Download as pdf or txt
You might also like
- SDSS For ValvesDocument4 pagesSDSS For ValvesAhmed Ibrahim Ahmed EissaNo ratings yet
- Seminar Special CastingDocument16 pagesSeminar Special CastingAjith SreenathNo ratings yet
- Saline WaterDocument20 pagesSaline WaterAdroNo ratings yet
- UMCo 50Document3 pagesUMCo 50San ReyNo ratings yet
- Duplex Stainless Steel 329 or 1.4460 PDFDocument2 pagesDuplex Stainless Steel 329 or 1.4460 PDFtien100% (1)
- Outokumpu Supra Range DatasheetDocument12 pagesOutokumpu Supra Range DatasheetMichelNo ratings yet
- Shaw ProcessDocument2 pagesShaw ProcessSuresh KumarNo ratings yet
- An Introduction To Shaw Process by MustaDocument14 pagesAn Introduction To Shaw Process by MustaMarthinNo ratings yet
- 4 - Stainless Steels - Wrought and CastDocument24 pages4 - Stainless Steels - Wrought and Castdennykvg100% (1)
- Foundry of Non-Ferrous Metal AlloysDocument59 pagesFoundry of Non-Ferrous Metal AlloysNarender KumarNo ratings yet
- Characterization of The Carbides in The Steel X20CrMoV12.1 Used in Thermal Power PlantsDocument5 pagesCharacterization of The Carbides in The Steel X20CrMoV12.1 Used in Thermal Power PlantsHilarioPerezNo ratings yet
- Crystals 12 00978Document9 pagesCrystals 12 00978irmaNo ratings yet
- Application Manual Chapter 6 - Feeding & GatingDocument148 pagesApplication Manual Chapter 6 - Feeding & GatingVishal MaliNo ratings yet
- The Current State of Worldwide Standards of Ductile IronDocument8 pagesThe Current State of Worldwide Standards of Ductile IronN.PalaniappanNo ratings yet
- Core Sand MaterialDocument20 pagesCore Sand MaterialsudhirNo ratings yet
- 4 Draft or Taper AllowanceDocument5 pages4 Draft or Taper AllowanceAde PuspitaNo ratings yet
- Cores and CoremakingDocument12 pagesCores and CoremakingupenderNo ratings yet
- Effect of Boron in D.I.Document2 pagesEffect of Boron in D.I.Sachin KumbharNo ratings yet
- Ductile Iron, Also Known As Ductile Cast Iron, Nodular Cast Iron, Spheroidal Graphite Iron, Spherulitic Graphite Cast IronDocument3 pagesDuctile Iron, Also Known As Ductile Cast Iron, Nodular Cast Iron, Spheroidal Graphite Iron, Spherulitic Graphite Cast IronRajesh N Priya GopinathanNo ratings yet
- Unit 4:-Heat Treatment of MetalsDocument52 pagesUnit 4:-Heat Treatment of MetalsRushikesh Kale100% (1)
- ME 292 - Metallic Materials SessionalDocument39 pagesME 292 - Metallic Materials SessionalMuhammedNayeemNo ratings yet
- CarburisingDocument4 pagesCarburisingSelva KumarNo ratings yet
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDocument6 pagesEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessNo ratings yet
- Cast IronDocument64 pagesCast IronEr Vishal Divya Jagadale100% (1)
- Etchant Selection Guide (SS Superalloy) 11-2015Document3 pagesEtchant Selection Guide (SS Superalloy) 11-2015Malik Ansar HayatNo ratings yet
- Bas CatDocument31 pagesBas Catanwer_ahsanNo ratings yet
- Aisi 305Document3 pagesAisi 305Aditya PratapNo ratings yet
- Cast Iron SolidificationDocument12 pagesCast Iron Solidificationkatchani123100% (1)
- Ingot StructureDocument5 pagesIngot StructureklawsisNo ratings yet
- Effective Filtration of Steel CastingsDocument40 pagesEffective Filtration of Steel CastingsWalter Hartwell WhiteNo ratings yet
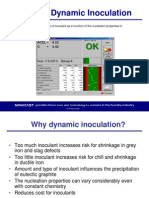
- ATAS Dynamic InoculationDocument27 pagesATAS Dynamic InoculationRaymundodelCampoNo ratings yet
- Riser DesignDocument33 pagesRiser DesignHassaan SajidNo ratings yet
- Stainless Steel Grade Composition ChartDocument8 pagesStainless Steel Grade Composition Chart23OtterNo ratings yet
- Filter NotesDocument46 pagesFilter Notestanzil10100% (1)
- MMS Unit IVDocument4 pagesMMS Unit IVAdula RajasekharNo ratings yet
- Evaporative Pattern Casting Epc PDFDocument2 pagesEvaporative Pattern Casting Epc PDFLauraNo ratings yet
- Chemical Machining Processes For Aircraft Parts Manufacturing (May 2019)Document105 pagesChemical Machining Processes For Aircraft Parts Manufacturing (May 2019)Luis Gustavo PachecoNo ratings yet
- Cold Form Steel PDFDocument70 pagesCold Form Steel PDFJohnnatan ViniciusNo ratings yet
- Cif Purge Plug Systems en 3Document3 pagesCif Purge Plug Systems en 3abdeljalil elbadrNo ratings yet
- Cast MaterialsDocument20 pagesCast MaterialsLoru Gomez100% (1)
- Cast IronDocument12 pagesCast IronSurendra SonayeNo ratings yet
- Tech Spot DC Vs CCDocument2 pagesTech Spot DC Vs CCLaura Bartlett100% (3)
- Advance StructuresDocument6 pagesAdvance StructuresManju NishaNo ratings yet
- Continuous Casting of Aluminum Based Bearing Alloys Subs Tech)Document5 pagesContinuous Casting of Aluminum Based Bearing Alloys Subs Tech)Carlos LorenzanaNo ratings yet
- MCM AllDocument7 pagesMCM AllPalanisamy RajaNo ratings yet
- Segregation and Banding in Carbon and Alloy Steel - 2013-10-07 - Industrial HeatingDocument3 pagesSegregation and Banding in Carbon and Alloy Steel - 2013-10-07 - Industrial HeatingharieduidNo ratings yet
- Bronze and Its Melting Process - 1Document3 pagesBronze and Its Melting Process - 1dom250% (2)
- Properties of Stainless SteelDocument9 pagesProperties of Stainless SteelEswar100% (1)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- ME Test 2 ConvDocument7 pagesME Test 2 ConvrajivkumarbalagaNo ratings yet
- AC4CDocument6 pagesAC4CTay Chu YenNo ratings yet
- Centrifugal Casting (8-20)Document20 pagesCentrifugal Casting (8-20)Rabindra DashNo ratings yet
- Tutorial Last AnswerDocument9 pagesTutorial Last AnswerEswaran ManakorNo ratings yet
- Increasing The Performance of Chain Sprocket by Using Cryogenic Treated and Normalizing in Superficial Heat TreatmentDocument25 pagesIncreasing The Performance of Chain Sprocket by Using Cryogenic Treated and Normalizing in Superficial Heat Treatmentthai avvaiNo ratings yet
- Effect of Process Parameter of Stir Casting On Metal Matrix CompositesDocument4 pagesEffect of Process Parameter of Stir Casting On Metal Matrix CompositesSunil SharmaNo ratings yet
- Pipeline InspectionDocument7 pagesPipeline InspectionSaulo RoseiraNo ratings yet
- Optimization of Shrinkage Porosity in Grinding Media Balls by Casting Design Modification and Simulation Technique-IJRASETDocument12 pagesOptimization of Shrinkage Porosity in Grinding Media Balls by Casting Design Modification and Simulation Technique-IJRASETIJRASETPublicationsNo ratings yet
- How To Weld "T-1" Constructional Alloy Steels: ForewordDocument12 pagesHow To Weld "T-1" Constructional Alloy Steels: ForewordjoseritoNo ratings yet
- Fabrication of Steel PipeworkDocument10 pagesFabrication of Steel PipeworkjoseritoNo ratings yet
- Fabrication of Steel PipeworkDocument10 pagesFabrication of Steel PipeworkjoseritoNo ratings yet
- Duplex Stainless Steels in Chemical IndustryDocument8 pagesDuplex Stainless Steels in Chemical IndustryCarlos Ortega JonesNo ratings yet
- Duplex Ss in API, NSF and AwwaDocument16 pagesDuplex Ss in API, NSF and AwwajoseritoNo ratings yet
- 254 SMO-Outu KumpuDocument8 pages254 SMO-Outu KumpujoseritoNo ratings yet
- DOE Std.1090 07 Forklift TrucksDocument35 pagesDOE Std.1090 07 Forklift TrucksjoseritoNo ratings yet
- Hydrogen SafetyDocument6 pagesHydrogen SafetyjoseritoNo ratings yet