3. Results and Discussion
The microstructures of CCM alloys in the as-cast condition are the combination of dendritic matrixes and secondary phases, mainly identified as M
23C
6 carbides (M = Cr, Mo, and Co) located at interdendritic regions and grain boundaries. A detailed description of the CCM alloy microstructure used in this work can be found elsewhere [
11]. Partial solution treatment at 1230 °C for 60 min resulted in an incomplete dissolution of interdendritic carbides, and subsequent quenching led to the development of a single-phase supersaturated solid solution with undissolved carbide particles, as shown in
Figure 1a. Basically, the dissolution of M
23C
6 carbides in γ
fcc-austenite is a diffusion-controlled slow process, which means that after partial solution treatment, some round-like carbide particles still exist and remain embedded in the matrix.
Figure 1b shows the morphology and distribution of the undissolved carbide particles at higher magnification, showing particle sizes larger than 1 µm. According to X-ray line scan analysis (see the inset in
Figure 1b) and EDS point analysis (see
Figure 1c), the carbide particle is enriched with Cr, Mo, and Co. The particles are precipitated both within the grains as well as along the grain boundaries. The measured volume fraction of particles in the alloy was around 2 ± 0.2%. The small particle-to-grain size ratio makes it reasonable to determine the effect of particles on recrystallization.
Typical microstructures after a 5% thickness reduction followed by isothermal aging at 850 °C for 15 and 30 min, respectively, are shown in
Figure 2a–d.
Figure 2a,b shows many fine grains formed in the microstructure upon isothermal aging at 850 °C for 15 min. Interestingly, unlike normal recrystallization phenomena taking place in other alloys, the nucleation sites are well restricted within the vicinity of carbide particles, and the γ matrix seems to be stable in regions far away from the particles, showing a typical feature in particle-stimulated nucleation (PSN). In addition,
Figure 2c,d shows the microstructure after isothermal aging at 850 °C for 30 min at two different magnifications. It seems that PSN was completed at 30 min and also grain coarsening started to occur at some grains. Isothermal martensite was also developed at the grain boundaries at this stage of aging.
As shown by the arrow in
Figure 3a, DRX did not occur around some isolated particles in the original grains, even for those with sizes as large as 10 µm in diameter. According to the OM and SEM images, it appears that clusters of particles are more favorable sites for PSN than single particles. This can be seen in the SEM micrograph in
Figure 3c, showing the occurrence of particle-stimulated nucleation originating from the region located close to the interface (shown by the yellow arrow). Hence, it is suggested that in CCM alloys, the formation of new DRX grains around coarse particles only occurs where these particles are present in large clusters.
The small subgrains and the maximum misorientation gradient that forms a high-angle grain boundary at the particle/matrix interface and/or within the deformation zone in the matrix are two key features determining the manifestation of particle-stimulated nucleation [
6]. In other words, the onset of nucleation depends on particle size and strain introduced in the matrix.
The heavily faulted region at the interface of the carbide/matrix is observed in the high-resolution TEM image after 5% plastic deformation in
Figure 4. The development of stress-induced hcp martensite and generation of dislocations could stimulate the nucleation of new grains at the particle/matrix interface or somewhere in the deformation zone but very close to the particle surface.
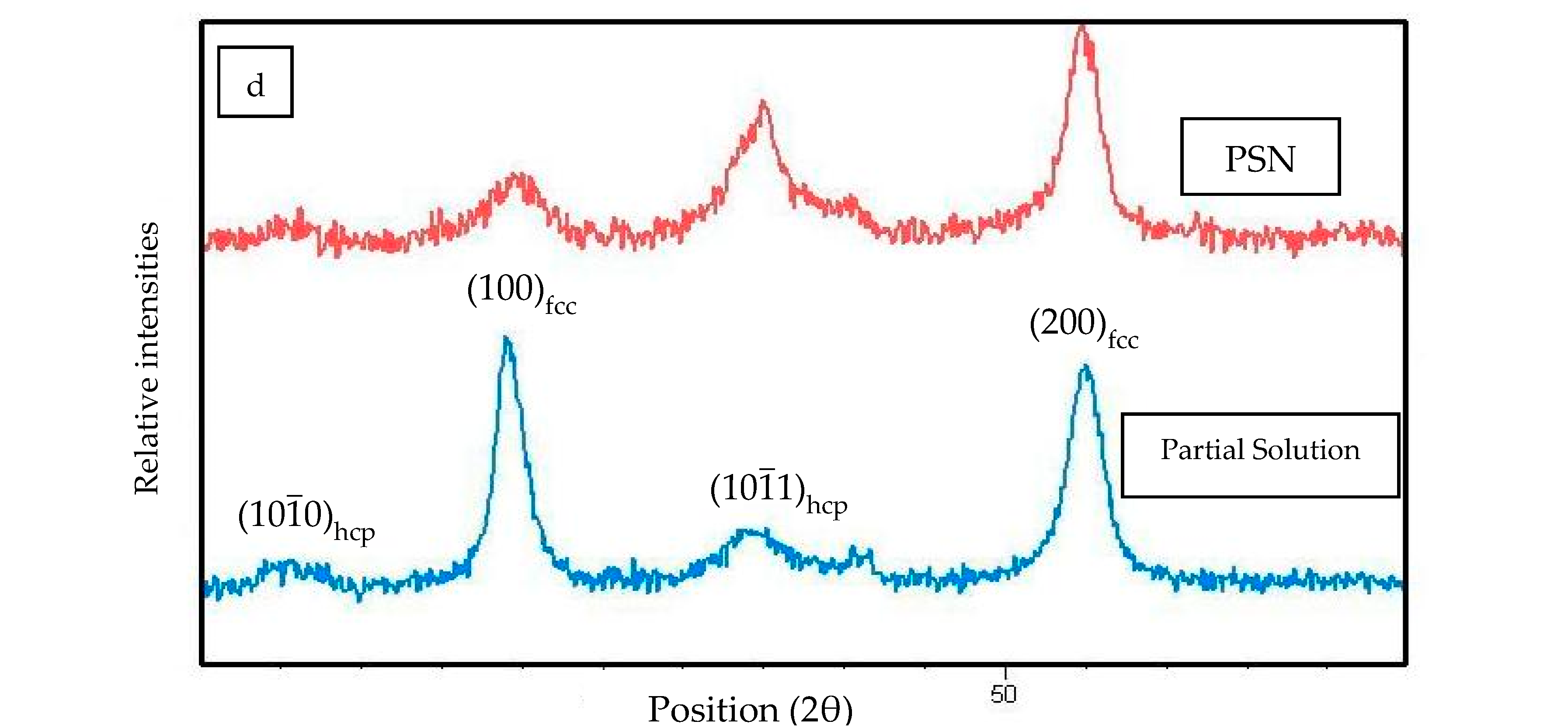
It is interesting to note that the resulting grain size in the specimens after PSN is considerably finer than the initial grain size after partial solution treatment. In general, in PSN the nucleation sites are well distinct (unlike most other recrystallization mechanisms); therefore, it is possible to tailor the microstructure and increase the number of potential nuclei via alloying or processing to reduce the final grain size and subsequently enhance the mechanical properties. In the current work, the mean grain size of 83 ± 5 µm is achieved after PSN, as compared to the initial grain size of 500 ± 12 μm. X-ray diffraction peaks of the partial solution and PSN specimens are shown in
Figure 3d. As expected, the microstructure of the partially solutionized sample is a combination of γ
fcc and athermal martensite. Upon PSN, the intensity of the hcp phase increases, showing the formation of isothermal martensite. In addition to grain refinement, there are indeed some other factors contributing to the strengthening of CCM alloy. Solid-solution elements such as Mo and Cr, and the role of carbon in promoting the precipitation of M
23C
6 and M
7C
3 carbides (M = Cr, Mo, Nb, Co, etc.), isothermal martensite, and stress-induced martensite are some important strengthening mechanisms in CCM alloys. In addition, partial dissolution of carbides would change the stacking fault energy, and this would affect the difficulty of cross slip and glide of dislocations. For example, Cr and Mo elements are both hcp stabilizers and they tend to decrease the stacking fault energy, while carbon is an fcc stabilizer element, and it tends to increase the stacking fault energy. The decrease of stacking fault energy would increase the spacing between partial dislocations, making the movement of dislocations more difficult.
Figure 5 shows the engineering stress–strain curves of the specimens after partial solution treatment at 1230 °C for 60 min and particle-stimulated nucleation of recrystallization (PSN) at 850 °C for 30 min. As can be seen in this plot, the PSN sample shows a superior yielding point and tensile strength as compared to the partially solutionized sample, which can mainly be attributed to the role of PSN in grain refinement. In fact, for a given plastic strain, the amount of stress-induced martensite (fcc → hcp) increases as the initial grain size of the fcc phase decreases. The stress-induced martensitic phase transformation (fcc → hcp) plays two roles during plastic deformation. On the one hand, the fcc-to-hcp phase transformation contributes to relieve the rapid build-up of internal stresses caused by the relative inability of the fcc phase to accommodate plastic deformation via the dislocation glide mechanism. On the other hand, the volume change associated with the phase transformation provides the material with an additional strain-producing mechanism that inhibits the formation of internal cracks. Therefore, the smaller austenitic grain size formed after PSN increases the area fraction of stress-induced hcp, giving the microstructure more ability to accommodate plastic deformation and preventing premature failure.
The results of the present study show that PSN is an effective method that can be employed to refine grain size and enhance mechanical properties, without the need to perform a severe plastic deformation process that would increase the risk of cracking and failure.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






