Download as pdf or txt
You might also like
- %removal MG L MG L MG LDocument2 pages%removal MG L MG L MG LJohn Patrick Sanay Nunez100% (1)
- LNG - Storage - Tank - Rollover PDFDocument7 pagesLNG - Storage - Tank - Rollover PDFchemsac20% (1)
- Waste Water Treatment PlantDocument26 pagesWaste Water Treatment Plantkadhim AliNo ratings yet
- Advantages of Membrane TechnologyDocument5 pagesAdvantages of Membrane TechnologyGopalNo ratings yet
- Crude Oil Gathering SystemDocument31 pagesCrude Oil Gathering SystemMohanad HussienNo ratings yet
- SAGD Where Valves Are UsedDocument4 pagesSAGD Where Valves Are UsedAnonymous ntK705RtNo ratings yet
- PTRT2470ch5 PDFDocument95 pagesPTRT2470ch5 PDFNapoleon Berrios100% (1)
- Marine Loading ArmDocument2 pagesMarine Loading Armcruise_6100% (1)
- Qualitative Method For Anti FoulingDocument14 pagesQualitative Method For Anti FoulingO.O.Sulaiman100% (1)
- Gow Strategy Review March 2011Document15 pagesGow Strategy Review March 2011Shraddha GhagNo ratings yet
- Basic Properties of LNG PaperDocument8 pagesBasic Properties of LNG PaperDimas AnggaNo ratings yet
- LNG Challenges RevBDocument19 pagesLNG Challenges RevBPaulus SinuratNo ratings yet
- Natural Gas Production: FormationDocument11 pagesNatural Gas Production: FormationmohamedNo ratings yet
- LNG 1 - Basic PropertiesDocument9 pagesLNG 1 - Basic Propertiesawaik_scribdNo ratings yet
- FPSODocument29 pagesFPSOLee Teck WeiNo ratings yet
- University of Zakho College of Engineering Petroleum DepartmentDocument10 pagesUniversity of Zakho College of Engineering Petroleum Departmentl3gsdNo ratings yet
- Introductiontooffshoreoilandgassurfacefacilities 151117154359 Lva1 App6892Document45 pagesIntroductiontooffshoreoilandgassurfacefacilities 151117154359 Lva1 App6892luisbmwm6No ratings yet
- LNG-Production and UtilizationDocument48 pagesLNG-Production and UtilizationArchana Balikram R100% (2)
- Maximizing Heat-Transfer Fluid LongevityDocument8 pagesMaximizing Heat-Transfer Fluid LongevityDefenceDogNo ratings yet
- Refrigerants 410a 407cDocument8 pagesRefrigerants 410a 407cAnonymous rYwUkpNo ratings yet
- Nitrogen TankDocument9 pagesNitrogen TankVirnando NainggolanNo ratings yet
- 01 Gas GradesDocument20 pages01 Gas GradesRadu Cernea100% (1)
- LNG Gas StorageDocument263 pagesLNG Gas Storageyan energia100% (1)
- Tanker Operator 2014 06 JuneDocument44 pagesTanker Operator 2014 06 JuneVasileios IliopoulosNo ratings yet
- LNG 6 - Safeguard Systems 7.3.09-Aacomments-Aug09Document8 pagesLNG 6 - Safeguard Systems 7.3.09-Aacomments-Aug09amirlngNo ratings yet
- Insulation ContraThermDocument16 pagesInsulation ContraThermmarcins85No ratings yet
- Gas Carrier & FLNG - A Great Leap For The Future (Hanjin Heavy Industries)Document10 pagesGas Carrier & FLNG - A Great Leap For The Future (Hanjin Heavy Industries)LelosPinelos123No ratings yet
- Notes On The Problems of Cargo Ventilation: World Meteorological OrganizationDocument53 pagesNotes On The Problems of Cargo Ventilation: World Meteorological OrganizationNIKHIL JASWAL100% (1)
- U Disk Camera (MiniU8) Operating InstructionsDocument4 pagesU Disk Camera (MiniU8) Operating InstructionsHhjohf GhjgdmNo ratings yet
- World Standard ArielDocument4 pagesWorld Standard Arielnoljac100% (1)
- A Intro To Fracturing SmallDocument19 pagesA Intro To Fracturing SmallAbdel-Rahman AshryNo ratings yet
- Floating Production Storage and Offloading VesselDocument6 pagesFloating Production Storage and Offloading VesselartletNo ratings yet
- Interzinc 52: Epoxy Zinc-RichDocument4 pagesInterzinc 52: Epoxy Zinc-RichKrishna VachaNo ratings yet
- PIlot Operated Safety ValveDocument6 pagesPIlot Operated Safety ValveTrisha SalinasNo ratings yet
- Layouts FOR Oil and Gas InstallationsDocument21 pagesLayouts FOR Oil and Gas Installationsashishntpc1309No ratings yet
- Storage VesselsDocument66 pagesStorage VesselsShivam JagtapNo ratings yet
- Flare Gas Capture For LNG ProductionDocument9 pagesFlare Gas Capture For LNG ProductionKommu RohithNo ratings yet
- Presentation Intro O&G Slide Group Icap & IqkmalDocument18 pagesPresentation Intro O&G Slide Group Icap & IqkmalAkmal IsyrafNo ratings yet
- SPE 183676 Production Optimization of High Temperature Liquid Hold Up Gas WellDocument12 pagesSPE 183676 Production Optimization of High Temperature Liquid Hold Up Gas WellEdgar GonzalezNo ratings yet
- 7-LNG Large Capacity Single Train AP-X Hybrid LNG ProcessDocument9 pages7-LNG Large Capacity Single Train AP-X Hybrid LNG ProcesshfNo ratings yet
- NOFIRNO Pipe Catalog Marine March 2010 PDFDocument36 pagesNOFIRNO Pipe Catalog Marine March 2010 PDFMohammed JassimNo ratings yet
- LNG Onshore ProductionDocument4 pagesLNG Onshore ProductionAnil B YadavNo ratings yet
- Types of ValvesDocument36 pagesTypes of Valvespackiandavid1982No ratings yet
- Flare and Gas FlaringDocument7 pagesFlare and Gas FlaringerjainrachitNo ratings yet
- 80 3689 01 Threaded ConnectionsDocument12 pages80 3689 01 Threaded ConnectionsMiguel Alfonso Ruiz MendezNo ratings yet
- Subsea Actuator Retrieval Tool ARTDocument26 pagesSubsea Actuator Retrieval Tool ARTDavid AmachreeNo ratings yet
- First Fpso by ShellDocument4 pagesFirst Fpso by ShellsnamprogNo ratings yet
- LNG Industry 2017-02Document68 pagesLNG Industry 2017-02crystalman100% (1)
- 34A - LNG StorageDocument29 pages34A - LNG StoragePutu Indra Mahatrisna100% (1)
- Information Paper No. 1: Why Liquefy Natural Gas?Document4 pagesInformation Paper No. 1: Why Liquefy Natural Gas?Ahmed Sabry100% (1)
- 3 Framo Engineering - Rudisham MarjohanDocument25 pages3 Framo Engineering - Rudisham MarjohanantonNo ratings yet
- LUBCHEM Valve Lubes Equip CatalogDocument32 pagesLUBCHEM Valve Lubes Equip CatalogJuprayNo ratings yet
- Easicult Application Brochure - Jet FuelDocument2 pagesEasicult Application Brochure - Jet Fuelviktor_gligorovNo ratings yet
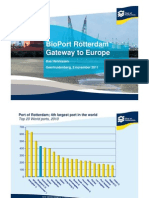
- Bioport Rotterdam - Gateway To Europe - HennissenDocument16 pagesBioport Rotterdam - Gateway To Europe - HennissenkrenariNo ratings yet
- 04 Hamworthy - Stein ThorsagerDocument38 pages04 Hamworthy - Stein ThorsagerRoozbeh PNo ratings yet
- Development Plans For Oil and Gas ReservoirsDocument11 pagesDevelopment Plans For Oil and Gas ReservoirsFranklyn FrankNo ratings yet
- LNG PDFDocument5 pagesLNG PDFhanloveNo ratings yet
- Upstream Oil ProcessingDocument6 pagesUpstream Oil Processinge_buljubasicNo ratings yet
- Tanks DetialsDocument11 pagesTanks DetialsHarshal ChimankarNo ratings yet
- GRACE DAHLIA Report Cargo 1Document47 pagesGRACE DAHLIA Report Cargo 1Badrul 'boxer' HishamNo ratings yet
- LNG Floating StorageDocument25 pagesLNG Floating StoragefdddeNo ratings yet
- Guidelines For The Safe Management of Offshore Supply and Rig Move OperationsDocument160 pagesGuidelines For The Safe Management of Offshore Supply and Rig Move OperationsDiego D. MantillaNo ratings yet
- Standard WireropesDocument6 pagesStandard Wireropesmohkal1260No ratings yet
- Command Mem PresentationDocument7 pagesCommand Mem Presentationmohkal1260No ratings yet
- Oim Controlling EmergenciesDocument24 pagesOim Controlling Emergenciesmohkal1260No ratings yet
- Chemistry Investigatory ProjectDocument13 pagesChemistry Investigatory ProjectAshrayee Wasnik100% (1)
- Stress Effects On Microstructure and Failure Morphology of Low Carbon Steel SheetDocument15 pagesStress Effects On Microstructure and Failure Morphology of Low Carbon Steel Sheetks2000n1No ratings yet
- Herstein, Karl M. - Gregory, Thomas C.-Chemistry and Technology Wines and Liquors-D. VAN NOSTRAND COMPANY, InC. (1935)Document383 pagesHerstein, Karl M. - Gregory, Thomas C.-Chemistry and Technology Wines and Liquors-D. VAN NOSTRAND COMPANY, InC. (1935)Şerban Veronica100% (1)
- EagleBurgmann - Spiraltherm Graphite 9594 - ENDocument2 pagesEagleBurgmann - Spiraltherm Graphite 9594 - ENAziz ELNo ratings yet
- Iit Jee 2011 Paper-2 FiitjeeDocument24 pagesIit Jee 2011 Paper-2 Fiitjeetanmay100No ratings yet
- Auriga Chemicals Water PolisherDocument8 pagesAuriga Chemicals Water PolisherAbdul SamadNo ratings yet
- 15 Buffers Made EasyDocument8 pages15 Buffers Made Easyapi-287405319No ratings yet
- General Science Exam Grade 8Document6 pagesGeneral Science Exam Grade 8liotest162780% (5)
- Atlas Grade Datasheet 410 Rev May 2008Document2 pagesAtlas Grade Datasheet 410 Rev May 2008Satendra ThakurNo ratings yet
- Summary of Changes ASME BPVC - Ii.dDocument16 pagesSummary of Changes ASME BPVC - Ii.dAnonymous xr4GVHNo ratings yet
- Astm D 445 - 03Document10 pagesAstm D 445 - 03Jako MishyNo ratings yet
- Internship Report FINALDocument50 pagesInternship Report FINALvishwas67% (3)
- Chemistry Quiz AnswersDocument15 pagesChemistry Quiz AnswersLizerMalateNo ratings yet
- Water More Precious Than Gold Cloze Passage 1Document5 pagesWater More Precious Than Gold Cloze Passage 1api-287416221100% (1)
- Clarification of Cane MolassesDocument88 pagesClarification of Cane MolassesISICA ISICANo ratings yet
- 2015 - Stereochemistry-II (MRH) DUDocument73 pages2015 - Stereochemistry-II (MRH) DUAli Akand AsifNo ratings yet
- Oblique Alignment of Columns of Self-Organized Ge/Si (001) Islands in Multilayer StructureDocument4 pagesOblique Alignment of Columns of Self-Organized Ge/Si (001) Islands in Multilayer Structureyaswanth reddy mummadiNo ratings yet
- A Review On Limestone Calcined Clay Cement (Lc3) ConcreteDocument5 pagesA Review On Limestone Calcined Clay Cement (Lc3) ConcreteAyesha AyubNo ratings yet
- Lecture-3 OMDocument61 pagesLecture-3 OMarulmuruguNo ratings yet
- Casting High Quality C12A: Bradken Energy ProductsDocument37 pagesCasting High Quality C12A: Bradken Energy Productsdelta lab sangliNo ratings yet
- Review Article - The Use of RhamnolipidsDocument9 pagesReview Article - The Use of RhamnolipidsBrravin RajaNo ratings yet
- Determination of Diffusion and Mass Transfer Coefficients During Drying of Solvent-Absorbed Polymer FilmsDocument7 pagesDetermination of Diffusion and Mass Transfer Coefficients During Drying of Solvent-Absorbed Polymer FilmsSiraj AL sharifNo ratings yet
- Compression MouldingDocument14 pagesCompression MouldingSourav DipNo ratings yet
- Safety Data Sheet: Section 1. IdentificationDocument11 pagesSafety Data Sheet: Section 1. IdentificationAdrian Rodriguez BetancourtNo ratings yet
- A09 010A Determination of Caffeine in Beverages Using UV Wavelength SpectrosDocument3 pagesA09 010A Determination of Caffeine in Beverages Using UV Wavelength SpectrosdedicmirzaNo ratings yet
- Bio 1410 F22 Exam 1 ReviewDocument2 pagesBio 1410 F22 Exam 1 ReviewGlory LuluNo ratings yet
- 22Document322 pages22WellfroNo ratings yet
- HUBS1403 - Biomedical Science 1 - Lecture 6. CellsDocument27 pagesHUBS1403 - Biomedical Science 1 - Lecture 6. CellsEvelyn YongNo ratings yet