

























Maîtrise de la qualité opérationnelle avec le Lean et le Six Sigma
- 1. 1 Maîtrise de la qualité opérationnelle avec le Lean et le Six Sigma Eric VERNIS - Consultant Senior - Master Black Belt Lean Six Sigma Cyril BOURGEON - Manager - Black Belt Lean
- 2. 2 1 3 4 5 6 2 La philosophie du Lean et le Jidoka Le standard Les sources de variabilité dans les processus Les outils du Lean L‘approche Six Sigma Quelles différences entre Lean et 6 sigma? Questions / réponses SOMMAIRE
- 3. 3 Centrage sur la valeur ajoutée Elimination des gaspillages Simplification des flux Accroître la valeur pour le client Augmenter la fluidité, la flexibilité, l’agilité Contribuer à l’amélioration des performances OBJECTIFS DU LEAN
- 4. 4 Juste à temps Simplifier et améliorer ses flux pour délivrer au bon moment avec le juste nécessaire de ressources Production sans défaut Faire « bon du 1er coup » pour éviter le « retravail » et satisfaire les clients LES DEUX PILIERS DU LEAN JIDOKA
- 5. 5 Juste à temps Conformité Chasse aux gaspillages / Standardisation Chantiers d’amélioration Délais Qualité Coûts Sécurité Flux Flux tirés Equilibrage Fluidité Produits Fiabilité Régularité Bon du 1er coup Les hommes au cœur du LEAN • Eviter le défaut • Détecter le défaut • Arrêter le défaut • Rechercher les causes racines du défaut • Eliminer les causes Bon du 1er coup PRINCIPES
- 7. 7 Muda : Non valeur ajoutée & gaspillages Mura : Variabilité, dispersion Muri : Irrationnel, excessif, surchargé LES 3 FAMILLES DE NUISIBLES (3M) 3M
- 8. 8 SOMMAIRE 1 3 4 5 6 2 La philosophie du Lean et le Jidoka Le standard Les sources de variabilité dans les processus Les outils du Lean L‘approche Six Sigma Quelles différences entre Lean et 6 sigma? Questions / réponses
- 9. 9 Opération standard Meilleure manière de faire connue aujourd’hui Aa DÉFINITION
- 10. 10 Temps Performance Standard inexistant, non connu, non applicable, non appliqué GRANDE VARIABILITÉ Standard existant, connu, applicable et appliqué FAIBLE VARIABILITÉ Déploiement du standard, formation RÉDUIRE LA VARIABILITÉ
- 11. 11 Temps Performance La rupture entraine de la variabilité Le standard permet le progrès “Sans standard, pas de Kaizen.” Taiichi Ohno PÉRENNISER LE CHANGEMENT
- 12. 12 SOMMAIRE 1 3 4 5 6 2 La philosophie du Lean et le Jidoka Le standard Les sources de variabilité dans les processus Les outils du Lean L‘approche Six Sigma Quelles différences entre Lean et 6 sigma? Questions / réponses
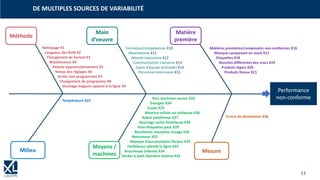
- 13. 13 Matière première Main d’oeuvre Méthode Matières premières/composants non-conformes X16 Manque composant en stock X17 Etiquettes X18 Densités différentes des vracs X19 Produits légers X20 Produits féreux X21 Formation/compétences X10 Absentéisme X11 Attente mezzanine X12 Communication tranverse X13 Esprit d’équipe (entraide) X14 Personnel intérimaire X15 Nettoyage X1 Longueur des RUN X2 Changement de format X3 Maintenance X4 Attente approvisionnement X5 Temps des réglages X6 Arrêts non programmés X7 Changement de programme X8 Stockage magasin opposé à la ligne X9 Moyens / machines Milieu Parc machines ancien X23 Energies X24 Essais X25 Absence cellule sur stickeuse X26 Robot palettiseur X27 Bourrage sortie fardeleuse X28 Pose étiquettes pack X29 Boucheuse mauvaise vissage X30 Retoumeur X31 Manque d’accumulation flacons X32 Fardeleuse ralentit la ligne X33 Boucheuse (vitesse) X34 Sticker à petit diamètre bobine X35 Température X22 Performance non-conforme Mesure Erreur de déclaration X36 DE MULTIPLES SOURCES DE VARIABILITÉ 13
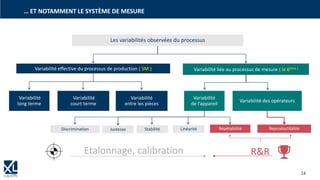
- 14. 14 Variabilité liée au processus de mesure ( le 6ème ) Variabilité effective du processus de production ( 5M ) R&R Variabilité long terme Variabilité entre les pièces Variabilité court terme Variabilité de l’appareil Variabilité des opérateurs Répétabilité Reproductibilité Les variabilités observées du processus Linéarité Stabilité Justesse Discrimination … ET NOTAMMENT LE SYSTÈME DE MESURE 14 Etalonnage, calibration
- 15. 15 Variation réelle du processus sans variabilité de la mesure Variation réelle du processus avec variabilité de la mesure … AVEC DES EFFETS RAREMENT QUANTIFIÉS 15
- 16. 16 Cause « spéciale » de variation Peut être combattue à l’aide d’outils simples du Jidoka Aa PRÉVENIR , IDENTIFIER , RÉDUIRE … LES VARIATIONS LES PLUS VISIBLES
- 17. 17 SOMMAIRE 1 3 4 5 6 2 La philosophie du Lean et le Jidoka Le standard Les sources de variabilité dans les processus Les outils du Lean L‘approche Six Sigma Quelles différences entre Lean et 6 sigma? Questions / réponses
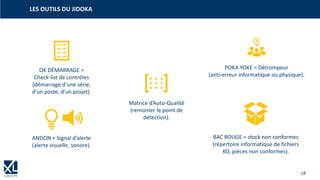
- 18. 18 ANDON = Signal d’alerte (alerte visuelle, sonore). OK DÉMARRAGE = Check-list de contrôles (démarrage d’une série, d’un poste, d’un projet). BAC ROUGE = stock non conformes (répertoire informatique de fichiers KO, pièces non conformes). POKA YOKE = Détrompeur (anti-erreur informatique ou physique). LES OUTILS DU JIDOKA Matrice d’Auto-Qualité (remonter le point de détection).
- 19. 19 Permet de lancer une activité en s’assurant que tout est disponible pour réussir le démarrage. Exemple de points de contrôle : • Méthode : Standards disponibles et connus • Machine : Equipements disponibles et en état de fonctionnement • Milieu : Dans l’état standard défini par le 5S • Main d’œuvre : Nombre de personnes présentes et habilitations conformes au besoin • Matière : Besoins présents dans les quantités et qualités définies par le standard OK DÉMARRAGE
- 20. 20 Expression japonaise pour système anti-erreur • Rend impossible une erreur ou • Rend visible au premier coup d’œil une erreur -> Soit en bloquant les opérations suivantes -> Soit en étant intégré dans la conception initiale -> Soit en allumant un voyant qui indique un problème -> soit en guidant efficacement l'intervenant vers le bon du premier coup POKA YOKE
- 21. 21 Alerte lumineuse, sonore ou informative • Activation manuelle ou automatique • Plusieurs niveaux d’alertes possibles ANDON
- 22. 22 Stock d’éléments non-conformes Il faut : • Identifier : point rouge, étiquette rouge • Mettre à l’écart : bac rouge physique, répertoire informatique • Enregistrer sur des graphiques : Pareto, résultat journalier • Traiter les non-conformes : arrêt au 1er défaut, MRP, routine BAC ROUGE
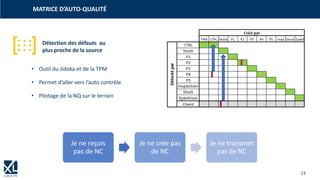
- 23. 23 • Outil du Jidoka et de la TPM • Permet d’aller vers l’auto contrôle • Pilotage de la NQ sur le terrain MATRICE D’AUTO-QUALITÉ Je ne reçois pas de NC Je ne crée pas de NC Je ne transmet pas de NC Détection des défauts au plus proche de la source
- 24. 24 SOMMAIRE 1 3 4 5 6 2 La philosophie du Lean et le Jidoka Le standard Les sources de variabilité dans les processus Les outils du Lean L‘approche Six Sigma Quelles différences entre Lean et 6 sigma? Questions / réponses
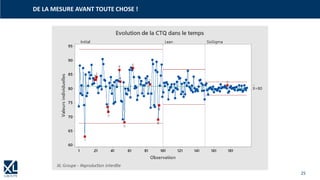
- 25. 25 DE LA MESURE AVANT TOUTE CHOSE !
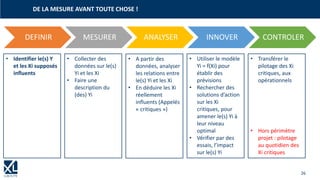
- 26. 26 DE LA MESURE AVANT TOUTE CHOSE ! DEFINIR MESURER ANALYSER INNOVER CONTROLER • Identifier le(s) Y et les Xi supposés influents • Collecter des données sur le(s) Yi et les Xi • Faire une description du (des) Yi • A partir des données, analyser les relations entre le(s) Yi et les Xi • En déduire les Xi réellement influents (Appelés « critiques ») • Utiliser le modèle Yi = f(Xi) pour établir des prévisions • Rechercher des solutions d’action sur les Xi critiques, pour amener le(s) Yi à leur niveau optimal • Vérifier par des essais, l’impact sur le(s) Yi • Transférer le pilotage des Xi critiques, aux opérationnels • Hors périmètre projet : pilotage au quotidien des Xi critiques
- 27. 27 SOMMAIRE 1 3 4 5 6 2 La philosophie du Lean et le Jidoka Le standard Les sources de variabilité dans les processus Les outils du Lean L‘approche Six Sigma Quelles différences entre Lean et 6 sigma? Questions / réponses
- 28. 28 QU’EST-CE QU’UN PROBLÈME ? …QUELLE APPROCHE ADOPTER POUR LE RÉDUIRE ? ➢ Un problème peut être défini comme un écart entre un état désiré et un état actuel réel Ecart sur la moyenne Ecart sur la variabilité Fréquence (nombre de semaine) Pertes opérationnelles % CA Etat actuel Etat désiré LEAN 6 Sigma
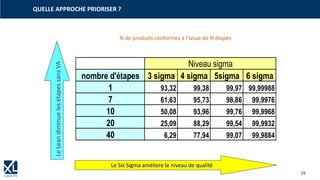
- 29. 29 QUELLE APPROCHE PRIORISER ? nombre d'étapes 3 sigma 4 sigma 5sigma 6 sigma 1 93,32 99,38 99,97 99,99988 7 61,63 95,73 98,86 99,9976 10 50,08 93,96 99,76 99,9968 20 25,09 88,29 99,54 99,9932 40 6,29 77,94 99,07 99,9884 Niveau sigma Le Lean diminue les étapes sans VA Le Six Sigma améliore le niveau de qualité % de produits conformes à l’issue de N étapes
- 30. 30 Matière première Main d’oeuvre Méthode Matières premières/composants non-conformes X16 Manque composant en stock X17 Etiquettes X18 Densités différentes des vracs X19 Produits légers X20 Produits féreux X21 Formation/compétences X10 Absentéisme X11 Attente mezzanine X12 Communication tranverse X13 Esprit d’équipe (entraide) X14 Personnel intérimaire X15 Nettoyage X1 Longueur des RUN X2 Changement de format X3 Maintenance X4 Attente approvisionnement X5 Temps des réglages X6 Arrêts non programmés X7 Changement de programme X8 Stockage magasin opposé à la ligne X9 Moyens / machines Milieu Parc machines ancien X23 Energies X24 Essais X25 Absence cellule sur stickeuse X26 Robot palettiseur X27 Bourrage sortie fardeleuse X28 Pose étiquettes pack X29 Boucheuse mauvaise vissage X30 Retoumeur X31 Manque d’accumulation flacons X32 Fardeleuse ralentit la ligne X33 Boucheuse (vitesse) X34 Sticker à petit diamètre bobine X35 Température X22 Performance NON- CONFORME Mesure Erreur de déclaration X36 SOURCES DE VARIABILITÉ, PLUTÔT QUE CAUSES DE NON-CONFORMITÉ... 30 VARIATION du Y
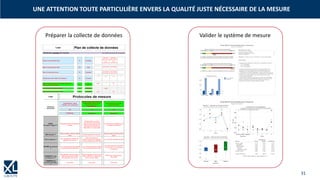
- 31. 31 UNE ATTENTION TOUTE PARTICULIÈRE ENVERS LA QUALITÉ JUSTE NÉCESSAIRE DE LA MESURE Préparer la collecte de données Valider le système de mesure
- 32. 32 CARACTERISER PRÉCISEMENT LA SITUATION : FILM / PHOTO / CAPABILITÉ
- 33. 33 UTILISER DES OUTILS D’ANALYSE ET DE PRÉDICTION ADAPTÉS
- 34. 34 ÉVALUER LE RISQUE ASSOCIÉ À CHAQUE ANALYSE Calcul de la « valeur de P » Risque que l’on prend, si l’on prétend que tel facteur X, est réellement influent
- 35. 35 Retrouvez toute notre offre sur www.xl-groupe.com Suivez-nous sur : Merci de votre attention À bientôt !