6sigma ibtissam el hassani-chapitre3
•
9 j'aime•8,345 vues

six sigma 6sigma ibtissam el hassani-chapitre3 Mesurer
Signaler
Partager



































6sigma ibtissam el hassani-chapitre3
- 2. Introduction – MESURER Dans cette étape, on doit trouver un moyen pour mesurer la/les caractéristique(s) critique(s) pour les clients, valider le processus de mesure et réaliser une campagne de relevés sur le processus.
- 3. Introduction – MESURER • La mesure doit porter non seulement sur le produit mais aussi et surtout sur le processus. • Lorsque l’entreprise est capable de quantifier la satisfaction des clients sur les CTQ et le fonctionnement de ses processus, elle peut relier les deux et mettre ainsi en évidence les caractéristiques qui ont un impact fort sur la performance. • La mesure va donc porter sur trois éléments : – les sorties du processus (les Y) perçues par le client ; – les entrées du processus (les X) ayant une influence sur les Y ; – les variables du processus permettant de caractériser sa performance en termes de coût, qualité, délais, sécurité.
- 4. Introduction – MESURER • Le but de l’étape « Mesurer » est donc de : – trouver un moyen de mesure des CTQ ; – mesurer le z du procédé ; – réaliser une campagne de mesure afin de pouvoir établir des relations entre les X et les Y du processus et ainsi d’améliorer l’efficacité de ce dernier.
- 5. Introduction – MESURER 1. Actualisation de la boîte noire du processus Lors de cette étape, on a besoin d’affiner la cartographie du processus réalisé dans la première étape. • Faire la boîte noire du processus (avec les connaissances actuelles). • Quels sont les Y du processus liés à ce qui est critique pour le client ? • Quels sont les processus de mesure ? Sont-ils continus ? • Quelles sont les spécifications actuelles sur les Y ? • Quels sont a priori les X ? Les paramètres d’entrée, les paramètres de pilotage, les paramètres bruits ?
- 6. Introduction – MESURER 2. Moyen de mesure et procédure • Quel(s) moyen(s) de mesure est/sont utilisé(s) ? • Quelle est la procédure ? • Cette procédure est-elle figée ? 3. Capabilité des moyens de mesure R&R et verrouillage du procédé • Valider s’il y a lieu la liaison entre le moyen de contrôle et la chaîne d’étalonnage. • Réaliser s’il y a lieu l’étude de linéarité. • Définir la capabilité du processus en utilisant la méthode R&R (répétabilité et reproductibilité) et conclure : – Cmc < 3 : améliorer le processus de mesure en priorité. – Cmc < 4 : continuer et mener des actions d’amélioration sur le processus de mesure. – Cmc > 4 : continuer. • Verrouiller le processus de mesure en le figeant par une instruction de contrôle.
- 7. Introduction – MESURER 4. Réduction de la variabilité • Analyser les X potentiels (analyse des 5M). • Réduire les causes de variation en fixant des paramètres. 5. Observation du processus • Mettre en place des cartes d’observations et des feuilles de relevés. • Enregistrer toutes les informations disponibles sur Y avec ses attributs (X correspondants). • Validation des spécifications. 6. Étude capabilité du processus • Examen statistique des valeurs mesurées sur Y : moyenne, écart type, normalité. • Calcul des indicateurs de capabilités. • Analyse de la chute des capabilités : problème de processus, de dérive ou de centrage ? 7. Actualisation des gains et coûts estimés
- 8. Trouver un moyen de mesure des CTQ Quantifier La première action consiste à chercher un critère mesurable, capable de traduire la satisfaction des clients. Exemple 1 : Une entreprise de mécanique cherche à améliorer la fiabilité d’un produit dont on a montré qu’elle était directement liée à l’état de surface d’un diamètre sur une machine outil. Donner un critère mesurable capable de traduire la satisfaction du client. Rugosité. On la mesure avec un Rugosimétre.
- 9. Trouver un moyen de mesure des CTQ Quantifier Mesure difficile ou handicapante : Existe-t-il une autre manifestation du même phénomène qui soit mesurable ? Exemple : présence ou absence de fuites apparaissant au niveau d’une soudure. • Ces manifestations pourraient être : – Variable 1 : des irrégularités de la soudure (variation de hauteur, de largeur de cordon) ; – Variable 2 : un mauvais centrage de la soudure ; Comment choisir le critère pertinent ?
- 10. Trouver un moyen de mesure des CTQ Quantifier Par prouver la corrélation : • Si l’on dispose de quelques produits défectueux et de produits ayant donné satisfaction, il est possible de prouver la corrélation entre les deux mesures en utilisant par exemple un test B to C (Il permet de comparer la moyenne de deux échantillons);
- 11. Trouver un moyen de mesure des CTQ Vérifier le R&R u Mettre en place un processus de mesure capable de traduire la façon dont on satisfait le client.
- 12. Trouver un moyen de mesure des CTQ Définitions • Répétabilité : variations de mesures successives obtenues sur un même mesurande dans les mêmes conditions. • Reproductibilité : variations de mesures obtenues sur un même mesurande en faisant varier une condition.
- 13. Trouver un moyen de mesure des CTQ Gestion des Moyens de Mesure Les parties répétabilité et reproductibilité dépendent principalement des 4 M autres que « Moyen » (Méthode, Main d’oeuvre dans le processus de mesure. Une bonne gestion des moyens de mesure dans une entreprise ne garantit pas la répétabilité et la reproductibilité. C’est la raison pour laquelle il faut réaliser une étude spécifique. • Justesse : écart systématique entre la moyenne de plusieurs mesures et la valeur de référence. • Linéarité : différence de justesse sur la plage d’utilisation de l’instrument. • Stabilité : variation des résultats d’un système de mesure sur une même caractéristique et le même produit sur une période de temps prolongée. Ces trois points dépendent principalement du moyen de mesure et doivent être vérifiés périodiquement par l’entreprise. C’est le rôle de la Gestion des moyens de mesure.
- 14. Trouver un moyen de mesure des CTQ Gestion des Moyens de Mesure L’étude de linéarité consiste à étudier la linéarité de l’instrument de mesure à partir de plusieurs étalons dont la valeur est connue et garantie. Exemple:
- 15. Trouver un moyen de mesure des CTQ Conduire une étude R&R – Cas des grandeurs mesurables Ce test est réalisé à partir de pièces étalon, dans des conditions de laboratoire de métrologie. Pour être acceptable, l’instrument doit avoir un cumul d’erreurs de linéarité et de dispersion négligeable par rapport à la tolérance que l’on cherche à mesurer.
- 16. Trouver un moyen de mesure des CTQ Conduire une étude R&R – Cas des grandeurs non mesurables Le but de l’étude est de vérifier que la mesure réalisée n’est pas trop sensible au problème de répétabilité et de reproductibilité. – Pour tester la répétabilité, on fait mesurer plusieurs fois par le même opérateur, sur la même caractéristique, la même mesure. – Pour tester la reproductibilité, on identifie quelles sont les conditions de mesure qui sont susceptibles de changer (opérateurs différents par exemple) et on réalise une mesure dans les deux conditions.
- 17. Trouver un moyen de mesure des CTQ Conduire une étude R&R – Cas des grandeurs non mesurables L’analyse R&R va consister à analyser la décomposition de la variance totale par rapport aux différentes sources de dispersion : 1 les pièces sont différentes (écarts du mesurande) ; 2 les opérateurs sont différents (reproductibilité) ; 3 il peut y avoir une interaction entre les opérateurs et les pièces (reproductibilité) ; 4 la variance résiduelle (répétabilité). la mesure de l’opérateur i pour la pièce j lors de la répétition r = è Analyse de la variance
- 18. Trouver un moyen de mesure des CTQ Conduire une étude R&R – Cas des grandeurs non mesurables R&R = Dispersion de l’instrument Cmc > 4 (ou R&R% < 25 %), l’instrument est jugé acceptable.
- 19. Mesurer • Dans la seconde phase de l’étape « Mesurer », on va réunir des informations qui soient mesurables sur le processus. Ces données peuvent provenir : – de résultats disponibles sur le processus ; – d’une campagne de mesures qui sera spécialement réalisée. • Cependant, pour faire en sorte que ces mesures soient pertinentes, on doit chercher à limiter la variabilité. Pour cela, on commence par améliorer le processus sans recourir à des statistiques, simplement en figeant le plus possible de facteurs suite à une analyse des 5M.
- 20. Mesurer Analyse des 5M du processus • Quelles sont les causes de la variabilité sur le processus source de non-satisfaction des clients ?
- 21. Mesurer Figer les éléments non maîtrisés Ramasser les fruits au pied de l’arbre : avant de mettre en place de grosses améliorations qui feront l’objet de l’étape « Innover/améliorer », on doit chercher à maîtriser la variabilité en bloquant le plus possible toutes les petites sources de variabilité. – modifier le processus pour figer une position ; – fixer les valeurs des constantes lorsque cela ne coûte rien ; – améliorer les procédures ; – figer davantage de consignes ; – systématiser la façon de faire ; – formaliser la façon de faire sur des documents et vérifier l’application…
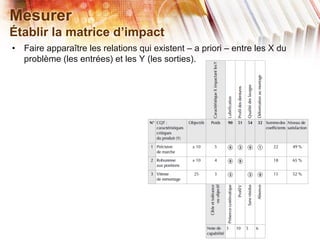
- 22. Mesurer Établir la matrice d’impact • Faire apparaître les relations qui existent – a priori – entre les X du problème (les entrées) et les Y (les sorties).
- 23. Mesurer Mettre en oeuvre une campagne de relevés • Les relevés doivent permettre : – de mesurer le z du processus (sur le Y) ; – d’établir des relations entre les X et les Y, d’où l’importance de pouvoir repérer par produits quels sont les X et les Y. • Pour simplifier le travail de relevé, la feuille devra être conçue de telle façon qu’elle soit très simple d’utilisation et qu’elle demande le moins d’écriture possible. • un échantillon doit : 1. Être représentatif. 2. Avoir un nombre suffisamment important de valeurs.
- 24. Estimer le z du processus • Pour pouvoir calculer le z du processus, il faut disposer d’un certain nombre de valeurs de Y (au moins 30). • Tracer un histogramme : Le nombre de classes NC est proportionnel au nombre de valeurs N ; on prend en général : La largeur de classe doit correspondre à un multiple de la résolution de l’instrument de mesure. • Qualifier la position et la variabilité de la population
- 25. Estimer le z du processus • Le z du processus correspond à la dispersion court terme. • L’objectif Six Sigma est d’obtenir une capabilité court terme telle que z soit supérieur à 6. • S’il existe une spécification Sup et Inf, on peut calculer un z pour chaque spécification.
- 26. Calcul du zprocess en tenant compte d’un décentrage • Pour déterminer le z du process, il faut tenir compte des décentrages inévitables qui vont se produire au cours de la vie du processus. • on ne sait pas bien détecter un décentrage inférieur à 1,5 écart type. • on enlève donc 1,5 écart type pour déterminer la proportion de non-conformités d’un zprocessus
- 27. Identifier la chute des capabilités • Le z du procédé est très intéressant car il fournit un indicateur de la qualité. Les indicateurs de capabilité • À partir de la dispersion court terme, on calculera des indices de capabilité Cp, Cpk et Cpm. • À partir de la dispersion long terme, on calculera des indices de performance Pp, Ppk et Ppm.
- 28. Capabilité du procédé Cp Dans le cas de tolérance bilatérale, avec un processus centré, une bonne capabilité correspondra à une situation dans laquelle la dispersion (définie comme étant l’intervalle ±3σ) sera faible devant l’intervalle de tolérance : z = 3 Cp à L’objectif d’une démarche Six Sigma est donc d’obtenir un ratio Cp > 2.
- 29. Capabilité du procédé avec décentrage Cpk • En cas de décentrage du processus : Pour tenir compte de la dégradation de la qualité dû au décentrage, on calcule un autre indicateur : Cpk
- 30. Prise en compte du décentrage Cpm • Une autre façon de tenir compte du décentrage consiste à considérer la perte financière qui en découle. Taguchi a démontré que cette perte financière est à proportion de l’écart entre la valeur et la cible élevée au carré
- 31. Relations entre Cp, Cpk, Cpm et z • Cp ≥ Cpm ; les deux indicateurs sont égaux lorsque le procédé est centré. • Cpm est relié à Cp et Cpk par la relation : • L’objectif Six Sigma (z > 6) avec un décentrage de 1,5 σ peut se traduire par la relation :
- 32. Performance Pp, Ppk, Ppm • Les indicateurs Pp, Ppk, Ppm sont des indicateurs de performance calculés à partir de la dispersion long terme. Les formules permettant de les calculer sont donc les mêmes que pour Cp, Cpk et Cpm ; il suffit de remplacer σcourt terme par σLong terme. On a donc : Pour ces indicateurs, on considère généralement un procédé performant sur le long terme si Ppk > 1,33.
- 33. Estimation du sigma long terme et court terme • Il est plus facile d’estimer le sigma long terme d’un processus. Pour cela, il suffit de calculer l’estimateur σn-1 sur un échantillon représentatif de la production sur le long terme. • L’estimation de l’écart type court terme peut se calculer de différentes façons. • Méthode 1 : Par prélèvement d’un échantillon représentatif. • Méthode 2 : Par prélèvement d’un échantillon exhaustif sur une période de production. • Méthode 3 : Par prélèvement de petits échantillons à des moments différents (cas des cartes de contrôle)
- 34. Estimation du sigma long terme et court terme • Méthode 1 : Par prélèvement d’un échantillon représentatif. Dans ce cas, on suppose que l’on peut prélever un échantillon de taille importante (n > 30). Il faut être dans un cas de production en série, avec un cycle de production rapide. • Méthode 2 : Par prélèvement d’un échantillon exhaustif sur une période de production. R : la moyenne des étendues mesurées sur deux unités consécutives • Méthode 3 : Par prélèvement de petits échantillons à des moments différents (cas des cartes de contrôle). On peut estimer l’écart type court terme par plusieurs relations : 1/Comme la méthode 2. 2/ À partir de la moyenne pondérée des variances à l’intérieur de chaque échantillon : • νi nombre de degrés de liberté = n – 1 • Si : estimateur de l’écart type calculé sur les n valeurs de l’échantillon.
- 35. La chute des capabilités • La première capabilité qu’il faudra mesurer est la capabilité du moyen de contrôle (Cmc ou R&R %). La tolérance devra être au moins 4 fois supérieure à la dispersion de mesure (Cmc > 4). • Dès lors que l’on dispose d’un moyen de mesure adapté, on pourra connaître la capabilité court terme du processus. Pour être acceptée, il faudra que la tolérance soit au moins 2 fois supérieure à la dispersion court terme (Cp = 2 ou zCourt terme = 6). • La chute de capabilité entre Cp et Pp traduit l’instabilité du procédé. En effet, si on sait stabiliser un procédé, on limite les variations de consignes et la dispersion long terme sera proche de la dispersion court terme.
- 36. La chute des capabilités • On peut quantifier cette chute entre le Cp et le Pp par le rendement de stabilité (Rs) : Rs % = 100(Pp/Cp) • On peut quantifier cette chute entre le Pp et le Ppk par le rendement de réglage (Rr) : Rr % = 100(Ppk/Pp) • Enfin, après la production, pour accepter le lot, il faut que la moyenne se situe à au moins 4 σLT de la tolérance (Ppk = 1,33 ou ZLT = 4).
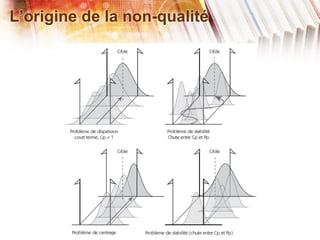
- 37. L’origine de la non-qualité
- 38. Exercices • En classe.