Investigation and Repair of H (1) - E.R Flange Leak
Investigation and Repair of H (1) - E.R Flange Leak
Download as pdf or txt
You might also like
- DSR Vol 2 CivilDocument226 pagesDSR Vol 2 Civilmargamvivekkumar100% (6)
- DIN Standard For Mining PDFDocument45 pagesDIN Standard For Mining PDFriysallNo ratings yet
- Double Skin Facade PDFDocument252 pagesDouble Skin Facade PDFRifkyKurniansyah100% (6)
- BS 5266-2011Document8 pagesBS 5266-2011JBowman710% (1)
- Remaining Life Assessment of Refinery FuDocument4 pagesRemaining Life Assessment of Refinery FuJose Marval RodriguezNo ratings yet
- 9.Mb21 5f Externally Finned TubesDocument4 pages9.Mb21 5f Externally Finned Tubesyulianus_srNo ratings yet
- How To Select A Heat PipeDocument3 pagesHow To Select A Heat PipeAdrian NiżnikowskiNo ratings yet
- 316 MaterialDocument1 page316 Materialmohsen_267No ratings yet
- Methodology LEO-Scan Reformer Tube Inspection 2017 Rev 1Document6 pagesMethodology LEO-Scan Reformer Tube Inspection 2017 Rev 1hoangviet20006No ratings yet
- 01 Saip 38Document14 pages01 Saip 38Arjun RawatNo ratings yet
- Mohammad Pasha New CV 2 MBDocument29 pagesMohammad Pasha New CV 2 MBAbrar ArijitNo ratings yet
- التكسر لاستيل 304 في المبادلاتDocument11 pagesالتكسر لاستيل 304 في المبادلاتFarouq AliNo ratings yet
- 2010 08 19 AL BP CUI PresentationDocument24 pages2010 08 19 AL BP CUI PresentationAlejandro LaglerNo ratings yet
- PRD Inspection NBIC PDFDocument42 pagesPRD Inspection NBIC PDFAsadAliNo ratings yet
- V370Document30 pagesV370ulfatNo ratings yet
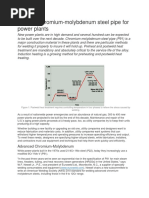
- Welding Chromium-Molybdenum Steel Pipe For Power PlantsDocument4 pagesWelding Chromium-Molybdenum Steel Pipe For Power PlantsPravin KumarNo ratings yet
- 30 Ncmer037Document16 pages30 Ncmer037Arslan ArshadNo ratings yet
- INSP-PRO-DB3-004 Heat Exchangers In-Service Inspection Rev.0Document40 pagesINSP-PRO-DB3-004 Heat Exchangers In-Service Inspection Rev.0dapal55No ratings yet
- Plugging of Boiler Tubes - AQ9 PDFDocument6 pagesPlugging of Boiler Tubes - AQ9 PDFВиталий РунцивNo ratings yet
- MRPL NHT Heater DecokingDocument7 pagesMRPL NHT Heater DecokingsmrndrdasNo ratings yet
- Shut Down Inspection Requirements in Oil and Gas RefineriesDocument17 pagesShut Down Inspection Requirements in Oil and Gas RefineriesNoorain AhmadNo ratings yet
- AGuideforFireTubeBoiler PDFDocument23 pagesAGuideforFireTubeBoiler PDFsidikNo ratings yet
- Inspection Check List: Page 1 of 3 Fired Boiler Inspection FIC 30/01Document3 pagesInspection Check List: Page 1 of 3 Fired Boiler Inspection FIC 30/01Okky Agassy FirmansyahNo ratings yet
- STD 133Document37 pagesSTD 133ck19654840No ratings yet
- AESW011Document50 pagesAESW011Arputharaj Maria LouisNo ratings yet
- A Brief Presentation On Hot and Cold InsulationDocument5 pagesA Brief Presentation On Hot and Cold InsulationMubarik AliNo ratings yet
- Corrosion Evaluation of Reboiler Tube PDFDocument11 pagesCorrosion Evaluation of Reboiler Tube PDFOwais MalikNo ratings yet
- CBI Welding Journal Vert Plate Apr04Document0 pagesCBI Welding Journal Vert Plate Apr04Mahendra RathoreNo ratings yet
- FFS 3Document2 pagesFFS 3phutiNo ratings yet
- Tube Expander Process Manual - CompressedDocument419 pagesTube Expander Process Manual - CompressedAgni DuttaNo ratings yet
- Uk Finned Technic HeatingspaceDocument18 pagesUk Finned Technic HeatingspacetuzlucayirNo ratings yet
- Welding Procedure in The Field ManualDocument3 pagesWelding Procedure in The Field ManualEhab Attia SelimNo ratings yet
- 58 Curran FDocument6 pages58 Curran FAmulNo ratings yet
- Test in TankDocument2 pagesTest in Tankcandra trisilawatiNo ratings yet
- Heat Exchanger Tube Material SpecificationsDocument2 pagesHeat Exchanger Tube Material SpecificationssdrtfgNo ratings yet
- Api 571-1Document11 pagesApi 571-1Raghavan100% (1)
- 45 Samss 009Document6 pages45 Samss 009naruto256No ratings yet
- Weld Metal Overlay & CladdingDocument2 pagesWeld Metal Overlay & CladdingbobyNo ratings yet
- Failure Analysis ReportDocument24 pagesFailure Analysis ReportThirukkumaranBalasubramanianNo ratings yet
- Inspection Guidelines For Fired HeatersDocument18 pagesInspection Guidelines For Fired HeatersMAT-LIONNo ratings yet
- Presentation On: Internal Attachments - ABSORBERDocument14 pagesPresentation On: Internal Attachments - ABSORBERmurali100% (1)
- 4.2.1 Graphitization 4.2.1.1 Description of DamageDocument3 pages4.2.1 Graphitization 4.2.1.1 Description of DamageAjmi HmidaNo ratings yet
- Keyword For API 580 PDFDocument9 pagesKeyword For API 580 PDFRaymundo ACNo ratings yet
- Tube To Tube SheetDocument9 pagesTube To Tube Sheetcmpatel_00100% (2)
- Lecture 1 - Types of Materials and Its ClassificationDocument32 pagesLecture 1 - Types of Materials and Its ClassificationShakeel AhmadNo ratings yet
- Investmech - Structural Integrity (ASME VIII - Part UG - Rules For The Design of Pressure Vessels) R0.0Document33 pagesInvestmech - Structural Integrity (ASME VIII - Part UG - Rules For The Design of Pressure Vessels) R0.0CAC-39.01No ratings yet
- Weld CrackDocument3 pagesWeld CrackHoangNo ratings yet
- Tank RepairsDocument20 pagesTank Repairsmarxmaxic100% (1)
- 221105A-01AF-TED SOM-2022 Final ReportDocument83 pages221105A-01AF-TED SOM-2022 Final ReportAlejandroNo ratings yet
- Formal Quote SUB: - Extend Consultancy For The SS Selection and Fabrication. We Are Looking For A Manual That Will Include The Following As ScopeDocument1 pageFormal Quote SUB: - Extend Consultancy For The SS Selection and Fabrication. We Are Looking For A Manual That Will Include The Following As Scopesathi11189No ratings yet
- Heat Exchanger Leak Repairs Product Information GuideDocument16 pagesHeat Exchanger Leak Repairs Product Information Guidediaccessltd_17172961100% (1)
- Small Diameter Boiler Tube Butt Weld Acceptance Criteria - Arnold - 20 May 2015 PDFDocument8 pagesSmall Diameter Boiler Tube Butt Weld Acceptance Criteria - Arnold - 20 May 2015 PDFAnaximenes 12No ratings yet
- Challenges in Corrosion: Costs, Causes, Consequences, and ControlFrom EverandChallenges in Corrosion: Costs, Causes, Consequences, and ControlNo ratings yet
- Investigation and Repair of Heat Exchanger Flange LeakDocument11 pagesInvestigation and Repair of Heat Exchanger Flange Leaksagar1503No ratings yet
- Investigation and Repair of Heat Exchanger FlangeDocument12 pagesInvestigation and Repair of Heat Exchanger Flange최승원No ratings yet
- 5.david - .Spencer - Air Cooled HE TTSDocument6 pages5.david - .Spencer - Air Cooled HE TTSBaher ElsheikhNo ratings yet
- Design Tube SheetsDocument3 pagesDesign Tube SheetsKarthik AnandanNo ratings yet
- Heavy Forging USDocument47 pagesHeavy Forging USTibor KeményNo ratings yet
- Pvp1996-Vol336 3Document4 pagesPvp1996-Vol336 3dogusNo ratings yet
- Failure Avoidance Brief: Estimating Heater Tube Life: FeatureDocument3 pagesFailure Avoidance Brief: Estimating Heater Tube Life: Featureriza9847No ratings yet
- Enhancing The Heat-Transfer Co-Efficient by Using Taguchi Orthogonal ArrayDocument4 pagesEnhancing The Heat-Transfer Co-Efficient by Using Taguchi Orthogonal ArrayinventionjournalsNo ratings yet
- Effect of Steam Temperature Fluctuations On Remanant LifeDocument10 pagesEffect of Steam Temperature Fluctuations On Remanant LifeAlok SinghNo ratings yet
- Analysis of Bolted JointDocument9 pagesAnalysis of Bolted Jointmario_gNo ratings yet
- Conveyor Pulley Failure Analysis PDFDocument3 pagesConveyor Pulley Failure Analysis PDFriysallNo ratings yet
- Conveyor Pulley DrumsDocument13 pagesConveyor Pulley DrumsriysallNo ratings yet
- 1997 - Resistance To Particle Abrasion of Selected PlasticsDocument8 pages1997 - Resistance To Particle Abrasion of Selected PlasticsCarlosRosaNo ratings yet
- Pressure Testing Code Requirements PDFDocument26 pagesPressure Testing Code Requirements PDFriysall100% (1)
- Care Maintenance of LiningsDocument10 pagesCare Maintenance of LiningsriysallNo ratings yet
- 4.1 Rerating Piping and Pressure Vessels: Major Piping Inspection CodesDocument23 pages4.1 Rerating Piping and Pressure Vessels: Major Piping Inspection CodesriysallNo ratings yet
- Piping and Components Inspection PDFDocument30 pagesPiping and Components Inspection PDFriysallNo ratings yet
- 3.6 Pressure Relieving Devices: - Codes and Regulatory Requirements and Best PracticesDocument43 pages3.6 Pressure Relieving Devices: - Codes and Regulatory Requirements and Best PracticesriysallNo ratings yet
- Post Construction Codes Overview of Asme PCC-2 PDFDocument21 pagesPost Construction Codes Overview of Asme PCC-2 PDFriysall100% (2)
- Advanced Inspection Techniques and Best PracticesDocument33 pagesAdvanced Inspection Techniques and Best PracticesriysallNo ratings yet
- Existing RO Plant in Yanbu PDFDocument13 pagesExisting RO Plant in Yanbu PDFriysallNo ratings yet
- Fired Heaters and Boilers InspectionDocument31 pagesFired Heaters and Boilers Inspectionriysall100% (3)
- Asbestos Management PlanDocument15 pagesAsbestos Management PlanriysallNo ratings yet
- API 578 Positive Material Identification PmiDocument24 pagesAPI 578 Positive Material Identification Pmiriysall100% (7)
- Asbestos Cement Pipe RepairsDocument5 pagesAsbestos Cement Pipe RepairsriysallNo ratings yet
- Existing RO Plant in Yanbu PDFDocument13 pagesExisting RO Plant in Yanbu PDFriysallNo ratings yet
- Fastener FailureDocument4 pagesFastener FailureriysallNo ratings yet
- Wind RoseDocument17 pagesWind RoseVinoth KumarNo ratings yet
- Statement of Work Accomplished: Concreting of Hacienda-Camalatan RoadDocument6 pagesStatement of Work Accomplished: Concreting of Hacienda-Camalatan RoadJohn Dale IbaleNo ratings yet
- Fire Safety Equipment Weekly Checklist For Community Service OrganisationsDocument3 pagesFire Safety Equipment Weekly Checklist For Community Service OrganisationsNash C. UsopNo ratings yet
- Pica Cotto Floor Tiles ManualDocument91 pagesPica Cotto Floor Tiles ManualTalha FaruqueNo ratings yet
- Bridge DesignDocument276 pagesBridge DesignBhaskar TGNo ratings yet
- Outdoor Rink Project OverviewDocument8 pagesOutdoor Rink Project OverviewinforumdocsNo ratings yet
- Tempest ND15 WebDocument12 pagesTempest ND15 WebKan BunsamranjitNo ratings yet
- Data - Sheet Floor Mud 1548 81Document2 pagesData - Sheet Floor Mud 1548 81Marius IbanescuNo ratings yet
- Sa-Ami-000-Hdai-370105 - 1 - Standard Details For Paving and JointsDocument1 pageSa-Ami-000-Hdai-370105 - 1 - Standard Details For Paving and Jointsmohamed esmailNo ratings yet
- Er 1110-2-1200 Engineering and Design - Plans and Specifications For Civil Works ProjectsDocument11 pagesEr 1110-2-1200 Engineering and Design - Plans and Specifications For Civil Works Projectsdyc123No ratings yet
- Bridge Failure: 1.natural PhenomenonDocument7 pagesBridge Failure: 1.natural Phenomenonvivekananda sharmaNo ratings yet
- Assessment Exam 04Document10 pagesAssessment Exam 04TachooNo ratings yet
- Steel Framing ConnectionsDocument76 pagesSteel Framing ConnectionsK Preito100% (1)
- Basf - Ape SystemDocument86 pagesBasf - Ape SystemdixmitNo ratings yet
- Service Instructions 522131 A Service Procedure Bearing Job Rs18 22Document11 pagesService Instructions 522131 A Service Procedure Bearing Job Rs18 22Lieysa TassiaNo ratings yet
- R C C Beam DesignDocument6 pagesR C C Beam DesignediezelNo ratings yet
- CONSOLI Et Al. (2009) - Key Parameters Dictating Strength of Limecement-Treated SoilsDocument8 pagesCONSOLI Et Al. (2009) - Key Parameters Dictating Strength of Limecement-Treated SoilsSaymonServiNo ratings yet
- Gulf Times: Doha Metro Lays Tracks For New Business OpportunitiesDocument52 pagesGulf Times: Doha Metro Lays Tracks For New Business Opportunitiesashok_singh_33No ratings yet
- Vol I B Technical BidDocument10 pagesVol I B Technical BidPC Snehal Construction Pvt. Ltd. JhalawarNo ratings yet
- Technical Bulletin - Bentonite: 1) OverviewDocument2 pagesTechnical Bulletin - Bentonite: 1) OverviewKleniNo ratings yet
- Introduction of Floor Vibration For Steel Structures: BackgroundDocument6 pagesIntroduction of Floor Vibration For Steel Structures: BackgroundJitendra100% (1)
- Type of RoofsDocument13 pagesType of Roofsparth massandNo ratings yet
- A Masters Guide To Ships PipingDocument42 pagesA Masters Guide To Ships PipingArdyas Wisnu BaskoroNo ratings yet
- Shaft PressurizationDocument9 pagesShaft PressurizationDesigner ForeverNo ratings yet
- Pilecap Design EC2 (1) (Autosaved) (Strut and Tie Method)Document25 pagesPilecap Design EC2 (1) (Autosaved) (Strut and Tie Method)Thaung Myint Oo100% (1)
- Construction Project Manager or Quality Control Manager or QA/QCDocument3 pagesConstruction Project Manager or Quality Control Manager or QA/QCapi-77462936No ratings yet
- Presentación Planos Lopilato Buble Municipalidad de BurnabyDocument8 pagesPresentación Planos Lopilato Buble Municipalidad de BurnabyManuelaNo ratings yet