation.: 11 - DefinitionBensmatPas encore d'évaluation
- Definition:: 3/-Renforcement Par Demi-Coouillles (Methode GpoDocument4 pagesDefinition:: 3/-Renforcement Par Demi-Coouillles (Methode GpoBensmatPas encore d'évaluation
- UntitledDocument8 pagesUntitledBensmatPas encore d'évaluation
- UntitledDocument43 pagesUntitledBensmatPas encore d'évaluation
- Carrara Set Flange FDocument36 pagesCarrara Set Flange FBensmatPas encore d'évaluation
- Faculté Des Sciences Juridique Economique Et de Gestion de JendoubaDocument30 pagesFaculté Des Sciences Juridique Economique Et de Gestion de JendoubaNehed AthimniPas encore d'évaluation
- Les 4 P - Recherche GoogleDocument1 pageLes 4 P - Recherche Googlekahyna.pereirasPas encore d'évaluation
- WINBOUND - LB ABM Comptes Stratégiques V5Document28 pagesWINBOUND - LB ABM Comptes Stratégiques V5Soufiane TamerPas encore d'évaluation
- Fondements Du MarketingDocument6 pagesFondements Du MarketingDANE GHARIBPas encore d'évaluation
- Marketing Fondamental Partie GCL WM S1 Partie 1Document45 pagesMarketing Fondamental Partie GCL WM S1 Partie 1mouhanadesaleh40Pas encore d'évaluation
- Étude de Cas - 20231111 - 211947 - 0000Document15 pagesÉtude de Cas - 20231111 - 211947 - 0000sabine-k100% (1)
- Iso 9001 Version 2015Document24 pagesIso 9001 Version 2015Imane LakPas encore d'évaluation
- Introduction BPMNDocument49 pagesIntroduction BPMNJoel NkierePas encore d'évaluation
- Groupes Langues 1 ADocument13 pagesGroupes Langues 1 AKhadija BellaPas encore d'évaluation
- La Pratique de La CRM A RMA WataniyaDocument8 pagesLa Pratique de La CRM A RMA WataniyaAbdelkader SakiniPas encore d'évaluation
- Rapport de Stage 2021Document5 pagesRapport de Stage 2021kaïroune Abdoul100% (1)
- Plaquette Hola A4Document4 pagesPlaquette Hola A4Adamou BalahPas encore d'évaluation
- P0 Introduction PIDocument19 pagesP0 Introduction PIHajar RztPas encore d'évaluation
- Marketing de La DistributionDocument2 pagesMarketing de La DistributionAude FangangPas encore d'évaluation
- Les Diverses Origines Du Marketing Relationnel - Cairn - InfoDocument15 pagesLes Diverses Origines Du Marketing Relationnel - Cairn - InfoChristian NonguiermaPas encore d'évaluation
- TD2 DSIC Solu Envoie PDFDocument14 pagesTD2 DSIC Solu Envoie PDFAbdo MokhPas encore d'évaluation
- Progiciels de Gestion IntegreeDocument5 pagesProgiciels de Gestion IntegreeAchraf GaîziPas encore d'évaluation
- Marketing RelationnelDocument22 pagesMarketing RelationnelChaimaa EL MaadaniPas encore d'évaluation
- Exposé Aftiss 3Document18 pagesExposé Aftiss 3Ayyoub DriouechPas encore d'évaluation
- 5DC - J1 - Business Model en Ecom PDFDocument21 pages5DC - J1 - Business Model en Ecom PDFAbdo 334Pas encore d'évaluation
- Conf 2 Opportunite de Creation D Entreprise Et Etudes de Marche 2 E9805HWQSSF5Document38 pagesConf 2 Opportunite de Creation D Entreprise Et Etudes de Marche 2 E9805HWQSSF5beto.belbetoPas encore d'évaluation
- Logistique: Fondements Et PratiquesDocument98 pagesLogistique: Fondements Et PratiquesagguiniPas encore d'évaluation
- Presentation KhairouneDocument30 pagesPresentation KhairouneaymanorginPas encore d'évaluation
- VERSION FINALE Du PFEDocument43 pagesVERSION FINALE Du PFElanwuxiangusu02Pas encore d'évaluation
- MKG MixDocument41 pagesMKG MixChouaib DougganiPas encore d'évaluation
- Marketing Operationel Et IndustrielDocument24 pagesMarketing Operationel Et IndustrielFatima DaoudiPas encore d'évaluation
- Modèle D'analyse de L'attrition ClientDocument20 pagesModèle D'analyse de L'attrition Clientachille TOIMAPas encore d'évaluation
- Cybercafe LemondeDocument16 pagesCybercafe LemondeyiohuokjklPas encore d'évaluation