100% found this document useful (1 vote)
325 viewsShell Rollingg
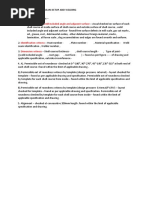
The document provides procedures and guidelines for marking, cutting, checking, and rolling shell plates. It discusses identifying markings, templates for checking inside diameter, allowable peak in/out values, causes and remedies for skew, and good engineering practices for rolling including checking plate dimensions and alignment. Tolerances for circumference are given based on a calculation using inside diameter and thickness.
Uploaded by
wenigmaCopyright
© © All Rights Reserved
Available Formats
Download as PPT, PDF, TXT or read online on Scribd
100% found this document useful (1 vote)
325 viewsShell Rollingg
The document provides procedures and guidelines for marking, cutting, checking, and rolling shell plates. It discusses identifying markings, templates for checking inside diameter, allowable peak in/out values, causes and remedies for skew, and good engineering practices for rolling including checking plate dimensions and alignment. Tolerances for circumference are given based on a calculation using inside diameter and thickness.
Uploaded by
wenigmaCopyright
© © All Rights Reserved
Available Formats
Download as PPT, PDF, TXT or read online on Scribd
/ 26