Operasi Manufaktur C
Operasi Manufaktur C
Download as pdf or txt
You might also like
- Tutorial 3 - SolutionDocument5 pagesTutorial 3 - SolutionAbdul Aziz Wicaksono100% (1)
- Lecture 3 - Production ConceptsDocument16 pagesLecture 3 - Production ConceptsFatimaNo ratings yet
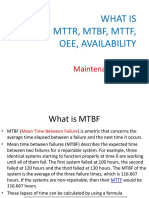
- MTTR, MTBF, MTTF, OeeDocument19 pagesMTTR, MTBF, MTTF, OeePurushhottam Parab100% (6)
- Takt Time: Shared Resource Weighted Average Method Practical Usage ExamplesDocument17 pagesTakt Time: Shared Resource Weighted Average Method Practical Usage ExamplesVENKATESHAN S100% (1)
- Ship Inspection FormDocument67 pagesShip Inspection Formitavsa100% (4)
- MCE 493 MCE 593 CH 2 and 3Document47 pagesMCE 493 MCE 593 CH 2 and 3Toto TitiNo ratings yet
- Manufacturing Models and MetricsDocument41 pagesManufacturing Models and MetricsHildandi NlgögmhnNo ratings yet
- Lecture-02 ModelingDocument20 pagesLecture-02 Modelingwww.mo7amed.gameedNo ratings yet
- Chapter 3 - Lecture NotesDocument14 pagesChapter 3 - Lecture Noteszaccaro_86No ratings yet
- Lecture 2 Manufacturing Models and MetricsDocument39 pagesLecture 2 Manufacturing Models and Metricskien.le2008No ratings yet
- Tutorial (1) Manufacturing Models & MetricsDocument37 pagesTutorial (1) Manufacturing Models & MetricsAbdulaziz almasoudiNo ratings yet
- 20 Produccion MetricsDocument12 pages20 Produccion MetricsCristopher Jimenez JaramilloNo ratings yet
- Computer: Manufacturing SystemsDocument39 pagesComputer: Manufacturing SystemsRajueswarNo ratings yet
- Production RateDocument16 pagesProduction RatenikhjilNo ratings yet
- Unit 2 Manufacturing Operations: SectionsDocument27 pagesUnit 2 Manufacturing Operations: SectionsSaeed AlshamsiNo ratings yet
- 02b. Manufacturing OperationsDocument27 pages02b. Manufacturing OperationsUnmesh UnnikrishnanNo ratings yet
- Module 01 NumericalsDocument12 pagesModule 01 NumericalsRahulNo ratings yet
- MF40603 Lecture 5Document7 pagesMF40603 Lecture 5kicked.partnershipNo ratings yet
- Unit 2 Manufacturing Operations: SectionsDocument27 pagesUnit 2 Manufacturing Operations: SectionsJayesh BarveNo ratings yet
- CHAP 2 Manufacturing OperationDocument24 pagesCHAP 2 Manufacturing OperationSyahmi HasanNo ratings yet
- Capacity Planning - AngulDocument30 pagesCapacity Planning - Angulchandrajeet singhNo ratings yet
- Production Performance Metrics FormulasDocument2 pagesProduction Performance Metrics Formulasirtikadar2003No ratings yet
- Computer: Manufacturing SystemsDocument39 pagesComputer: Manufacturing SystemsJeganNo ratings yet
- Unit-10 Time and Cost AnalysisDocument29 pagesUnit-10 Time and Cost AnalysisFaizanNo ratings yet
- Lec # 5 Manufacturing Models and MatricesDocument35 pagesLec # 5 Manufacturing Models and MatricesEman ShahidNo ratings yet
- Lean Production: Week 4: StandardizationDocument34 pagesLean Production: Week 4: StandardizationQuynh Chau TranNo ratings yet
- Overall Equipment Effectiveness (OEE) - How to Monitor PerformanceDocument5 pagesOverall Equipment Effectiveness (OEE) - How to Monitor PerformancemuudlaynegnNo ratings yet
- Manufacturing ModelDocument3 pagesManufacturing ModelShubham FaujdarNo ratings yet
- 02 Introduction Factory Models With Solutions NEWDocument54 pages02 Introduction Factory Models With Solutions NEWbazil.abdullahahmedNo ratings yet
- Production and Operations Management: Chelliah SriskandarajahDocument38 pagesProduction and Operations Management: Chelliah SriskandarajahKumar AashishNo ratings yet
- ktra hệ thống sản xuất tích hợpDocument47 pagesktra hệ thống sản xuất tích hợpVũ Quốc KhánhNo ratings yet
- Guidelines For OperationsDocument5 pagesGuidelines For OperationsYassine LachhabNo ratings yet
- Chapter 3 Work Flow and Batch Processing MNDocument87 pagesChapter 3 Work Flow and Batch Processing MNSaied Aly Salamah0% (1)
- Performance CUTEDocument15 pagesPerformance CUTEarlenandreas89No ratings yet
- Week 5 - Production SmoothingDocument34 pagesWeek 5 - Production SmoothingQuynh Chau Tran100% (1)
- Process AnalysisDocument32 pagesProcess Analysisur23095No ratings yet
- Process Analysis 202021 R1Document39 pagesProcess Analysis 202021 R1kamals55No ratings yet
- Stanley 2Document30 pagesStanley 2Deepak PathaniaNo ratings yet
- Module 4 - Capacity PlanningDocument41 pagesModule 4 - Capacity PlanningMAYUR KARSADIYENo ratings yet
- Lesson 3 Importance and Uses of Time Study StudentDocument16 pagesLesson 3 Importance and Uses of Time Study StudentAllona Jean Pacquiao DayapNo ratings yet
- Space RequirementsDocument45 pagesSpace RequirementsRaj DeepanNo ratings yet
- 2.6 Process Planning Class 2 IEMDocument22 pages2.6 Process Planning Class 2 IEMCharan DcNo ratings yet
- 1.lean - VSMDocument65 pages1.lean - VSMBangaru BharathNo ratings yet
- Productivity: DR. Zeny J. LontocDocument27 pagesProductivity: DR. Zeny J. LontocAnthony RoyupaNo ratings yet
- 02 Sisman 2023 Manuf System ArchitectureDocument58 pages02 Sisman 2023 Manuf System Architecturefarhan srgNo ratings yet
- oscm6Document48 pagesoscm6Guineviere BeckNo ratings yet
- Ch03 AhmadDocument36 pagesCh03 AhmadAhmad RamahiNo ratings yet
- Capacity Planning - NASDocument37 pagesCapacity Planning - NASDanielNo ratings yet
- Assignment 2 MBL PDFDocument6 pagesAssignment 2 MBL PDFPa1 Kumar MNo ratings yet
- Chapter 6 Time StudyDocument37 pagesChapter 6 Time Studynxhung.sdh232No ratings yet
- Operation SchedulingDocument28 pagesOperation SchedulingGagan BhatiNo ratings yet
- LM-0015 How To Calculate 34 Manufacturing KPIs EbookDocument45 pagesLM-0015 How To Calculate 34 Manufacturing KPIs EbookMohammed SirelkhatimNo ratings yet
- DowntimeDocument7 pagesDowntimeJigar DesaiNo ratings yet
- Capacity StudyDocument42 pagesCapacity StudyANEESHA PANDANo ratings yet
- Line Balancing: by Arun MishraDocument23 pagesLine Balancing: by Arun MishraArun Mishra100% (1)
- Takt" Is The German Word For The Baton That AnDocument3 pagesTakt" Is The German Word For The Baton That AnmuneerppNo ratings yet
- Takt Time: Orchestra Conductor Uses To Regulate The Speed atDocument3 pagesTakt Time: Orchestra Conductor Uses To Regulate The Speed atFouzan SoniwalaNo ratings yet
- Takt TimeDocument3 pagesTakt TimeRavasaheb BholeNo ratings yet
- Session 4-5 - Process Management and Process AnalysisDocument31 pagesSession 4-5 - Process Management and Process Analysischandel08100% (1)
- Week 11 - Numerical Analysis For Productivity ImprovementDocument34 pagesWeek 11 - Numerical Analysis For Productivity ImprovementNguyễn Ngọc Minh QuânNo ratings yet
- Takt Time: A Guide to the Very Basic Lean CalculationFrom EverandTakt Time: A Guide to the Very Basic Lean CalculationRating: 5 out of 5 stars5/5 (2)
- Syllabus: Mathematical Analysis I & Linear Algebra (Mathematics I) (6 ECTS)Document5 pagesSyllabus: Mathematical Analysis I & Linear Algebra (Mathematics I) (6 ECTS)Anna ENo ratings yet
- Codigos Weapon Mod Expansion FNVDocument9 pagesCodigos Weapon Mod Expansion FNVjlcheviNo ratings yet
- Installation InstructionDocument28 pagesInstallation InstructionMiguel Angel Zavaleta EsquerreNo ratings yet
- Review On Multiway Analysis in ChemistryDocument15 pagesReview On Multiway Analysis in ChemistryTrance CyberianNo ratings yet
- Case Presentation Doreen Tadala Banda EditedDocument41 pagesCase Presentation Doreen Tadala Banda Editedmaskericon ChivesNo ratings yet
- Vtrack - Track Adjuster Kits From Bulldog Hydraulics CatalogDocument6 pagesVtrack - Track Adjuster Kits From Bulldog Hydraulics Cataloganderson cesconettoNo ratings yet
- Nutrition For ExerciseDocument31 pagesNutrition For ExerciseSukhothai Thammathirat Open UniversityNo ratings yet
- Salvia, DivornumDocument1 pageSalvia, Divornumeab7686No ratings yet
- TFN ReviewerDocument6 pagesTFN ReviewerRam RamNo ratings yet
- Crane Control SystemDocument4 pagesCrane Control SystemmarkgaloNo ratings yet
- Misery by Anton Chekhov (1860-1904)Document5 pagesMisery by Anton Chekhov (1860-1904)Orland GlovasaNo ratings yet
- Soal BimbelDocument6 pagesSoal BimbelNovita Rizqi AmaliaNo ratings yet
- 5th Lecture - PhotojournDocument35 pages5th Lecture - PhotojournMis Dee50% (2)
- Compressor Part 3Document64 pagesCompressor Part 3ShishajimooNo ratings yet
- Standard For Busbar Conductor 3062690Document52 pagesStandard For Busbar Conductor 3062690shehan.defonsekaNo ratings yet
- Series 50 SpecificationsDocument10 pagesSeries 50 Specificationspeter manthraNo ratings yet
- Universalis RPGDocument58 pagesUniversalis RPGczipeterNo ratings yet
- Oral Solid Dosage Manufacturing GuidanceDocument43 pagesOral Solid Dosage Manufacturing GuidanceVaradha Raja PerumalNo ratings yet
- Series VZ - 180219Document1 pageSeries VZ - 180219Uziel CHIMINo ratings yet
- Jumeme Project Fact SheetDocument2 pagesJumeme Project Fact SheetAnonymous Akiok2srNo ratings yet
- GKN DrivelineDocument134 pagesGKN DrivelinetataNo ratings yet
- Stories For Reading Comprehension 1 BookDocument48 pagesStories For Reading Comprehension 1 BookAline Alves100% (2)
- (Cleddie Keith) Praying The Lord's PrayerDocument176 pages(Cleddie Keith) Praying The Lord's PrayerAgnes Vitta Angelia50% (2)
- OEC Elite II Brochure Arco en C - TouchDocument5 pagesOEC Elite II Brochure Arco en C - TouchAlexander RamirezNo ratings yet
- E39 Headlight Adjuster RepairDocument5 pagesE39 Headlight Adjuster RepairVicente PerezNo ratings yet
- As NZS 3675-2002 Conductors - Covered Overhead - For Working Voltages 6.35 11 (12) KV Up To and Including 19 3Document7 pagesAs NZS 3675-2002 Conductors - Covered Overhead - For Working Voltages 6.35 11 (12) KV Up To and Including 19 3SAI Global - APACNo ratings yet
- Lonza Brochures Lonza Disinfectant Wipes For Hard Surface Disinfection Techical Manual - North America 31246Document4 pagesLonza Brochures Lonza Disinfectant Wipes For Hard Surface Disinfection Techical Manual - North America 31246nimadeqasdaNo ratings yet
- F 2012081Document2 pagesF 2012081Ahmed SalamaNo ratings yet
- ASTRO Guide For Core Physics Curriculum For Radiation Oncology ResidentsDocument6 pagesASTRO Guide For Core Physics Curriculum For Radiation Oncology ResidentsAmr MuhammedNo ratings yet