Stanley 2
Stanley 2
Download as doc, pdf, or txt
You might also like
- Group 5 Capstone IKEA (Operation Management)Document34 pagesGroup 5 Capstone IKEA (Operation Management)RishabhNo ratings yet
- Chapter 3 Work Flow and Batch Processing MNDocument87 pagesChapter 3 Work Flow and Batch Processing MNSaied Aly Salamah0% (1)
- PrimarkDocument45 pagesPrimarkDeepak Pathania100% (2)
- Virgin Water-1Document36 pagesVirgin Water-1Deepak PathaniaNo ratings yet
- Analysis and Management of Production System: Lesson 11: Variability of Processing TimeDocument33 pagesAnalysis and Management of Production System: Lesson 11: Variability of Processing TimeEnri GjondrekajNo ratings yet
- 02 Introduction Factory Models With Solutions NEWDocument54 pages02 Introduction Factory Models With Solutions NEWbazil.abdullahahmedNo ratings yet
- Process Analysis 202021 R1Document39 pagesProcess Analysis 202021 R1kamals55No ratings yet
- Queuing + VUT Approximation: Queuing Theory: An Easy Concept But Can Become ComplexDocument6 pagesQueuing + VUT Approximation: Queuing Theory: An Easy Concept But Can Become ComplexSoumil ParikhNo ratings yet
- Process Analysis and DesignDocument20 pagesProcess Analysis and DesignAkshay Kumar GautamNo ratings yet
- Queuing ModelsDocument32 pagesQueuing Modelscamille malonzoNo ratings yet
- 05 - Multiple-Stage Factory Models - With - Solutions - NewDocument74 pages05 - Multiple-Stage Factory Models - With - Solutions - Newbazil.abdullahahmedNo ratings yet
- MF40603 Lecture 5Document7 pagesMF40603 Lecture 5kicked.partnershipNo ratings yet
- TKI153104 Simulasi Sistem Industri: Discrete-Event SimulationDocument43 pagesTKI153104 Simulasi Sistem Industri: Discrete-Event Simulationdian fajrianaNo ratings yet
- Lean Production: Week 4: StandardizationDocument34 pagesLean Production: Week 4: StandardizationQuynh Chau TranNo ratings yet
- Design For Six Sigma - Contd..: Session13Document43 pagesDesign For Six Sigma - Contd..: Session13kapilkg8100% (1)
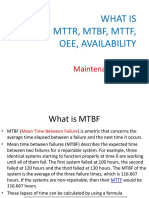
- MTTR, MTBF, MTTF, OeeDocument19 pagesMTTR, MTBF, MTTF, OeePurushhottam Parab100% (6)
- OM - M8 A - Assembly Line BalancingDocument14 pagesOM - M8 A - Assembly Line BalancingGreesu GreesuNo ratings yet
- CAD CAM-18ME72 Module 1Document33 pagesCAD CAM-18ME72 Module 1Mohanakumara K CNo ratings yet
- Outline: - Motivation - Basic Ideas - Applications - Key Insights - The FutureDocument35 pagesOutline: - Motivation - Basic Ideas - Applications - Key Insights - The FuturesoorajNo ratings yet
- Line Balancing: by Arun MishraDocument23 pagesLine Balancing: by Arun MishraArun MishraNo ratings yet
- CH 11 - Process Analysis - Resource UtilizationDocument25 pagesCH 11 - Process Analysis - Resource UtilizationPotatoNo ratings yet
- MappingDocument39 pagesMappingNamanachNo ratings yet
- Simulation Examples Examples (In Book) : A S A S A S A SDocument3 pagesSimulation Examples Examples (In Book) : A S A S A S A Ssivani05No ratings yet
- Hw6 SolutionDocument11 pagesHw6 SolutionHarishChoudharyNo ratings yet
- Simulation and Modeling. Part 3Document11 pagesSimulation and Modeling. Part 3kaxapoNo ratings yet
- Lecture 9Document31 pagesLecture 9yuzlubahadirNo ratings yet
- Reliability in Maintenance: Source: Chapter 8 From Maintenance Engineering and Management by R.C.MishraDocument20 pagesReliability in Maintenance: Source: Chapter 8 From Maintenance Engineering and Management by R.C.Mishranikitanath23No ratings yet
- Operations Management: Waiting-Line ModelDocument15 pagesOperations Management: Waiting-Line ModelApril SamonteNo ratings yet
- 04 Process Variability With SolutionsDocument28 pages04 Process Variability With Solutionsbazil.abdullahahmedNo ratings yet
- Operasi Manufaktur CDocument57 pagesOperasi Manufaktur CHendra WahyuNo ratings yet
- Line Balancing-P2kDocument55 pagesLine Balancing-P2kFendi PatahNo ratings yet
- 4 PerformanceDocument27 pages4 Performance1352 : NEEBESH PADHYNo ratings yet
- Queuing TheoryDocument11 pagesQueuing TheoryradhikaradsNo ratings yet
- Assignment 2 MBL PDFDocument6 pagesAssignment 2 MBL PDFPa1 Kumar MNo ratings yet
- Introduction To Management Science: Queuing TheoryDocument26 pagesIntroduction To Management Science: Queuing TheoryM.Hasan ArshadNo ratings yet
- System Simulation: Dr. DessoukyDocument183 pagesSystem Simulation: Dr. DessoukyParimal BhambareNo ratings yet
- Data Communication & Networks G22.2262-001: AgendaDocument16 pagesData Communication & Networks G22.2262-001: AgendahimNo ratings yet
- Service Operations and Queueing - Module DDocument34 pagesService Operations and Queueing - Module DlonneartistNo ratings yet
- Simulation: Based On Law & Kelton, Simulation Modeling & Analysis, Mcgraw-HillDocument36 pagesSimulation: Based On Law & Kelton, Simulation Modeling & Analysis, Mcgraw-HillRia SinghNo ratings yet
- PPC Unit - 4Document29 pagesPPC Unit - 4TEJAANAND PEGUDANo ratings yet
- SOM15-16 - NumericalsDocument56 pagesSOM15-16 - NumericalsHarsh VivekNo ratings yet
- Introduction To Manufacturing Systems EngineeringDocument52 pagesIntroduction To Manufacturing Systems EngineeringMandisi MoyoNo ratings yet
- Introduction To Computational HydraulicsDocument33 pagesIntroduction To Computational HydraulicsDatz SorianoNo ratings yet
- Chapter 4 Manual Assembly LinesDocument49 pagesChapter 4 Manual Assembly LinesRohit WadhwaniNo ratings yet
- Timer WheelDocument13 pagesTimer WheelSanjay KrishnanNo ratings yet
- Real-Time Systems: Example / Case StudiesDocument11 pagesReal-Time Systems: Example / Case Studiesbhonde_ramNo ratings yet
- Matlab SimulationDocument183 pagesMatlab SimulationMujeeb Abdullah100% (1)
- Waiting Line Management: Saurabh ChandraDocument54 pagesWaiting Line Management: Saurabh ChandraShibani Shankar RayNo ratings yet
- SequencingDocument12 pagesSequencingKLE CBA PlacementNo ratings yet
- Queueing TheoryDocument14 pagesQueueing TheoryAlish VijiNo ratings yet
- Queuing Theory and SimulationDocument64 pagesQueuing Theory and Simulationnetisheth100% (1)
- Chapter 2 Problem Solving ToolsDocument67 pagesChapter 2 Problem Solving ToolsDebrina PuspitariniNo ratings yet
- Module 4Document12 pagesModule 4Bijay NagNo ratings yet
- Course Project Cis 342Document31 pagesCourse Project Cis 342engmohamedswNo ratings yet
- CIM Unit 3Document48 pagesCIM Unit 3vrushNo ratings yet
- Chapter 03 CPU Scheduling NewDocument40 pagesChapter 03 CPU Scheduling NewMickNo ratings yet
- Chapter 3 - Plant Location, Layout Line Balancing (Part 2)Document17 pagesChapter 3 - Plant Location, Layout Line Balancing (Part 2)shirleyna saraNo ratings yet
- Real Time14aDocument214 pagesReal Time14aabhayarya2000No ratings yet
- Fundamentals of Computer Design - 1Document32 pagesFundamentals of Computer Design - 1qwety300No ratings yet
- Timer Wheel PDFDocument24 pagesTimer Wheel PDFSarah ColemanNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Numerical Methods for Simulation and Optimization of Piecewise Deterministic Markov Processes: Application to ReliabilityFrom EverandNumerical Methods for Simulation and Optimization of Piecewise Deterministic Markov Processes: Application to ReliabilityNo ratings yet
- VedicReport18 01 201723 08 35Document47 pagesVedicReport18 01 201723 08 35Deepak PathaniaNo ratings yet
- Aep190 34Document98 pagesAep190 34Deepak PathaniaNo ratings yet
- O I ManualDefectsDocument51 pagesO I ManualDefectsDeepak PathaniaNo ratings yet
- SAP FioriDocument23 pagesSAP FioriDeepak PathaniaNo ratings yet
- DrivingLicensesValidInEEA All, 0Document260 pagesDrivingLicensesValidInEEA All, 0Deepak PathaniaNo ratings yet
- TNB255 - VertiFlow Assist For AIS MachinesDocument9 pagesTNB255 - VertiFlow Assist For AIS MachinesDeepak PathaniaNo ratings yet
- Case Study 1 - CemexDocument2 pagesCase Study 1 - CemexDeepak PathaniaNo ratings yet
- Design of Experiments L4 Factor Factor Name Level 1 Low (-) Level 2 High (+)Document5 pagesDesign of Experiments L4 Factor Factor Name Level 1 Low (-) Level 2 High (+)Deepak PathaniaNo ratings yet
- IsshikawaDocument3 pagesIsshikawaDeepak PathaniaNo ratings yet
- Autolocator: Fleet Management Industry Analysis / Russia / July 2011Document19 pagesAutolocator: Fleet Management Industry Analysis / Russia / July 2011Deepak PathaniaNo ratings yet
- India-Poland Trade Partnership: by - Deepak Pathania - 249736Document3 pagesIndia-Poland Trade Partnership: by - Deepak Pathania - 249736Deepak PathaniaNo ratings yet
- 06 Balanced Scorecard PDFDocument4 pages06 Balanced Scorecard PDFDeepak PathaniaNo ratings yet
- Case Study 2-UPSDocument2 pagesCase Study 2-UPSDeepak Pathania50% (2)
- Foundry Engineering: DR Inż. Dawid MyszkaDocument14 pagesFoundry Engineering: DR Inż. Dawid MyszkaDeepak PathaniaNo ratings yet
- The Bottled Water Industry and Sustainable Operations: Steve Emery EARTH2O Natural Spring WaterDocument14 pagesThe Bottled Water Industry and Sustainable Operations: Steve Emery EARTH2O Natural Spring WaterDeepak PathaniaNo ratings yet
- Operations Management by Russell and Taylor - PRELIM-1Document119 pagesOperations Management by Russell and Taylor - PRELIM-1Bryl Efenio100% (1)
- Process Selection and Facility Layout: Overview: Learning ObjectivesDocument4 pagesProcess Selection and Facility Layout: Overview: Learning ObjectivesCharice Anne VillamarinNo ratings yet
- Operations Management Lec 1Document39 pagesOperations Management Lec 1Fahad MushtaqNo ratings yet
- Continuous Production SystemDocument7 pagesContinuous Production SystemLilselosa Anthonette Gonzales50% (2)
- Customer Service Operations Manager in Nashville TN Resume Tim HopkinsDocument2 pagesCustomer Service Operations Manager in Nashville TN Resume Tim HopkinsTimHopkinsNo ratings yet
- Module 1 OSCMDocument11 pagesModule 1 OSCMSasti NashaNo ratings yet
- Giarratani Matt - ResumeDocument3 pagesGiarratani Matt - Resumemgiarrat100% (7)
- Business & Ethics (BAHU 1023) : Operations Management: ProcessDocument36 pagesBusiness & Ethics (BAHU 1023) : Operations Management: ProcessLORDAbdullah MajawerNo ratings yet
- Week 2 Operations MNGTDocument8 pagesWeek 2 Operations MNGTBella MariaNo ratings yet
- A Functional Description of AutomationDocument7 pagesA Functional Description of AutomationShyam KrishnanNo ratings yet
- The Barriers To Smes' Implementation of Lean Production and Countermeasures - Based On Smes in WenzhouDocument6 pagesThe Barriers To Smes' Implementation of Lean Production and Countermeasures - Based On Smes in WenzhouRieska foni YuniarNo ratings yet
- Intro To Business Assignment Updated 2Document10 pagesIntro To Business Assignment Updated 2James IshakuNo ratings yet
- Chapter 14 Operation ManagementDocument24 pagesChapter 14 Operation ManagementAshfahaniDarissalam100% (1)
- CH 1-Intro To Operation ManagementDocument14 pagesCH 1-Intro To Operation Managementmeeya50% (2)
- PolarDocument21 pagesPolarMasuk Al Hossain Akash100% (1)
- Operation Project ListDocument4 pagesOperation Project ListAnurag SinghNo ratings yet
- Principles of Management - Concepts & Cases (PDFDrive)Document499 pagesPrinciples of Management - Concepts & Cases (PDFDrive)shirishaNo ratings yet
- BME Chap 1Document12 pagesBME Chap 1eggusiloguNo ratings yet
- Operations Management: Unit IiiDocument24 pagesOperations Management: Unit IiiTariq RehmaniNo ratings yet
- 111061Document9 pages111061chamaarNo ratings yet
- MBA 2nd Sem SyllabusDocument6 pagesMBA 2nd Sem SyllabusMohammad Ameen Ul HaqNo ratings yet
- Introduction To Operations ManagementDocument32 pagesIntroduction To Operations ManagementPrajna Shirsho ShomeNo ratings yet
- Operations Management 7330 Assignment 1Document7 pagesOperations Management 7330 Assignment 1sharifulmd2021No ratings yet
- PGDM Mid Term Examination - December 2021Document2 pagesPGDM Mid Term Examination - December 2021Teja MullapudiNo ratings yet
- Individual Assignment OMDocument13 pagesIndividual Assignment OMThe Shelby BoyNo ratings yet
- Toyota Way - Short VersionDocument5 pagesToyota Way - Short VersionPon Selva RajNo ratings yet
- Operations Management: An Introduction To Process AnalysisDocument39 pagesOperations Management: An Introduction To Process Analysissinghdevpratap940No ratings yet
- MCQ On Operations Management - MBA II SemDocument11 pagesMCQ On Operations Management - MBA II SemRajendra SinghNo ratings yet