Contrôle Qualité
Contrôle Qualité
Télécharger au format pdf ou txt
Vous aimerez peut-être aussi
- CroissanceDocument7 pagesCroissancehouda boukabbouchaPas encore d'évaluation
- Madrecita Querida - Partitura CompletaDocument4 pagesMadrecita Querida - Partitura CompletaJuan Jose Calucho60% (5)
- Defauts TricotageDocument2 pagesDefauts TricotageAbdelhadi Gharib100% (1)
- Formation Le Textile Matières Et Processus de FabricationDocument1 pageFormation Le Textile Matières Et Processus de FabricationSẵffǿủ JặmếsPas encore d'évaluation
- QualiteDocument116 pagesQualitenaasPas encore d'évaluation
- Chapitre II - Classification Des DéfautsDocument4 pagesChapitre II - Classification Des Défautshachichafarah1100% (3)
- GS - PR - 04 - Techniques de Piquage Et AssemblageDocument117 pagesGS - PR - 04 - Techniques de Piquage Et Assemblagechaimae.cho96Pas encore d'évaluation
- La Formation Et Le Contrôle Qualité Des Biens de ConsommationDocument4 pagesLa Formation Et Le Contrôle Qualité Des Biens de ConsommationAdamPas encore d'évaluation
- Cours Métrologie 3ième GT Chapitres 12Document49 pagesCours Métrologie 3ième GT Chapitres 12mzoughi100% (1)
- Rap NesrinewafaDocument58 pagesRap NesrinewafaMounir BenmansourPas encore d'évaluation
- Flux de Contrôle Confection 2020-1Document3 pagesFlux de Contrôle Confection 2020-1Meryem SassiPas encore d'évaluation
- Cours M2302-1617 PDFDocument12 pagesCours M2302-1617 PDFbenkPas encore d'évaluation
- Gestion Production PDFDocument147 pagesGestion Production PDFredaPas encore d'évaluation
- Planification de La Production Sous TraitanceDocument14 pagesPlanification de La Production Sous Traitanceapi-3723248Pas encore d'évaluation
- M04 - Piquage Avec Fil - CU-PVPDocument49 pagesM04 - Piquage Avec Fil - CU-PVPMounir Ben MansourPas encore d'évaluation
- 4 Evolution Ressource Tissage Universite LyonDocument86 pages4 Evolution Ressource Tissage Universite Lyonafif ikramePas encore d'évaluation
- Prsentationcoursnotiondefautsconfectionetleursimpactsuroprationsdelavageetteinture 140424102213 Phpapp02 PDFDocument43 pagesPrsentationcoursnotiondefautsconfectionetleursimpactsuroprationsdelavageetteinture 140424102213 Phpapp02 PDFRamzi HajjajiPas encore d'évaluation
- Cours Sur Les Non TMMMMMMMDocument44 pagesCours Sur Les Non TMMMMMMMleprinceeustacheadaPas encore d'évaluation
- Inspection de TextileDocument5 pagesInspection de TextileInspection Managing100% (2)
- TP 1 FilatureDocument15 pagesTP 1 Filaturewethek horchPas encore d'évaluation
- Rent RageDocument9 pagesRent RageHassan Azmi100% (1)
- Cahier de Charge Achat de Tissu Technique Pour La Fabrication D'une Collection de Vêtements de SportDocument9 pagesCahier de Charge Achat de Tissu Technique Pour La Fabrication D'une Collection de Vêtements de SportEl Aidi Aymane100% (1)
- Detude Amdec Pour Une Raseuse: InitialisationDocument19 pagesDetude Amdec Pour Une Raseuse: Initialisationahmed.mathlouthiPas encore d'évaluation
- Ast GPHDocument55 pagesAst GPHapi-3723248Pas encore d'évaluation
- Contrôle Qualité / Département Filature TIAF: Laboratoire de Développement Filature Et TissageDocument15 pagesContrôle Qualité / Département Filature TIAF: Laboratoire de Développement Filature Et TissageRAZAFINDRABE Rovatiana Harivelo0% (3)
- DébouillissageDocument15 pagesDébouillissageAbdessamad SadokPas encore d'évaluation
- TPE Non Tissé VFDocument16 pagesTPE Non Tissé VFZouhayra LaajiliPas encore d'évaluation
- GS MOD 05 CoupeDocument83 pagesGS MOD 05 CoupeGarsiya jinaPas encore d'évaluation
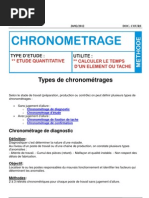
- Document Fomation-Oim-Type de ChronometrageDocument4 pagesDocument Fomation-Oim-Type de Chronometragetoumi_omarPas encore d'évaluation
- TP 5 PlacementDocument2 pagesTP 5 PlacementManar BoughzalaPas encore d'évaluation
- Fiche de Chronometrage EtudeDocument2 pagesFiche de Chronometrage EtudeAhmed Taleb100% (1)
- Contröle de QualiteDocument17 pagesContröle de Qualitenadjet horchPas encore d'évaluation
- Controles QualitatifsDocument26 pagesControles QualitatifsSahbi JemliPas encore d'évaluation
- Génie Des TextilesDocument142 pagesGénie Des Textilesbanse JulesPas encore d'évaluation
- Le Poste de Travail: DéfinitionDocument5 pagesLe Poste de Travail: DéfinitionParolePas encore d'évaluation
- RapportDocument30 pagesRapportOmar ElhamdaniPas encore d'évaluation
- CP 03 Maitrise Des Techniques de CoupeDocument101 pagesCP 03 Maitrise Des Techniques de Coupenawel khPas encore d'évaluation
- TPE Non TisséDocument10 pagesTPE Non TisséZouhayra Laajili100% (1)
- Tpe 2 FinalDocument11 pagesTpe 2 FinalYoussef OuchemPas encore d'évaluation
- TPE Non Tissé VFDocument16 pagesTPE Non Tissé VFZouhayra Laajili100% (2)
- 2 - TROPIC MAD Resume Des CoursDocument645 pages2 - TROPIC MAD Resume Des CoursEricVoahary LéoncePas encore d'évaluation
- Version Finale Finale Rapport Meriam MemmiDocument96 pagesVersion Finale Finale Rapport Meriam MemmiAhmed BalitchPas encore d'évaluation
- Relation Entre SA8000 Et Les 7 Les Questions CentralesDocument4 pagesRelation Entre SA8000 Et Les 7 Les Questions CentralesMarouan BarramePas encore d'évaluation
- DésencollageDocument10 pagesDésencollageAbdessamad SadokPas encore d'évaluation
- Controle de La QualiteDocument4 pagesControle de La Qualiteghiz-Pas encore d'évaluation
- Référentiels QHSE Activite 1Document5 pagesRéférentiels QHSE Activite 1admin TTPas encore d'évaluation
- L'équilibrageDocument4 pagesL'équilibrageOriol Varela ZEUDJO TIYOPas encore d'évaluation
- Les Enjeux de La Gestion de ProductionDocument6 pagesLes Enjeux de La Gestion de ProductionPiedmond100% (1)
- Guide Du Débutant Sur Le Tissage Sur TabletteDocument13 pagesGuide Du Débutant Sur Le Tissage Sur TabletteScribdTranslationsPas encore d'évaluation
- Polycopié de Cours de Gestion de La QualitéDocument57 pagesPolycopié de Cours de Gestion de La QualitéOUMAIMA EL YAKHLIFI100% (1)
- M24 Moyens de Recherche DemploiDocument67 pagesM24 Moyens de Recherche DemploiMarouan ElkassmiPas encore d'évaluation
- TPE - Q 07 Maitrise de La Qualite en Achats Et Approvisionnements PDFDocument36 pagesTPE - Q 07 Maitrise de La Qualite en Achats Et Approvisionnements PDFTesnime Kacem100% (1)
- Gestion de Production FilatureDocument5 pagesGestion de Production FilatureMouad Dahbi100% (1)
- Pr-08-Maîtrise Des Techniques de Réapprovisionnement Et de Mise en FabricationDocument80 pagesPr-08-Maîtrise Des Techniques de Réapprovisionnement Et de Mise en Fabricationibrahim100% (1)
- Gamme de Montage Pantalon Jeans 5 PochesDocument1 pageGamme de Montage Pantalon Jeans 5 PochesMohamed Aziz HeniPas encore d'évaluation
- Formation Les Outils D'amélioration de La QualitéDocument19 pagesFormation Les Outils D'amélioration de La QualitéYassine JALLOULIPas encore d'évaluation
- Elaboration Des Gammes de FabricationDocument2 pagesElaboration Des Gammes de FabricationKhaled KalaiPas encore d'évaluation
- Specialisation Confection Industrielle Rapport DanalyseDocument27 pagesSpecialisation Confection Industrielle Rapport DanalysenacerPas encore d'évaluation
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- L'Art Du Logiciel D'Entreprise: Un Guide Complet pour la RéussiteD'EverandL'Art Du Logiciel D'Entreprise: Un Guide Complet pour la RéussitePas encore d'évaluation
- Indus I4.7 - Lean - Amphi Focus MSPDocument46 pagesIndus I4.7 - Lean - Amphi Focus MSPBoris Arsène DJOMO NANTCHOUANGPas encore d'évaluation
- Les Fondamentaux Du Management de La QualitéDocument95 pagesLes Fondamentaux Du Management de La QualitéAziz AjpPas encore d'évaluation
- CH1-lean Six Sigma PDFDocument25 pagesCH1-lean Six Sigma PDFMarwan Dhib100% (1)
- Délais Séparant L'application Des Différentes Couches: - Les Mortiers Et Les CoulisDocument1 pageDélais Séparant L'application Des Différentes Couches: - Les Mortiers Et Les CoulisaliPas encore d'évaluation
- Cartographie AchatDocument6 pagesCartographie AchatZineb KADIRIPas encore d'évaluation
- Colonne MontanteDocument1 pageColonne MontanteSami DidouuPas encore d'évaluation
- QCM MSMCE 2020 Mandour 1Document15 pagesQCM MSMCE 2020 Mandour 1Mystic MindPas encore d'évaluation
- Chap4 - Mise en OeuvreDocument22 pagesChap4 - Mise en OeuvremohammedPas encore d'évaluation
- Ufhb 2024 TD Droit Des SuccessionsDocument4 pagesUfhb 2024 TD Droit Des SuccessionsamadoukonekibaPas encore d'évaluation
- Dreux Gorisse Method'sDocument15 pagesDreux Gorisse Method'sAmir AmiroPas encore d'évaluation
- Cours Techniques Et Marcheìs Financiers (Deuxième Partie Du Cours)Document24 pagesCours Techniques Et Marcheìs Financiers (Deuxième Partie Du Cours)abdelilahPas encore d'évaluation
- Le Défi Économique Docs ÉlèvesDocument1 pageLe Défi Économique Docs Élèvesabeljo2006Pas encore d'évaluation
- Dtu 24.2.3 P 51-204-1Document37 pagesDtu 24.2.3 P 51-204-1ftoufik_dzPas encore d'évaluation
- Support Cours Audit 2Document17 pagesSupport Cours Audit 2ThushanyPas encore d'évaluation
- Le Principe de Fonctionnement Des Assurances Est Assez Simple À ComprendreDocument3 pagesLe Principe de Fonctionnement Des Assurances Est Assez Simple À Comprendrezineb kemihPas encore d'évaluation
- Le Taux de ChangeDocument2 pagesLe Taux de Changechihawiwassim7Pas encore d'évaluation
- PR BENCHEIKH Mathématiques Financières (La Technique D'escompte)Document17 pagesPR BENCHEIKH Mathématiques Financières (La Technique D'escompte)khadijaPas encore d'évaluation
- DS Entrepreneuriat Mars 2020Document4 pagesDS Entrepreneuriat Mars 2020wiwiazPas encore d'évaluation
- Cfi Maroc - CamerounDocument117 pagesCfi Maroc - CamerounErci SoloPas encore d'évaluation
- 1 A SAFSAFI COURS Probl. E SDocument37 pages1 A SAFSAFI COURS Probl. E Swww.hajarram002Pas encore d'évaluation
- L30-L45 Brochure FRDocument8 pagesL30-L45 Brochure FRdali.graja22Pas encore d'évaluation
- Master1 Cours2Document42 pagesMaster1 Cours2Med AmallahPas encore d'évaluation
- Axes Evaluation Fin de Semestre EcoDocument26 pagesAxes Evaluation Fin de Semestre EcoElkalai FatimaPas encore d'évaluation
- Guide Mémoire L3 MA 2022-2023 PDFDocument12 pagesGuide Mémoire L3 MA 2022-2023 PDFKaoutar EddardiPas encore d'évaluation
- Projet de Norme MarocaineDocument122 pagesProjet de Norme MarocaineOuassim EssaidiPas encore d'évaluation
- Slides Op - InventaireDocument66 pagesSlides Op - InventaireWACIM LhadiPas encore d'évaluation
- Le Cadre Conceptuel GénéralDocument58 pagesLe Cadre Conceptuel GénéralAngie O'BrienPas encore d'évaluation
- COURS MAGISTRAL Introduction À L'économieDocument16 pagesCOURS MAGISTRAL Introduction À L'économiebabouPas encore d'évaluation
- 7.provisions Sur Les Stocks & Les CréancesDocument17 pages7.provisions Sur Les Stocks & Les CréancesboualihebaPas encore d'évaluation
- 2022 ICT Mentorship NotesDocument59 pages2022 ICT Mentorship Notesnaderkthiri006Pas encore d'évaluation