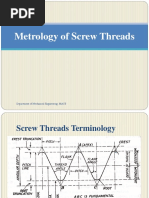
Screw
Screw
Download as docx, pdf, or txt
You might also like
- Applied Mathematical Methods For Chemical Engineers 2nd Edition (BooxRack)Document86 pagesApplied Mathematical Methods For Chemical Engineers 2nd Edition (BooxRack)Bio LionNo ratings yet
- Dts Monaco Coding CompressDocument19 pagesDts Monaco Coding Compress3cx non100% (2)
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Work Immersion Performance AppraisalDocument4 pagesWork Immersion Performance AppraisalLouncemar NaquinNo ratings yet
- Report Experiment ThreadDocument11 pagesReport Experiment Threadsparklingstars2705No ratings yet
- 1uzfe WiringDocument82 pages1uzfe Wiringxgrapher0% (1)
- Unit-4: Screw Thread and Gear Measurement: Hareesha N Gowda Dept of Aeronautical Engineering DSCE, Bangalore-78Document77 pagesUnit-4: Screw Thread and Gear Measurement: Hareesha N Gowda Dept of Aeronautical Engineering DSCE, Bangalore-78Elavarasan SivaNo ratings yet
- 8/20/2014 1 Hareesha N Gowda, DSCE, Blore-78Document77 pages8/20/2014 1 Hareesha N Gowda, DSCE, Blore-78Santosh DabholeNo ratings yet
- Screw Thread MeasurementsDocument77 pagesScrew Thread MeasurementsSridhar Sree100% (1)
- Unit 2 Screw Thread - Gear Elements - Surface FinishDocument53 pagesUnit 2 Screw Thread - Gear Elements - Surface FinishDeepak MisraNo ratings yet
- Metrology and Quality Control: Presented by Assistant Professor-MechanicalDocument39 pagesMetrology and Quality Control: Presented by Assistant Professor-MechanicalRahul VermaNo ratings yet
- 1.tool Makers MicroscopeDocument7 pages1.tool Makers MicroscopeelavarasanNo ratings yet
- Concepts of Measurement Technical TermsDocument18 pagesConcepts of Measurement Technical TermsNiraj LodhiaNo ratings yet
- Form Measurement: Vishal Nair Assistant Professor-Mechanical Mesce KuttipuramDocument67 pagesForm Measurement: Vishal Nair Assistant Professor-Mechanical Mesce KuttipuramSivaperumal MNo ratings yet
- Form Measurement5Document113 pagesForm Measurement5Ravi UpadhyeNo ratings yet
- unitiv-FORM MEASUREMENTDocument113 pagesunitiv-FORM MEASUREMENTk.ghanemNo ratings yet
- Instrumentation CH3Document84 pagesInstrumentation CH3muru0105No ratings yet
- Technical Terms: PitchDocument34 pagesTechnical Terms: PitchBHOOMINo ratings yet
- Thread Measurement by Using Two & Three Wire MethodDocument9 pagesThread Measurement by Using Two & Three Wire MethodSHARAD CHANDRANo ratings yet
- Unit 6_screw thread MeasurementDocument55 pagesUnit 6_screw thread MeasurementWAGLE AMOLNo ratings yet
- JJ204 Workshop Technology Semester 2Document150 pagesJJ204 Workshop Technology Semester 2Ye ChonnNo ratings yet
- Screw Thread MeasurementDocument56 pagesScrew Thread MeasurementAbhishek Kumar100% (2)
- Thread Cutting, Tapping and BroachingDocument95 pagesThread Cutting, Tapping and BroachingKundan Patil0% (1)
- Unit 3 MetrologyDocument38 pagesUnit 3 MetrologyMuthuvel M92% (36)
- Unit-Iii Concepts of MeasurementDocument53 pagesUnit-Iii Concepts of MeasurementSaravanan ShriNo ratings yet
- Tool Makers MicroscopeDocument7 pagesTool Makers MicroscopeAnand Babu100% (2)
- Screw ThreadsDocument37 pagesScrew ThreadsOmkaar SinghNo ratings yet
- L21 Screw Thread2Document13 pagesL21 Screw Thread2chaitanyamohod2020No ratings yet
- Unit 3Document120 pagesUnit 3ramesh_h2002No ratings yet
- MTM Metro Expt1 ManualDocument10 pagesMTM Metro Expt1 ManualBhargav DindukurthiNo ratings yet
- Thread and Gear MeasurementDocument142 pagesThread and Gear Measurementshiva100% (1)
- Form Measurement: Unit 3Document68 pagesForm Measurement: Unit 3Rama SamyNo ratings yet
- Unit-4 MMDocument74 pagesUnit-4 MMRama SamyNo ratings yet
- Screwthreadmeasurement 170418161010 PDFDocument30 pagesScrewthreadmeasurement 170418161010 PDFejkiranNo ratings yet
- MMM Unit 3 Screw Thread2Document7 pagesMMM Unit 3 Screw Thread2Santosh JaltareNo ratings yet
- Chapter 1 Screw ThreadDocument29 pagesChapter 1 Screw ThreadWan Muhamad FaizNo ratings yet
- Screw Thread MeasurementDocument56 pagesScrew Thread MeasurementPiu KunduNo ratings yet
- Screw Thread TerminologyDocument27 pagesScrew Thread Terminologythejus sureshNo ratings yet
- Workshop: University of Engineering and Technology, Lahore (FSD Campus)Document7 pagesWorkshop: University of Engineering and Technology, Lahore (FSD Campus)mjunaidNo ratings yet
- Machinetools 6Document40 pagesMachinetools 6Archit GyaneshwarNo ratings yet
- Unit 3 170228093759 PDFDocument64 pagesUnit 3 170228093759 PDFramtwinsmeNo ratings yet
- 6-Screw and Gear MeasurementDocument50 pages6-Screw and Gear MeasurementRohit BhangaleNo ratings yet
- Metrology Short NotesDocument8 pagesMetrology Short NotesMaria CutajarNo ratings yet
- Lesson 1. Linear Measurement PDFDocument10 pagesLesson 1. Linear Measurement PDFAsawa ni DarkkonNo ratings yet
- Screw Thread ReportDocument17 pagesScrew Thread Reportkittikhun_simlee100% (1)
- A Review Paper On Pitch Screw Gauge Working: Vikas Chauhan, Muneesh Chauhan, Sahil Verma, Raman KumarDocument6 pagesA Review Paper On Pitch Screw Gauge Working: Vikas Chauhan, Muneesh Chauhan, Sahil Verma, Raman KumarMuskan MalikNo ratings yet
- Screw Thread MeasurementDocument55 pagesScrew Thread MeasurementMadhuNo ratings yet
- Vernier To ComparatorDocument78 pagesVernier To ComparatorAtul Gaur100% (1)
- Screw Thread PDFDocument45 pagesScrew Thread PDFPandurang Nalawade75% (4)
- Screw Thread Measurement New1 (Autosaved)Document67 pagesScrew Thread Measurement New1 (Autosaved)Aditi KaradeNo ratings yet
- Experiment No. 1A Tool Maker'S MicroscopeDocument4 pagesExperiment No. 1A Tool Maker'S MicroscopePraveen KumaarNo ratings yet
- Government Polytechnic Muzaffarpur: Lab Manual of Metrology & Quality Control Lab SUBJECT CODE - 1625506Document25 pagesGovernment Polytechnic Muzaffarpur: Lab Manual of Metrology & Quality Control Lab SUBJECT CODE - 1625506VK D0% (1)
- MQC PDFDocument25 pagesMQC PDFVK DNo ratings yet
- Study of Measuring Instruments and Gauges PDFDocument7 pagesStudy of Measuring Instruments and Gauges PDFRishabh HanseliaNo ratings yet
- R2019 - MESBL601 - MA Lab ManualDocument30 pagesR2019 - MESBL601 - MA Lab Manualsealrohan0No ratings yet
- Metrology Lab ManualDocument36 pagesMetrology Lab Manualuvrsunil_kumar100% (2)
- Screwthread and Gear MeasurementDocument19 pagesScrewthread and Gear MeasurementseenuNo ratings yet
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Macramé for Beginners and Beyond: 24 Easy Macramé Projects for Home and GardenFrom EverandMacramé for Beginners and Beyond: 24 Easy Macramé Projects for Home and GardenRating: 4.5 out of 5 stars4.5/5 (8)
- Micrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsFrom EverandMicrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsNo ratings yet
- Table 2 From STRATEGIES TO PERFORM A MIXED METHODS STUDY - Semantic ScholarDocument1 pageTable 2 From STRATEGIES TO PERFORM A MIXED METHODS STUDY - Semantic ScholarIxora MyNo ratings yet
- Ee in EducationDocument146 pagesEe in EducationIxora MyNo ratings yet
- A Green Skills Framework For TVET Curricula CTH MIXED METHODS CHECK THE METHODOLOGYDocument3 pagesA Green Skills Framework For TVET Curricula CTH MIXED METHODS CHECK THE METHODOLOGYIxora MyNo ratings yet
- The Mediating Effect of Sustainable Consumption atDocument16 pagesThe Mediating Effect of Sustainable Consumption atIxora MyNo ratings yet
- Qualitative PPT 291118Document15 pagesQualitative PPT 291118Ixora MyNo ratings yet
- Unit Beruniform 2021Document5 pagesUnit Beruniform 2021Ixora MyNo ratings yet
- Conceptual Paper. EMERALD Q2Document13 pagesConceptual Paper. EMERALD Q2Ixora My100% (1)
- We Walk Forward-Sk Dato Klana MaamorDocument1 pageWe Walk Forward-Sk Dato Klana MaamorIxora MyNo ratings yet
- 2 Framework and HypothesisDocument10 pages2 Framework and HypothesisIxora MyNo ratings yet
- 3 Quantitative Analysis To ChooseDocument3 pages3 Quantitative Analysis To ChooseIxora MyNo ratings yet
- 19 The Mediator Supportive LeadershipDocument14 pages19 The Mediator Supportive LeadershipIxora MyNo ratings yet
- Perspectives On The Agrochemical Industry and Agrochemical DiscoveryDocument6 pagesPerspectives On The Agrochemical Industry and Agrochemical DiscoveryIxora MyNo ratings yet
- Aktif English Grammar Y456Document10 pagesAktif English Grammar Y456Ixora MyNo ratings yet
- CTH InstrumentDocument20 pagesCTH InstrumentIxora MyNo ratings yet
- Performing Reliable and Reproducible Frequency Response Measurements On Power TransformersDocument12 pagesPerforming Reliable and Reproducible Frequency Response Measurements On Power Transformersykh92167No ratings yet
- MAE 3405-001 Spring 2014 Syllabus Rev ADocument6 pagesMAE 3405-001 Spring 2014 Syllabus Rev ABlindBanditNo ratings yet
- Legal Solutions Law Thesis Research Presentation Brown VariantDocument26 pagesLegal Solutions Law Thesis Research Presentation Brown VariantAbdiaziz HassanNo ratings yet
- HYPAM Fixer Technical Data SheetDocument7 pagesHYPAM Fixer Technical Data Sheetbwrzt6xhskNo ratings yet
- The GPS TechnologyDocument26 pagesThe GPS TechnologyBhushan MadniwaleNo ratings yet
- 2023 CEAP National Convention 776345Document4 pages2023 CEAP National Convention 776345Cedrick NgoNo ratings yet
- Ton Duc Thang University: Children'S House of Ho Chi Minh CityDocument40 pagesTon Duc Thang University: Children'S House of Ho Chi Minh CityNguyễn Thị Kim HằngNo ratings yet
- Enhancing Tank Reliability: Performance Evaluation of Distressed Foundation Systems - A Case StudyDocument14 pagesEnhancing Tank Reliability: Performance Evaluation of Distressed Foundation Systems - A Case Studyreddyramireddy1No ratings yet
- Determining and Selecting Screen Printing11 Form ParDocument10 pagesDetermining and Selecting Screen Printing11 Form ParOliyad EbbaNo ratings yet
- The Hero's JourneyDocument5 pagesThe Hero's Journeylindsaycyrah3.1415No ratings yet
- Financial Prudence As Determinant of Employees' Interest in Graduate StudyDocument13 pagesFinancial Prudence As Determinant of Employees' Interest in Graduate StudyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Colour CodingDocument23 pagesColour CodingVipin Patil100% (1)
- Initao College: Instructor: Subject ScheduleDocument4 pagesInitao College: Instructor: Subject ScheduleJulius Orquillas PatrollaNo ratings yet
- Coefficients of FrictionDocument6 pagesCoefficients of Frictionhammygoraya2226No ratings yet
- EPSON F6270 and Maxtech Manual 80x100Document3 pagesEPSON F6270 and Maxtech Manual 80x100Bong LazaroNo ratings yet
- 2008CMKTG277401Document9 pages2008CMKTG277401Sayak MondalNo ratings yet
- Islamic Article: Azaan (The Call To Prayer)Document2 pagesIslamic Article: Azaan (The Call To Prayer)ahmad qutbiNo ratings yet
- Team Sports Pe 212 Module-1Document24 pagesTeam Sports Pe 212 Module-1Jumda HadjaelNo ratings yet
- CVL746 2 IntroductionDocument45 pagesCVL746 2 IntroductionABHIJEET NONDANo ratings yet
- 036 - Guard SFDocument3 pages036 - Guard SFhemajsurya0% (1)
- EdelweissMF ValueInvestingDocument3 pagesEdelweissMF ValueInvestingVaishnaviRavipatiNo ratings yet
- Odyssey One Pager - Summative AssessmentDocument2 pagesOdyssey One Pager - Summative Assessmentapi-507162362100% (1)
- By Any Means Necessary ScreenplayDocument17 pagesBy Any Means Necessary ScreenplayisabellaNo ratings yet
- Building SurveyingDocument22 pagesBuilding SurveyingNoeri NurisraNo ratings yet
- 147-Project Feasiblity Report-Songwon Specialty Chemicals-India-11-2-2019-102758870Document35 pages147-Project Feasiblity Report-Songwon Specialty Chemicals-India-11-2-2019-102758870chirag ramanujNo ratings yet
- Reinforcement Corrosion - An OverviewDocument9 pagesReinforcement Corrosion - An OverviewraeggaemanNo ratings yet