PWHT
PWHT
Download as ppt, pdf, or txt
You might also like
- ASME IX PresentationDocument68 pagesASME IX PresentationHari Babu100% (4)
- Post Weld Heat TreatmentDocument51 pagesPost Weld Heat Treatmenttbmari97% (33)
- Qualification of Tube To Tubesheet TTJ WDocument10 pagesQualification of Tube To Tubesheet TTJ Whafiz zullaileNo ratings yet
- Asme Sec Viii Ucs PWHTDocument35 pagesAsme Sec Viii Ucs PWHTMahesh Kumar100% (1)
- PWHTDocument103 pagesPWHTChetan B KapadiaNo ratings yet
- PWHTDocument103 pagesPWHTsheikbbaNo ratings yet
- PWHTDocument118 pagesPWHTSumedh Singh100% (19)
- PWHTDocument13 pagesPWHTcv100% (3)
- ASME Joint Review (Leason Learnt)Document44 pagesASME Joint Review (Leason Learnt)saneguru100% (2)
- Welcome To: Training Program On ASME Sec. VIII Div. 1Document120 pagesWelcome To: Training Program On ASME Sec. VIII Div. 1Wilson Wilfredo Yucra Paco100% (1)
- Duplex Stainless Steel WeldingDocument25 pagesDuplex Stainless Steel WeldingcfcshakerNo ratings yet
- Basic Points of P91Document4 pagesBasic Points of P91Asad Bin Ala Qatari100% (1)
- Presentation On PWHT & Stress RelievingDocument23 pagesPresentation On PWHT & Stress Relievingedu_canete88% (16)
- Heat Treatment Manual Nov 2010Document30 pagesHeat Treatment Manual Nov 2010Parthiban Karuna100% (1)
- Why Preheating & Interpass Temperature RequiredDocument4 pagesWhy Preheating & Interpass Temperature RequiredMohammad RizwanNo ratings yet
- Heat Treatment of SS Clad CS After Fiber ElongationDocument3 pagesHeat Treatment of SS Clad CS After Fiber ElongationarifhonNo ratings yet
- Annealing (Metallurgy) WikiDocument4 pagesAnnealing (Metallurgy) WikiStephen MontelepreNo ratings yet
- SmawDocument78 pagesSmawBrijraj PandeyNo ratings yet
- 03 - GtawDocument20 pages03 - GtawEnache DaniNo ratings yet
- Proposed New ASMEB31P Standard On Preheat & PWHT PDFDocument34 pagesProposed New ASMEB31P Standard On Preheat & PWHT PDFWitchfinder General100% (1)
- Heat Treatment ManualDocument25 pagesHeat Treatment Manualraj101086100% (1)
- Weld Repair of Grade 91 Piping and Components in PDocument27 pagesWeld Repair of Grade 91 Piping and Components in PKyi HanNo ratings yet
- Asme PWHT PreheatDocument135 pagesAsme PWHT PreheatWaqas WaqasNo ratings yet
- TUBE-To-TUBESHEET - Welding Before or After ExpandingDocument2 pagesTUBE-To-TUBESHEET - Welding Before or After ExpandingDries Vandezande89% (9)
- PR VESSEL FABRICATION - Awareness Session - 16.11.19Document50 pagesPR VESSEL FABRICATION - Awareness Session - 16.11.19avik100% (1)
- Question Paper For Snr. WeldingDocument3 pagesQuestion Paper For Snr. WeldingThulasi Ram100% (1)
- Asme Sec Ix Guide PDFDocument144 pagesAsme Sec Ix Guide PDFCHARLES Anthonyraj100% (1)
- Shell RollinggDocument26 pagesShell RollinggwenigmaNo ratings yet
- Clad RestorationDocument48 pagesClad RestorationsalunkheclNo ratings yet
- Post WeldDocument4 pagesPost WelddanemsalNo ratings yet
- Welding Metallurgy and Weldability of MetalsDocument134 pagesWelding Metallurgy and Weldability of MetalsAkash Kumar DevNo ratings yet
- Welding of Nickel AlloysDocument4 pagesWelding of Nickel AlloysMuhammed SulfeekNo ratings yet
- Astm A262Document4 pagesAstm A262Tyson BoyceNo ratings yet
- WeldingDocument9 pagesWeldingkiraneluruNo ratings yet
- Heat Treatment RequirementsDocument7 pagesHeat Treatment RequirementsarunradNo ratings yet
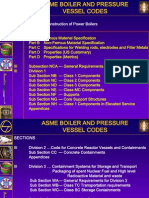
- Sections: I Rules For Construction of Power BoilersDocument68 pagesSections: I Rules For Construction of Power BoilersAnonymous VohpMtUSN100% (1)
- Titanium Alloys and Its PropertiesDocument26 pagesTitanium Alloys and Its PropertiesAnand Prabhu100% (1)
- Preheat and Interpass TempDocument2 pagesPreheat and Interpass TempUche UrchNo ratings yet
- Tube To Tube Sheet WeldingDocument5 pagesTube To Tube Sheet WeldingGowrish Kumar100% (2)
- NTIW Tube Sheet PaperDocument10 pagesNTIW Tube Sheet PaperPankaj SinglaNo ratings yet
- Heat Treatment of Welded JointsDocument26 pagesHeat Treatment of Welded Jointslinhcdt3No ratings yet
- Heat Input Effects in WeldingDocument34 pagesHeat Input Effects in WeldingMohammed SulemanNo ratings yet
- Stress Corrosion Cracking PDFDocument48 pagesStress Corrosion Cracking PDFPako RosasNo ratings yet
- Asme Section IxDocument47 pagesAsme Section Ixمحمودالوصيف100% (8)
- Carpenteria Corsi SRL BrochureDocument20 pagesCarpenteria Corsi SRL BrochureubagweNo ratings yet
- ASME CourseDocument283 pagesASME Courseeng_far100% (5)
- Heat TreatmentDocument5 pagesHeat TreatmentsheikmoinNo ratings yet
- Post Weld Heat TreatmentDocument71 pagesPost Weld Heat TreatmentaamirapiNo ratings yet
- Heat Treatment of Pressure VesselsDocument31 pagesHeat Treatment of Pressure VesselsAkeel Aijaz Malik100% (1)
- Heat Treatment of Pressure VesselsDocument79 pagesHeat Treatment of Pressure VesselsAayush PandeyNo ratings yet
- Heat Treatment of Pressure VesselsDocument14 pagesHeat Treatment of Pressure VesselsAkeel Aijaz Malik100% (1)
- Heat Teatment & PWHT - LargeDocument103 pagesHeat Teatment & PWHT - LargeKartik AhalawatNo ratings yet
- PWHT PDFDocument118 pagesPWHT PDFErick Hogan100% (1)
- Heat Treatment Training ManualDocument118 pagesHeat Treatment Training Manualkumarvizayin100% (5)
- Basic Heat Treatment TrainingDocument64 pagesBasic Heat Treatment Trainingtbmari90% (10)
- Heat Treatment Training ManualDocument118 pagesHeat Treatment Training ManualPravin Vispute100% (1)
- Temperature MeasurementDocument35 pagesTemperature MeasurementAlaa Shahwan88% (8)
- What Is A Thermocouple Sensor?: Room-Temperature Insulation Resistance Ungrounded ThermocoupleDocument3 pagesWhat Is A Thermocouple Sensor?: Room-Temperature Insulation Resistance Ungrounded ThermocoupletbmariNo ratings yet
- ML12142A123Document58 pagesML12142A123Mohammed RiyaazNo ratings yet
- Temperature Measuring Instruments Selection & ApplicationDocument70 pagesTemperature Measuring Instruments Selection & ApplicationIrfan Ali100% (1)
- API 571 2nd 2011 Unlocked - 051Document1 pageAPI 571 2nd 2011 Unlocked - 051nguyenNo ratings yet
- TRỌN BỘ 200 PHRASAL VERBSDocument14 pagesTRỌN BỘ 200 PHRASAL VERBSnguyenNo ratings yet
- 30 CÂU BÀI TẬP CÂUDocument8 pages30 CÂU BÀI TẬP CÂUnguyenNo ratings yet
- API 571 2nd 2011 Unlocked - 050Document1 pageAPI 571 2nd 2011 Unlocked - 050nguyen100% (1)
- O.v.S. Officine Valle Seriana SpA General - REV. 12-16 Settembre 2016Document17 pagesO.v.S. Officine Valle Seriana SpA General - REV. 12-16 Settembre 2016nguyenNo ratings yet
- Corzan EdmDocument88 pagesCorzan EdmnguyenNo ratings yet
- P 192.727 Abandonment or Inactivation of Facilities RevisionsDocument4 pagesP 192.727 Abandonment or Inactivation of Facilities RevisionsnguyenNo ratings yet
- Alloy Data Sheet: DescriptionDocument2 pagesAlloy Data Sheet: DescriptionnguyenNo ratings yet
- ME-07 .Francisco P.G.Document12 pagesME-07 .Francisco P.G.nguyenNo ratings yet
- Corrosion: Decarburization (Or Decarbonization) Is The Process Opposite ToDocument2 pagesCorrosion: Decarburization (Or Decarbonization) Is The Process Opposite TonguyenNo ratings yet
- Why InsulationDocument13 pagesWhy InsulationnguyenNo ratings yet
- No Frontiers: The Parting GlassDocument7 pagesNo Frontiers: The Parting GlassnguyenNo ratings yet
- Erosion Due To FlowDocument3 pagesErosion Due To FlownguyenNo ratings yet
- CBSE Class 6 - MCQ Separation of SubstancesDocument4 pagesCBSE Class 6 - MCQ Separation of Substancesvinod1577100% (3)
- Aerodynamics Lab ManualDocument50 pagesAerodynamics Lab Manualshibin874141No ratings yet
- Tabussum PDFDocument330 pagesTabussum PDFMisael AlejandroNo ratings yet
- ECSS E ST 33 11C Rev.1 (1june2017)Document77 pagesECSS E ST 33 11C Rev.1 (1june2017)iconoclasticjarheadNo ratings yet
- RP582 Duplex SS UpdateDocument5 pagesRP582 Duplex SS UpdateManivannanMudhaliarNo ratings yet
- Specification For Stainless Steel Bars and Shapes For Use in Boilers and Other Pressure VesselsDocument9 pagesSpecification For Stainless Steel Bars and Shapes For Use in Boilers and Other Pressure VesselsExcel Hydro Pneumatics (INDIA) EHPINo ratings yet
- Mobil Mobilgrease XHP222 DatasheetDocument3 pagesMobil Mobilgrease XHP222 Datasheetphankhoa83-1No ratings yet
- Design and Analysis of Pressure Vessel Using PV Elite SoftwareDocument8 pagesDesign and Analysis of Pressure Vessel Using PV Elite SoftwareVitor OlivettiNo ratings yet
- 3 Tutorial IC EngineDocument3 pages3 Tutorial IC EnginevattuNo ratings yet
- ItemDocument159 pagesItemMAT-LIONNo ratings yet
- KT 230045 DN Roka JeddahDocument12 pagesKT 230045 DN Roka JeddahUsman AwaisNo ratings yet
- Plumbing 1 QuestionnaireDocument15 pagesPlumbing 1 QuestionnaireLyla DelylasNo ratings yet
- Saturn Upravljanje PecDocument15 pagesSaturn Upravljanje Pec4lm1nNo ratings yet
- Gedac Electric: Factory Acceptance Test For Low Voltage PanelsDocument11 pagesGedac Electric: Factory Acceptance Test For Low Voltage PanelsMohammad YaseeenNo ratings yet
- Machine Tools - 1st MID - 3rd B.tech (2009)Document2 pagesMachine Tools - 1st MID - 3rd B.tech (2009)micmechNo ratings yet
- Goulds PumpsDocument44 pagesGoulds PumpscridavarNo ratings yet
- Polyethylene NaphthalateDocument2 pagesPolyethylene NaphthalateHaydar BaheramsyahNo ratings yet
- EP300 GBR 1Document5 pagesEP300 GBR 1GiangDoNo ratings yet
- CCL - Silicone Grease Chara..Document3 pagesCCL - Silicone Grease Chara..Diego Villacis PeraltaNo ratings yet
- Siltherm Microporous Insulation Product OverlayDocument8 pagesSiltherm Microporous Insulation Product OverlaybenjaminNo ratings yet
- Questions and Answers For Marine Engineers - Part 1Document1 pageQuestions and Answers For Marine Engineers - Part 1Teresa100% (1)
- Cleaner Production Audit GuidelinesDocument18 pagesCleaner Production Audit GuidelinesAbraham ChongNo ratings yet
- M.-Tool and Die Making Troubleshooter-Society of Manufacturing Engineers (SME) (2003) PDFDocument278 pagesM.-Tool and Die Making Troubleshooter-Society of Manufacturing Engineers (SME) (2003) PDFRuben Leal100% (2)
- RC45 Fire Safety in The Electroplating IndustryDocument16 pagesRC45 Fire Safety in The Electroplating IndustryPiersicuta EscuNo ratings yet
- PT SSJ Corporate ProfileDocument8 pagesPT SSJ Corporate ProfileYohanest ChandraNo ratings yet
- Perlite As Filler PDFDocument2 pagesPerlite As Filler PDFJose CisnerosNo ratings yet
- N Gasdehydrationboosterstationutilitiesdubai 130315160039 Phpapp01Document171 pagesN Gasdehydrationboosterstationutilitiesdubai 130315160039 Phpapp01Said Ahmed SalemNo ratings yet
- Series 50 52 Delval Butterfly ValvesDocument4 pagesSeries 50 52 Delval Butterfly Valvesajo2402No ratings yet
- Ar P617Document3 pagesAr P617hanno3271No ratings yet
- Workshop Technology Question BankDocument3 pagesWorkshop Technology Question BankKamalakanta Sahoo100% (2)