in: Proc. 19th European Biomass Conference and Exhibition, Berlin, Germany, 2011
NEXT GENERATION BIOMASS GASIFIER
Christoph Pfeifer, Johannes C. Schmid, Tobias Pröll, Hermann Hofbauer
Vienna University of Technology, Institute of Chemical Engineering, Getreidemarkt 9, 1060 Vienna, Austria
Corresponding author, email: christoph.pfeifer@tuwien.ac.at, phone: +43 1 58801 166305
ABSTRACT: Gasification of solid fuels attracts increasing interest within the energy supply sector. Allothermal
concepts typically use steam as gasification agent and require heat input from external sources. In the “classical” dual
fluidized bed gasifier, heat is provided in direct contact with hot bed material particles externally heated in a
combustion reactor. This type of gasification system is demonstrated in Güssing and Oberwart (Austria) and yields a
high quality product gas. Thus, the gas is well suited for synthesis processes. However, a substantial improvement of
fuel flexibility as well as overall efficiency of the process is necessary. In order to achieve these improvements the
bubbling fluidized bed, which is used in the classical gasifier design, will be replaced by a countercurrent reactor with
zones of solids accumulations in sections operated in the turbulent fluidized bed regime. Therefore, the gas-solids
contact, which is important for tar reforming reactions, is increased significantly. Moreover, higher gasification rates
and higher efficiencies can be expected due to the improved gas-solids interaction in the gasification section.
Keywords: gasification, reforming, dual fluidized bed, thermo-chemical conversion, tar, efficiency, product gas, steam
1
INTRODUCTION
Efficient utilization of biomass as a primary energy
source reduces greenhouse gas emissions and reduces the
need for long-distance transport of energy, thus
increasing the security of energy supply. The main
challenge is to develop new fields of application apart
from simple heat generation. The dual fluidized bed
steam gasification technology represents a key
technology for both efficient combined heat and power
production, as well as for coupled production of synthetic
biofuels (2nd generation biofuels, polygeneration
approach). The process has been developed at the Vienna
University of Technology and is successfully
demonstrated in Güssing and Oberwart at a scale of 8
resp. 10 MWth. Various syngas upgrading and utilization
technologies are currently investigated in national and
international research projects. Some technologies, like
production of synthetic natural gas are already in the
large scale demonstration phase.
An increased interest from industry in technologies to
substitute natural gas by using industrial waste fuels such
as sewage sludge, municipal waste, saw dust, bark, waste
wood, etc. [1], leads actually to a rethinking of the design
of the gas generation section itself.
In the classical design of the dual fluidized bed
biomass gasifier (like Güssing), the gasification reactor is
designed as bubbling fluidized bed. The heat transfer to
the fuel particles and the main tar destruction reactions
take place in contact with the bed material particles inside
the bubbling fluidized bed. Above there is a freeboard
region where the solids concentration approaches zero.
Such a separation between bubbling bed and freeboard
leads to problems especially when inhomogeneous fuels
are used. Organic fines are immediately elutriated into
the freeboard where primary tars are emitted and not
sufficiently converted due to lack of catalytically active
solids in the freeboard. This may result in tar depositions
down-stream of the gasifier and may critically affect the
plant availability.
Recent research performed in the field of chemical
looping combustion [2, 3] revealed that there is a
significant improvement of gas-solids contact possible by
increasing the fluidization velocity up to the turbulent or
fast fluidization regime. These operating conditions also
offer a promising approach in combination with dual
fluidized bed gasification/reforming [4, 5]. In this case
the bed material is distributed over the whole gasifier
volume, partly elutriated at the top and recycled into the
gasifier via a cyclone and loop seal. The change in
fluidization conditions of the gasifier results in the
following advantages: (1) The free-board disappears in
favor of a zone with significant presence of solids.
Organic fines pyrolyse in presence of catalytically active
material and thus the tar destruction mechanisms work
independently of fuel particle size. (2) The necessary
reaction volume of the gasifier can be reduced and a scale
up of the technology to larger capacities is favored. (3)
The separation systems at the exit of both reactors lead to
a defined backflow of coarse particles and also
catalytically relevant fines into the gasifier system. It
further prevents the product gas line from facing too high
solid fractions.
The aim of the presented work is to investigate this
promising approach at relevant operating conditions to
provide the basis for the industrial demonstration.
2
DUAL FLUIDIZED BED GASIFICATION
2.1 State of the art
Many gasification technologies have been developed
whereas the reactor types can be split up into four groups:
fixed bed, fluidized bed, moving bed gasifiers and
reactors of special design [6]. Dual fluidized bed gasifiers
are used to produce a high quality product gas. The
gasification section is generally heated with hot particles
from the second fluidized bed, which is heated by
burning the remaining char with air. Gasification can be
realized as bubbling and combustion as circulating
fluidized bed (CFB) [e.g. 7], the other way round [8], or
even as combination of two CFB reactors [e.g. 9, 10].
However, other configurations such as the heat pipe
reformer exist [11]. A review about classical concepts is
given by Corella and co-workers [12] as well as by
Göransson and co-workers [13]. In the following a short
overview over promising designs, either in pilot or
demonstration scale, is given.
Kagayama and Kunii tested DFB gasification for
RDF (refused-derived waste) already in the 1970´s with a
1 of 7
�combination of two bubbling fluidized beds [14].
Another technical option with two circulating fluidized
beds has been proposed by Paisley and co-workers in the
1980´s [9].
The so called Herhof-IPV process is under
investigation at the University of Siegen, Germany [15]
using a 150 kWth pilot plant. The process is consisting of
parallel operation of a fixed bed gasifier and a bubbling
fluidized bed reactor as combustor. Biomass is fed into
the fixed, dried, pyrolised, and gasified. Municipal waste
is used as fuel and silica sand as bed material. Steam is
used in the upper part of the fixed bed as well as in the
loop seals. A high quality product gas with a lower
heating value of about 13.3 MJ/Nm³ and nitrogen
concentration less than 7 vol.-% is obtained.
The MILENA gasification process uses as well a
bubbling fluidized bed as combustor whereas the
gasification is carried out in a fast fluidized riser [8, 16].
The system is optimized for the production of substitute
natural gas (SNG) out of biomass [17]. Tests with a
30 kWth lab-scale facility revealed MILENA to be a
stationary process producing a product gas, which
contains very high amounts of hydrocarbons on energy
basis. Cold gas efficiencies of 80 % are expected to be
possible for large-scale systems.
At the Dalian University of Technology, China, the
so called ECCMB (external circulating concurrent
moving bed) system is under investigation in a 1 kgfuel/h
research facility [18]. This process combines a
transporting fluidized bed acting as combustion zone and
a gas-solids concurrent downflow-moving bed as
gasification zone. Olivine is used beside its function as
heat carrier also as catalyst to reform the tars. The
combustion reactor is fluidized with air, whereas steam is
used for the gasification part. The fuel particles are
introduced to the system into the gasification section.
Ungasified charcoal is transported to the combustion
zone and combusted to heat up the bed material. The
product gas from biomass gasification consists mainly of
hydrogen (25 … 40 vol.-%), CO (50 … 30 vol.-%), CO2
(10 … 15 vol.-%) and CH4 (10 vol.-%), depending on the
gasification temperature (650 … 800 °C) and the steam
to biomass ratio (0.2 … 1.2).
At Ishikawajima-Harima Heavy Industries Co, Japan
a DFB system, combining concentrically a bubbling
fluidized bed gasification zone and a pneumatic transport
riser as combustion zone, is developed to gasify residues
from the food industry [19]. The gasification zone is
fluidized by steam and the combustion zone by air. The
fuels have originally more than 65 wt.-% moisture. In the
first step the fuel is dried down to 10 wt.-% of moisture
and in parallel fat is reformed to increase the ability for
thermo-chemical conversion. The resulting product gas
composition is comparable to the above described
systems. As advantage of this system it should be
mentioned that due to the compact design heat losses can
be minimized.
A special concept of a dual fluidized bed gasifier is
represented by the so called “Heatpipe Reformer”
developed at the Technical University of Munich. This
technology uses closed pipes filled with a working fluid
such as sodium or potassium to deliver the heat from the
bubbling fluidized bed combustion section to the
bubbling fluidized bed gasification section by
evaporation and condensation of the working fluid
[11, 20, 21]. Thus, this concept can be classified as
allothermal gasifier based on solid biomass. A high-
calorific gas, free of nitrogen, is produced to be used for
combined heat and power production as well as for
synthesis processes.
The so called Chalmers gasifier represents a
promising design similar to the dual fluidized bed
gasification as described in section 2.2. Gasification is
done in a bubbling fluidized bed and char combustion in
the circulating fluidized bed [22]. This design is from the
viewpoint of particle circulation, fuel conversion as well
as tar levels an attractive design amongst the group of
gasifiers. A 2-4 MWth indirect gasification section is
integrated into the loop of the existing 8-12 MWth
circulating fluidized bed (CFB) boiler at Chalmers
University. After the cyclone of the boiler the particle
stream is divided. A defined amount of hot bed material
entrained from the boiler is so transferred to the gasifier
providing the heat for the production of a nearly nitrogen
free product gas. Non-gasified char is returned together
with the bed material into the boiler and converted.
Biomass can be fed into both sections; the boiler and the
gasifier. The gasification is separated from the boiler via
two loop seals and a particle distributer, directing
particles either back to the boiler or into the gasification
section. For that reason the CFB boiler can be operated
even after the retrofit independently, just like before, or
in combined combustion/gasification mode. This
possibility keeps the risk for a retrofit low. As,
furthermore, the investment costs for the integration are
considerably lower than standalone gasification units of
that size, the retrofit is an easy way to extend the
potential and product spectrum of a CFB boiler towards
bi- and tri generation (heat, power, fuel) and enter new
markets.
2.2 Dual fluidized bed steam gasification at the
Vienna University of Technology
Biomass steam gasification allows the conversion of
solid feedstock (biomass, residues, coal, waste
materials, etc.) to a medium calorific gas (12 –
14 MJ/Nm³) consisting mainly of H2, CO, CO2, CH4 and
H2O (see Table I). At the Vienna University of
Technology the dual fluidized bed steam gasification
technology has been developed to provide the heat for the
gasification reactor by circulating bed material. This
system is a further development of the so called “Fast
Internally Circulating Fluidized Bed” (FICFB)
technology [23, 24, 25].
The principle of the dual fluidized bed steam
gasification process is displayed in Figure 1 whereas
Figure 2 shows how this concept is implemented
technically. The feedstock is transported by screw
conveyors directly into the bubbling fluidized bed
gasification reactor. Several processes occur in parallel
such as drying, devolatilization, pyrolysis, and partially
heterogeneous char gasification whereas the bed
temperatures are adjusted in the range of 850 – 900 °C.
Residual biomass char leaves the gasifier together with
the bed material through an inclined, steam fluidized
chute towards the combustion reactor. The combustion
reactor (so called riser) is operated in the fast fluidization
regime with air as fluidization agent. Thus, the char is
combusted to heat up the bed material. The hot bed
material particles are separated from the flue gas in a
cyclone separator and the hot particles flow back to the
gasifier via a loop seal. The loop seal and the chute are
fluidized with steam to avoid gas leakage between
gasification and combustion zone and to allow high solid
2 of 7
�throughput. The system is inherently auto-stabilizing
since a decrease of the gasification temperature leads to
higher amounts of residual char which results in more
fuel for the combustion reactor. The temperature
difference between the combustion and the gasification
reactor is determined by the energy needed for
gasification as well as the bed material circulation rate. In
practical operation, the gasification temperature can be
influenced by an auxiliary fuel input (e.g. recycled
product gas, saw dust, etc.) into the combustion reactor.
The pressure in both, gasification and combustion,
reactors is close to atmospheric conditions. The process
yields two separate gas streams, a high quality product
gas and a conventional flue gas, at temperatures higher
than 800 °C. The product gas is generally characterized
by a relatively low content of condensable higher
hydrocarbons (4 – 8 g/m³ of so called tars, heavier than
toluene), low N2 (< 1 vol.-%db), and a high hydrogen
content of 36 – 42 vol.-%db (a detailed gas composition
is given in Table I). For practical use, olivine - a natural
mineral, has proven to be a suitable bed material with
enough resistance to attrition and moderate tar cracking
activity.
2.3 Dual fluidized bed steam gasification of solid
biomass coupled with CO2 capture
Recently a lot of research has been done to either
remove carbon dioxide from flue gas streams of boilers
[26, 27, 28] or to produce hydrogen rich gases [29, 30].
The process for in-situ removal of carbon dioxide by
calcium oxide in gasification and reforming applications
is well known for a long time [31, 32, 33].
A further development of the previously described
dual fluidized bed steam gasification of biomass is the
implementation of the sorption enhanced reforming
process (SERP) which uses in-situ carbon dioxide (CO2)
capture by the bed material [34, 35]. Therefore the
gasification temperature has to be reduced to
temperatures below 700 °C. The principle of this process
is shown in Figure 3, whereas in Table I typical ranges of
gas composition in comparison to the conventional
process is given. Apart from its functions as heat carrier
and as catalyst the bed material transports selectively
carbon dioxide from the gasification to the combustion
section. This is done by repeated cycles of carbonation as
well as calcination of the material according the
following equation:
CaO CO2 CaCO3
Eq. 1
Equation 2 displays the water-gas shift reaction
which allows also removal of carbon monoxide from the
product gas:
CO H 2O CO2 H 2
Figure 1: Principle of dual fluidized bed steam
gasification for solid feedstock (conventional process)
Eq. 2
This process offers the following advantages to the
conventional operation mode of the gasifier: (1) internal
reforming of tars (primary as well as secondary), whereas
the formation of higher tars is inhibited (2) integration of
exothermic carbonation as well as water-gas shift
reaction into the gasification (3) the low operation
temperature as well as the catalytically active CaO allows
gasification of problematic feedstock such as biomass
with high mineral and high moisture content, e.g. straw,
sewage sludge. However, there are limitations (see
section 3 Process Limitations) of the process in the actual
design such as residence time and gas-solids contact
since the carbonation needs high residence time with
sufficient contact of the product gas and the bed material.
Figure 3: Principle of dual fluidized bed steam
gasification with selective transport of CO2 (SERP)
Figure 2: Classical dual fluidized bed steam gasifier
3 of 7
�Table I: Typical product gas composition of the dual
fluidized bed steam gasification process without and with
selective CO2 transport
component
unit
H2
CO
CO2
CH4
C2H4
C2H6
C3-fract.
tar
dust
H2O
vol.-%db
vol.-%db
vol.-%db
vol.-%db
vol.-%db
vol.-%db
vol.-%db
g/Nm³db
g/Nm³db
vol.-%
feedstock
bed material
3
conv.
process
36 … 42
19 … 24
20 … 25
9 … 12
2.0 … 2.6
1.3 … 1.8
0.3 … 0.6
4…8
10 … 20
30 … 45
wood
pellets
olivine
SER
process
55 … 70
5 … 11
7 … 20
8 … 13
1.4 … 1.8
0.3 … 0.6
0.3 … 1.0
0.3 … 0.9
20 … 50
50 … 60
wood
pellets
calcite
PROCESS LIMITATIONS
A significant progress with regard to design
development as well as to demonstration of dual fluidized
bed gasifiers has been achieved within the last decade.
Production of a high-quality syngas with manageable
amounts of impurities from biomass is feasible. However,
most of the designs work well for certain fuels whereas
fuel flexibility, conversion efficiency and reliability are
getting more and more important. The classical design of
the DFB gasifier as proposed by the Vienna University of
Technology is commercially demonstrated at several
locations with wood chips from forestry as fuel. To meet
future demands of this promising technology firstly an
assessment of the limitations of the process has been
accomplished. In the following the main limitations
(classical design) are listed whereas it has to be
mentioned that for a specific application not all
limitations play a major role:
Feedstock: flexibility and composition with regard
to particle size, fines, ash content, moisture, volatiles
content, heating value, liquid vs. solids
Gas-solids contact with regard to the freeboard of
the bubbling fluidized bed
Residence time of fuel and products from drying,
devolatilization, pyrolysis, and gasification in the
fluidized bed
Tar content as well as tar composition
Entrainment of fine char particles
Entrainment of catalytically active particles being
important for carbonate looping (CaO/CaCO3)
Feedstock feeding with regard to residence time in
the bed
Overall efficiency with regard to steam-to-fuel resp.
steam-to-carbon ratio
Externally auxiliary fuel input in the combustion
section needed
Fuel power of the plant is limited by the bubbling
fluidized bed
The evaluation of the above listed limitations
respectively led to a suggested design of a novel dual
circulating fluidized bed, whereas the gasification section
is designed as countercurrent column with zones of bed
material accumulations. This proposed reactor system,
called G-volution gasifier, is described in the following
chapter.
4
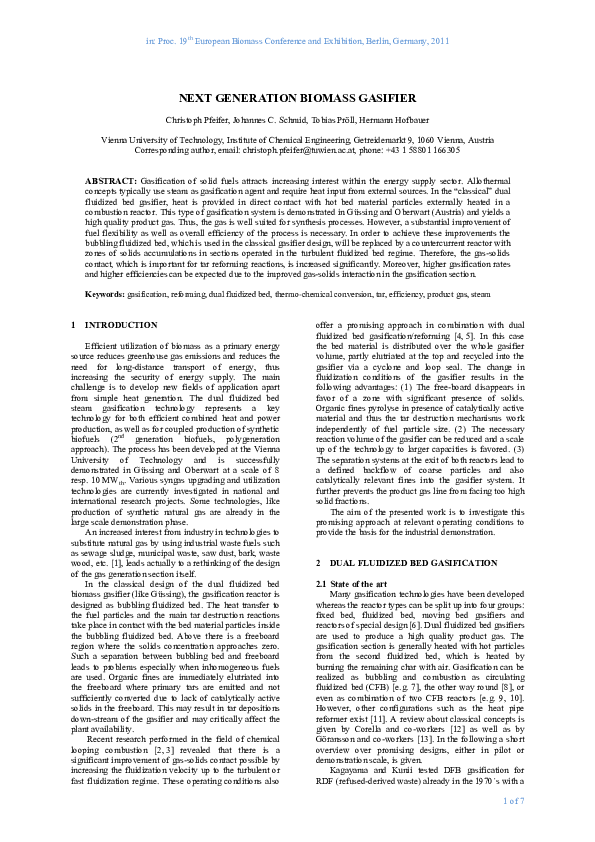
G-VOLUTION GASIFIER
The novel dual circulating fluidized bed (DCFB)
concept with countercurrent effect in the gasification
section and with multistage (additional) solids separation
systems, for coarse and fine particles on each side, is
displayed in Figure 4. The outstanding improvement of
the G-volution design is the special construction of the
gasification section with the fluid dynamics in this
reactor. Thus, the gas-solids interaction is significantly
improved. Gas as well as solids residence time is
increased with regard to contact of bed material and the
gaseous phase. Fluid dynamics in the reactor can be
expected to resemble a multi-stage cascade of stirred
vessels. The gasification reactor can also be described as
a plug flow reactor for gas and a column of stirred vessels
for solids, with the special characteristic that the gaseous
phase and solids move in countercurrent directions. This
includes that fresh, regenerated and hot bed material from
the combustion reactor (CR) is present in the upper part
of the gasification reactor (GR) before the product gas is
leaving the gasifier. Thus maximize chemical and
physical driving forces, ensure high conversion rates and
low tar contents in the product gas. With increasing hold
up of bed material the pressure drop is increasing in the
gasification reactor. The pressure difference between the
lower parts of the combustion and gasification reactor
can be used to replace the externally auxiliary fuel input.
Therefore a bypass directs hot product gas in a defined
quantity from the gasification to the combustion reactor
(see Figure 4).
Detailed results about the conversion of methane,
hydrocarbons and tars, as well as cold flow modeling of
the key modifications of the G-volution concept have
been presented by Schmid et al. [4, 5] and Guìo-Pèrez et
al. [36]. Based on those findings the following main
advantages of the new gasification system can be
expected:
Smaller particle sizes of bed material reduces the
necessary gas velocity and in the following attrition
and abrasion effects
Increases of the residence times for fuel particles as
well as gases with regard to gas-solids interaction
Feedstock can be fed at several positions depending
on the fuel parameters (e.g. gaseous/liquid/solid,
amount of volatiles)
Global circulation rate predominantly controlled
with fluidization rate of the combustion reactor
Fast fluidized combustion reactor combined with a
moderately fluidized gasification reactor with zones
Turbulent fluidization in each stage (excellent gassolids contact)
Solids residence time distribution resembles a
cascade of stirred vessels (dispersed downward
movement of solids)
Increased bed material hold up (and residence time)
in the gasification reactor
The countercurrent effect of solids and gas in the
4 of 7
�
gasification reactor maximizes chemical and
physical driving forces over height
Simple geometrical changes (good applicability to
refractory-lined units)
Entrained fines (like fine char and CaCO3) out of the
gasification reactor are fed back to the reactor
system through a solids separator system
A combination of hard coarse particles and softer
fines is possible
Classifying effect and countercurrent movement of
coarse particles (downward) and fines (upward) in
the gasification reactor
Internal utilization of hot product gas to control
process parameters (no need of external auxiliary
fuel input to combustion reactor)
5
A novel fluidized system with two reactor units
interconnected with circulating solids is presented. The
design is based on a dual fluidized bed gasifier concept.
The global solids loop starts in the combustion
reactor (CR) where solids are entrained. Coarse and fine
bed material are separated from the flue gas stream and
sent to the gasification reactor (GR) via steam fluidized
loop seals (upper loop seal, CR cyclone loop seal). From
the gasification reactor, the solids mainly flow back into
the combustion reactor via a second loop seal connecting
the bottom regions of the two reactors (lower loop seal).
Fine solids entrained and separated from the gasification
reactor product gas stream are also directed back into the
system.
An extensive gas-solids contact is crucial to produce
a high quality syngas out of various feedstocks, varying
in composition, size distribution, ash content, and
physical condition (gaseous, liquid, solid). Cold flow
modeling as well as pilot scale experiments gained
improved performance with increasing fluidization
velocity, especially if comparing bubbling with turbulent
fluidization regimes. Further improvement in gas-solids
contact can be achieved by modification of the geometry
of the secondary fluidized bed. The reactor is divided into
a sequence of sections by constrictions whereas solids
density is high above these constrictions. It is possible to
feed the solids coming from the combustion reactor close
to top of the moderately fluidized gasification reactor.
Since the solids leave this reactor at the bottom, this
allows an overall countercurrent flow regime of gas and
solids. The fluid dynamics of the bed material in the
gasification reactor is equivalent to a column of stirred
vessels. Furthermore solid feedstock with high content of
volatile compounds (like wood chips) or fines (like
sawdust) can be fed close to the bottom of the fuel
reactor. Coarse feedstock with low content of volatile
compounds can be fed at higher regions. Optimal
residence time distributions are possible depending on the
location of feedstock input.
Summarizing, dual fluidized bed systems are
increasingly used for energy conversion technologies
such as steam gasification, sorption enhanced reforming
(carbonate looping) and chemical looping processes
(combustion respectively reforming). For all these
processes intensive gas-solids contact is the key
parameter. The proposed process of dual circulating
fluidized bed design, in combination with countercurrent
flow in the fuel respectively gasification reactor and
zones of bed material accumulation, will result in higher
conversion rates and overall efficiency. Moreover,
improved gas quality with a reduced amount of tars can
be expected.
6
[1]
[2]
Figure 4: G-volution gasification system,
next generation biomass gasifier
SUMMARY
REFERENCES
Wilk, V., Kitzler, H., Koppatz, S., Pfeifer, C.,
Hofbauer, H., “Gasification of waste wood and
bark in a dual fluidized bed steam gasifier”,
Biomass
Conversion
and
Biorefinery,
DOI 10.1007, (2011).
Kolbitsch, P., Pröll, T., Bolhàr-Nordenkampf J.,
Hofbauer, H., "Design of a chemical looping
combustor using a dual circulating fluidized bed
(DCFB) reactor system", Chemical Engineering
5 of 7
�[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
[11]
[12]
[13]
[14]
[15]
[16]
[17]
and Technology, 32(3), 398-403., (2009).
Pröll, T., Kolbitsch, P., Bolhàr-Nordenkampf J.,
Hofbauer, H., "A novel dual circulating fluidized
bed (DCFB) system for chemical looping
processes", AIChE Journal, 55 (12), 32553266, (2009).
Schmid, J.C., Pröll, T., Pfeifer, C., Hofbauer, H.
"Improvement of gas-solid interaction in dual
circulating fluidized bed systems", 9th european
conference on industrial furnances and boilers
(INFUB), 26. to 29. April 2011, Estoril,
Portugal, (2011).
Schmid, J.C., Pröll, T., Diaz, I., Hafner, C., Jörg,
K., Pfeifer, C., Hofbauer, H., "G-VOLUTION:
Biomasse-Dampfvergasung
der
zweiten
Generation", publizierbarer Endbericht für Klima
und
Energiefonds
&
FFG,
31.01.2011,
Österreich, (2011).
Bolhàr-Nordenkampf, M., “Techno-Economic
Assessment on the Gasification of Biomass on the
Large Scale for Heat and Power Production”, PhD
thesis, Vienna University of Technology, (2004).
Hofbauer, H., Rauch, R., Loeffler, G., Kaiser, S.,
Fercher, E., Tremmel, H. „Six Years Experience
with the FICFB-Gasification Process, In Twelfth
European Biomass Conference, 982–985. ETA:
Florence, Italy, (2002).
van der Meijden, C.M., Bergman, P.C.A., van der
Drift, A., Vreugdenhil, B.J., “Preparations for a
10 MWth Bio-CHP Demonstration based on the
MILENA Gasification Technology”, 18th European
Biomass Conference and Exhibition, 3-7 May
2010, Lyon, France, (2010).
Paisley, M.A., Anson, D., “Biomass gasification for
turbine-based power generation”, J.Eng. Gas
Turbines Power, 120, 284-288, (1998).
Craig, K., Overend, R.P., Gillete, L., “The Vermont
biomass gasifier project – Medium heating value
gas for electric power applications”, J.Eng. Gas
Turbines Power, 118, 465-469, (1998).
Karellas, S., Karl, J., Kakaras, E., “An innovative
biomass gasification process and its coupling with
microturbine and fuel cell systems”, Energy 33,
284–291, (2008).
Corella, J., Toledo, J.M., Molina, G., “A Review on
Dual
Fluidized-Bed
Biomass
Gasifiers”,
Ind.Eng.Chem.Res., 46, 6831-6839, (2007).
Göransson, K., Söderlind, U., He, J., Zhang, W.,
„Review of syngas production via biomass
DFBGs“, Renew Sustain Energy Rev (2010).
Kagayama, M., Igarashi, M., Hasegawa, M.,
Fukuda, J., Kunii, D., “Gasification of solid waste
in dual fluidized-bed reactors” Chapter 38, in
Thermal Conversion of Solid Waste and Biomass,
Jones, J.L., Redding, S.B., Eds.; ACS Symposium
Series 130, American Chemical Society:
Whashington DC, (1980).
Hamel, S.; Hasselbach, H.; Weil, S.; Krumm, W.,
“Autothermal two-stage gasification of low-density
waste-derived fuels”, Energy, 32, 95-107, (2007)
van der Meijden, C.M., Veringa, H.J., Vreugdenhil,
B.J., van der Drift, B., “Scale-Up of the Milena
Biomass Gasification Process”, International
Journal of Chemical Reactor Engineering, Vol. 7,
BioEnergy II, (2009).
van der Drift, A., van der Meijden, C.M.,
Boerrigter, H., “Milena Gasification Technology
[18]
[19]
[20]
[21]
[22]
[23]
[24]
[25]
[26]
[27]
[28]
[29]
[30]
[31]
[32]
for high efficient SNG from Biomass”, 14th
European Biomass Conference & Exhibition, 17-21
October 2005, Paris, France, (2005).
Wei, L.; Xu, S.; Liu, J.; Lu, C.; Liu, S.; Liu, C., “A
Novel Process of Biomass Gasification for
Hydrogen-Rich Gas with Solid Heat Carrier:
Preliminary Experimental Results”, Energy &
Fuels, 20, 2266-2273, (2006).
Murakami, T.; Xu, G.; Suda, T.; Matsuzawa, Y.;
Tani, H.; Fujimori, T., “Some process fundamentals
of biomass gasification in dual fluidized bed”, Fuel,
86, 244-255, (2007).
Tremel, A., Stemann, M., Gaderer, M., Spliethoff,
H., „Process Efficiency of Small Scale SNG
Production from Biomass“, 17th European Biomass
Conference&Exhibition, 29 June-3 July 2009,
p1788-1984, (2009).
Metz, T., “Allotherme Vergasung von Biomasse in
indirekt beheizten Wirbelschichten”, PhD thesis,
Technical University of Munich, Germany, 2007
Thunman, H., Seemann, M., “First Experiences
with the new Chalmers Gasifier”, Proceedings of
the 20th International Conference on Fluidized Bed
Combustion, II pp. 659-663. ISBN/ISSN: 978-7302-20146-5, (2010).
Zschetzsche A.,
Hofbauer H.,
Schmidt A.,
“Biomass Gasification in an Internally Circulating
Fluidized Bed” Proc. of the 8th European
Conference on Biomass for Agriculture and
Industry, Vienna, Austria, (1994).
Hofbauer, H., Stoiber, H., Veronik, G.,
“Gasification of Organic Material in a Novel
Fluidization Bed System”, Proc. of the 1st SCEJ
Symposion on Fluidization, Tokyo, pp. 291299, (1995).
Hofbauer, H., Veronik, G., Fleck, T., Rauch, R.,
“The FICFB gasification process”, Developments
in Thermochemical Biomass conversion Vol.2 pp
1016-1025, Banff, (1997).
Shimizu, T., Hirama, T., Hosada, H., Kitano, K.,
Inagaki, M., and Tejima, K. “A twin fluid-bed
reactor for removal of CO2 from combustion
processes”,
Chemical
Engineering
Research&Design 77, Part A, 62–68 (1999).
Hughes, R.H., Lu, D.Y., Anthony, E.J., Macchi, A.,
“Design, process simulation and construction of an
atmospheric dual fluidized bed combustion system
for in situ CO2 capture using high-temperature
sorbents”, in Fuel Processing Technology, Vol. 86,
Issue 14-15, Pages 1523-1531, (2005).
Sun, P., Grace, J. R., Lim, C. J., Anthony, E. J.
“The effect of CaO sintering on cyclic CO2 capture
in energy systems”, AIChE Journal 53(9), 2432–
2442 (2007).
Lin, S., Harada, M., Suzuki, Y., Hatano, H.
“Continuous experiment regarding hydrogen
production by coal/CaO reaction with steam (I) gas
products”, Fuel 83, 869–874 (2004).
Lin, S., Harada, M., Suzuki, Y., Hatano, H.
“Process analysis for hydrogen production by
reaction integrated novel gasification (HyPrRING)”, Energy Conversion and Management 6,
869–880 (2005).
Murphree, E.V., “Hydrogen Production”, US
Patent No. 2425754, (1941).
Gorin, E., “Gasification of carbonaceous solid
fuels”, US Patent No. 2654661, (1953).
6 of 7
�[33] Curran, G.P., Fink, C.E., Gorin, E., “CO2 Acceptor
Gasification Process: Studies of Acceptor
Properties”, Advances in Chemistry, 69, Fuel
Gasification, ed. by Schorda, F.C., American
Chemical Society, Washington, 141-165, (1967).
[34] Pfeifer, C., Puchner, B., Hofbauer, H., “In-Situ
CO2-Absorption in a Dual Fluidized Bed Biomass
Steam Gasifier to Produce a Hydrogen Rich
Syngas”, International Journal of Chemical Reactor
Engineering 5, (2007).
[35] Koppatz, S., Pfeifer, C., Rauch, R., Hofbauer, H.,
Marquard-Moellenstedt, T., Specht, M., "H2 rich
product gas by steam gasification of biomass with
in situ CO2 absorption in a dual fluidized bed
system of 8 MW fuel input", Fuel Processing
TechnologyVolume 90, Issues 7-8, July-August,
Pages 914-921, (2009).
[36] Guìo-Pèrez, D.C., Marx, K., Pröll, T., Hofbauer,
H., “Fluid dynamic effects of ring-type internals in
a dual circulating fluidized bed system”, in
Proceedings of the 10th International Conference on
Circulating Fluidized Beds and Fluidization
Technology (CFB-10), Pages 337 to 344, (2011).
7
8
LOGO SPACE
ACKNOWLEDGEMENTS
This work is part of the projects G-volution and Gvolution II under the “New Energies 2020” calls of the
Austrian Climate and Energy Fund processed by the
Austrian Research Promotion Agency (FFG). The work
has been accomplished in cooperation with “TECON
Engineering GmbH” (www.tecon.at).
7 of 7
�
 Hermann Hofbauer
Hermann Hofbauer