
Study of Propane Dehydrogenation To Propylene in An Integrated Fluidized Bed Reactor Using Pt-Sn/Al-SAPO-34 Novel Catalyst
Study of Propane Dehydrogenation To Propylene in An Integrated Fluidized Bed Reactor Using Pt-Sn/Al-SAPO-34 Novel Catalyst
Uploaded by
Devika JayapalCopyright:
Available Formats
Study of Propane Dehydrogenation To Propylene in An Integrated Fluidized Bed Reactor Using Pt-Sn/Al-SAPO-34 Novel Catalyst
Study of Propane Dehydrogenation To Propylene in An Integrated Fluidized Bed Reactor Using Pt-Sn/Al-SAPO-34 Novel Catalyst
Uploaded by
Devika JayapalOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Copyright:
Available Formats
Study of Propane Dehydrogenation To Propylene in An Integrated Fluidized Bed Reactor Using Pt-Sn/Al-SAPO-34 Novel Catalyst
Study of Propane Dehydrogenation To Propylene in An Integrated Fluidized Bed Reactor Using Pt-Sn/Al-SAPO-34 Novel Catalyst
Uploaded by
Devika JayapalCopyright:
Available Formats
4614
Ind. Eng. Chem. Res. 2010, 49, 46144619
Study of Propane Dehydrogenation to Propylene in an Integrated Fluidized Bed
Reactor Using Pt-Sn/Al-SAPO-34 Novel Catalyst
Zeeshan Nawaz, Yue Chu, Wei Yang, Xiaoping Tang, Yao Wang, and Fei Wei*
Beijing Key Laboratory of Green Chemical Reaction Engineering & Technology (FLOTU), Department of
Chemical Engineering, Tsinghua UniVersity, Beijing 100084, China
Direct propane dehydrogenation is the most economical route to propylene, but very complex due to
endothermic reaction requirements, equilibrium limitations, stereochemistry, and engineering constraints. The
state of the art idea of bimodal particle (gas-solid-solid) fluidization was applied, in order to overcome
alkane dehydrogenation reaction barriers in a fluidized bed technology. In this study, the propane
dehydrogenation reaction was studied in an integrated fluidized bed reactor, using Pt-Sn/Al-SAPO-34 novel
catalyst at 590 C. The results of fixed bed microreactor and integrated bimodal particle fluidized bed reactors
were compared and parametrically characterized. The results showed that the propylene selectivity is over
95%, with conversion between 31 and 24%. This significant enhancement is by using novel bimodal particle
fluidization system, owing to uniform heat transfer throughout the reactor and transfer coke from principal
catalyst to secondary catalyst, which increases principal catalysts stability. Experimental investigation reveals
that the novel Pt-Sn/Al-SAPO-34 catalyst and proposed intensified design of fluidized bed reactor is a promising
opportunity for direct propane dehydrogenation to propylene, with both economic and operational benefit.
Introduction
Light olefins production from alkane dehydrogenation has
been in practice since 1930.1 At first chromia-alumina and then
platinum based catalysts got preference in alkane dehydrogenation. Time and time again, catalyst design breakthroughs have
made major contributions to dehydrogenation technology.
Propane and butane are cheep and easily available raw materials
as they are produced through a number of petrochemical
processes, while the propylene market demand is rapidly
increasing.2-4 The petrochemical industry is trying to shift
toward direct propane dehydrogenation technology as it does
not require a large investment and has room for easy integration
with existing production facilities.
The first butane dehydrogenation plant was designed by UOP
(Universal Oil Products, USA) and ICI, England, in 1940.5 Soon
after, other companies, Phillips Petroleum, Houdry, Shell, Gulf,
and Dow, also built similar dehydrogenation technologies.
Phillips Petroleum built a multitubular dehydrogenation reactor
in 1943, with an oxidehydrogenation approach.1 Houdry designed dehydrogenation process at less than atmospheric pressure for higher conversions, for the production of butenes using
chromia-alumina catalyst (Catadiene).6 Later this process was
commercialized by the Petro-Tex Chemical Corporation, with
the name Oxo-D.6 A varity of light olefins were produced by
thermal and catalytic cracking in bulk quantity as byproduct,
forces to shutdown direct olefins production in the 1970s.
In the late 1980s, the application of chromia-alumina
catalysts was extended by Houdry for dehydrogenation of
propane and isobutene; they renamed the process Catofin, and
about ten units were commercialized.7 Out of these, two
processes were particularly designed for propane dehydroegenation to propylene, of about 250 000 MTA propylene
capacities. The Catofin technology used an adiabatic fixed bed
reactor at 570-630 C and 0.5 bar, reported at 40-65%
conversion.1,7 The Catofin technology is currently owned by
Sud-Chemie and license by ABB Lummus. Phillips Petroleums,
* To whom correspondence should be addressed. E-mail: wf-dce@
tsinghua.edu.cn.
STAR Krupp-Uhde (steam active reforming) process based on
a fixed-bed fired-tube reactor, operating at a positive super
atmospheric pressure and isothermal temperature conditions.8
During the 1990s, a fluidized bed iso-butane dehydrogenation
unit for about 450 000 MTA iso-butylene was commercialized
by Snamprogetti in Saudi Arabia, based on Yarsintez (Russian)
technology.9-11 UOP commercialized a typical radial flow
adiabatic fixed-bed (or slowly moving bed) reactor design using
modified Pt-alumina catalysts for alkane dehydrogenation, but
the performance is unsatisfactory due to number of reasons.1
BASF and State Oil also built pilot plants for propane
dehydrogenation named Linde and Sintef, respectively. Recently,
Mitsubishi Chemical, Japan, also claimed a novel process for
oxidative dehydrogenation of alkane by using a fixed bed
reactor, but no information was available through open resources.12
On the other hand, Pt-Sn-based catalysts supported on
amorphous (Al2O3, SiO2, etc.) and zeolite (ZSM-5, SAPO-34,
etc.) supports were discussed in many studies, and promising
results have been reported.13-18 It is believed that the support
has a very important role in stabilizing the activity and
performance. A number of drawbacks were also observed due
to the supports; those affect the catalyst performance in a distinct
manner. Al2O3 supported catalyst has very short lifetime (quickly
deactivated).19,20 The dehydrogenation performance of Pt-Snbased catalysts depends largely on Pt, Sn, and support interaction, and deactivation occurs due to aggregation/sintering of Pt
particles.21 Given the rapid development of the Chinese
petrochemical industry in last two decades, the total production
capacity of zeolites is more than 12 000 t/y. Therefore, the PtSn/ZSM-5 zeolite catalyst has been developed and a number
of attempts have been made to improve Pt-Sn/ZSM-5 performance by incorporating more metallic promoter, like Na, Zn,
La, Ca, Ce, etc., and/or by increasing the Si/Al ratio.22-26
However, the performance of ZSM-5 zeolite supported bimetallic catalysts is still objectionable due to the effect of frequent
regenerations and to it taking part in cracking to some extent.27
A highly selective catalyst, Pt-Sn/SAPO-34 gives a new
technological trend in light olefin production via the direct
10.1021/ie902043w 2010 American Chemical Society
Published on Web 04/07/2010
Ind. Eng. Chem. Res., Vol. 49, No. 10, 2010
4615
Table 1. XRF Analysis of Pt-Sn/Al-SAPO-34 Catalyst
SAPO-34
supported
Pt content
(wt %)
Sn content
(wt %)
Al content
(wt %)
Pt-Sn/Al
0.47
0.86
17.6
dehydrogenation route.13,14 The advantages of the novel Pt-Sn/
SAPO-34 catalyst is its better stereochemistry control over
propane and butane dehydrogenation to propylene.13,14 The
SAPO-34 supported catalyst is inherently resistant toward
hydrothermal treatment, having higher selectivity for light olefins
due to shape selectivity.2,4 No study to date has focused on the
Pt-Sn/Al-SAPO-34 novel catalyst and an intensified bimodal
particle fluidized bed reactor. Bimodal particle fluidized bed
reactor technology is proposed and applied first time for alkane
dehydrogenation to propylene. The study is conceived to explore
reaction engineering pedagogy of propane dehydrogenation
using fluidized bed technology.
Experimental Section
Catalyst Preparation. The SAPO-34 support was prepared
by mixing Al2O3:P2O5:SiO2:TEA:H2O in the molar ratio of
1:1:0.5:2:100.2,4 The catalyst was palletized with a binder Al
(20 wt %). The bimetallic Pt-Sn-based samples of specific
metallic content were prepared by a sequential impregnation
method with calcined SAPO-34 (BET surface area 441
m2/g).13,14,28,29 The support after palletizing was first impregnated with an aqueous solution of SnCl2 2H2O at 80 C, to
dope 1 wt % Sn in the catalyst. After impregnation, the samples
were dried at 110 C for 3 h and calcined at 500 C for 4 h.
Later the Sn doped SAPO-34 was coimpregnated again with
an aqueous solution of H2PtCl6 at 75 C to give a 0.5 wt % Pt
in the final catalyst. The final composition was confirmed by
X-ray fluorescence (XRF) analysis using a Shimadzu XRF 1700
fluorimeter. The results are shown in Table 1. The catalysts were
dechlorinated at 500 C for 4 h with N2 mixed dilute steam
and then reduced under flowing H2 (8 mL/min) at 500 C, for
8 h.
Feed. The 99.5% pure propane provided by Zhong Ke Hui
Jie (HJAT), Beijing, China, was used as feed. The reaction
Figure 2. Performance comparison of novel catalyst in fixed bed with
proposed GSS-fluidized bed reactor.
Table 2. Deactivation Rate and Amount of Coke Formed on
Principal Catalyst (Pt-Sn/Al-SAPO-34)
reactor
fixed bed
fluidized Bed
coke
(wt %)a
deactivation
(%)b
0.41
0.24
54
45
a
O2-pulse coke analysis. b Deactivation ) [(X0 - Xf)/X0 100],
where, X0 is the initial conversion at 5 min and Xf is the final propane
conversion.
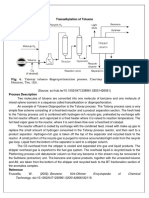
Figure 1. Hot-model bimodal particle fluidized bed reactor (FBR)
apparatus.
mixture composed of H2 and C3H8 was charged into the reactor.
The mixture was composed of H2/C3H8 molar ratios 0.5, 0.15
and 0.25.
Experimental Setup. The performance of the prepared PtSn/Al-SAPO-34 catalyst sample was first confirmed at the fixedbed microreactor. Measured amounts of catalyst samples were
loaded into the reactor in order to obtain the desired WHSV
(i.e., 3, 5.6, and 9) and operated at 590 C. The operating
fluidization velocity is between 0.1 and 0.3 m/s. The technology
and design features of GSS-FBR can be found elsewhere. The
optimum operating parameters were identical with our previously studied system.30 The product distribution was analyzed
by an online gas chromatography system having an Al2O3
4616
Ind. Eng. Chem. Res., Vol. 49, No. 10, 2010
Figure 3. Influence of WHSV on catalysts performance in a novel bimodal particle (gas-solid-solid) fluidized bed reactor.
capillary column equipped with a flame ionization detector
(FID). The systematic design of the microrector setup can be
find elsewhere.24,31 All the values were calculated in weight
percentages and using following relationships.
conversion of propane (%) )
[propane in feedstock (wt %) propane in product (wt %)]
100/propane in feedstock(wt %)
propylene selectivity (%) ) [propylene in products (wt %) propylene in products (wt %)] 100/
[propane in feedstock (wt %) - propane in feedstock (wt %)]
A pilot hot model fluidized bed reactor was designed as shown
in Figure 1, including a feeding system, reaction-regeneration
system, and a product sampling system. The fluidized bed
reactor is a 180 mm long, 20 mm i.d, stainless steel tube placed
coaxially in a furnace coil. The operation specification of this
apparatus are as follows: feed rate of gas 2-10 L/min, catalyst
reserve 10-50 g, reaction (in accordance with WHSV) temperature 580-600 C, H2/C2H8 molar ratio 1-3, WHSV 2.9-9,
regeneration temperature with steam 500-650 C.
Results and Discussion
The experimental results of propane dehydrogenation using
novel catalyst Pt-Sn/Al-SAPO-34 were compared for fixed bed
microreactor and pilot scale fluidized bed reactor. The results
are shown in Figure 2. The influence of fluidization mode in
an integrated bimodal particle fluidized bed was investigated
for propane dehydrogenation to propylene. It is observed that
the propylene selectivity in a fluidized bed reactor was improved
a lot after 1 h operation, when the reactor reaches steady state
conditions. The steady and uniform conversion and yield is also
achieved. Actually, in fixed bed reactor coke deposition is high
as compared to fluidized bed reactor (see Table 2). In the two
particles cofluidized system, it was observed that the coke
deposited on SAPO-34 (fine catalyst particles) is higher than
the metal incorporated SAPO-34 (principal catalyst). Therefore,
it is easy for principal dehydrogenation catalyst (Pt-Sn/AlSAPO-34) to sustain its activity for longer duration. Moreover,
in the continuous processing the small catalysts (those serve as
heat carrier) were continuously regenerated, and the process
efficiency was improved.
Above 96% propylene selectivity was obtained at 8 h timeon-stream. Sustainable conversion with lower deactivation rate
(see Table 2) was also observed. The lower propylene yield
initially was due to lower conversion and selectivity, which
increased gradually with time. Therefore we can say that the
impressive results were obtained using this integrated fluidized
bed reactor. Moreover, in fluidized the bed we tried to maintain
our previously explored optimum operating values.30 It was
interesting to find that the reaction stability and activity of Pt(0.5
wt %)-Sn(1 wt %)/Al(20 wt %)-SAPO-34 catalysts is superior,
but also superior in coke management. The deactivation trends
in micro and pilot scale fluidized-bed reactors and the amount
of coke were measured by O2-pulse analysis. The results are
shown in Table 2. It is generally believed that the coke on the
platinum is responsible for the deactivation of the catalyst.
Nevertheless, deactivation and/or activity loss of the bimetallic
catalysts is due to coke deposition and Pt sintering.14,30 But it
is also known now that the presence of promoters facilitate
intermediate species adsorption and coke transfer from active
Pt sites to support, and ultimately enhance catalyst performance.30 Therefore, in coke analysis of bimodal particle
fluidized bed catalyst, it was noted that a large amount of coke
is deposited over nonmetallic SAPO-34, that is in a continuous
recirculation through the regenerator, in a continuous setup. It
is an effective way to protect catalyst activity for longer times
with stable activity, and so-called coke management.
Since the hydrodynamic behavior of the fluidized bed is quite
different from the fixed bed and the bimodal particle fluidization
system is much more complex in operation, variation in weight
Ind. Eng. Chem. Res., Vol. 49, No. 10, 2010
4617
Figure 4. Influence of H2/C3H8 molar ratio on catalyst performance in a fluidized bed reactor.
Figure 5. OPE with respect to yield and selectivity.
hourly space velocity (WHSV) has been investigated. The
relationship between time on stream (TOS), selectivity, and
reaction rates at different WHSVs are shown in Figure 3.
Varying WHSV from 5.6 h-1 leads to significant decrease in
conversion. Moreover, propylene selectivity somehow suffers
at the cost of changing fluidization properties, as we adjust
4618
Ind. Eng. Chem. Res., Vol. 49, No. 10, 2010
Table 3. Influence of Hydrothermal Treatment and Catalyst Performance in Continuous Operationa
cycle I
Al-SAPO-34 supported
conversion
cycle II
selectivity
conversion
cycle III
selectivity
conversion
selectivity
TOS
1h
8h
1h
8h
1h
8h
1h
8h
1h
8h
1h
8h
Pt-Sn-based
29.1
26.2
85.4
96.8
28.3
25.5
85.9
96.9
27.2
24.6
87.9
97.4
Reaction conditions: T ) 590 C. WHSV ) 5.6 h-1. H2/C3H8 molar ratio ) 0.25.
WHSV as a function of catalyst weight. At higher WHSV above
5.6 h-1, selectivity shows almost identical trends. Therefore,
well-mixed fluidization is particularly important for integrated
operation.
It is known that the presence of hydrogen prevents the catalyst
from coke formation and maintains catalytic activity without
affecting the secondary propylene formation reaction.14,30 PtSn supported on Al-SAPO-34 exhibited good stability and a
relatively lower rate for hydrogen transfer reactions during the
propane dehydrogenation. While the optimum H2/C3H8 molar
ratio of fixed bed may be affected due to equilibrium in fluidized
bed reactor. In order to remove ambiguity, different H2/C3H8
molar ratios were tested in a fluidized bed reactor. The results
are shown in Figure 4. It is observed that the operation with in
the H2/C3H8 molar ratio 0.15-0.25 is acceptable; while below
this range, both selectivity and conversion drop.
The overall picture of selective propane dehydrogenation to
propylene over Pt(0.5 wt %)-Sn(1 wt %)/SAPO-34 at 590 C
is shown in the OPE plot in Figure 5. The data was plotted
with respect to yields and selectivity. The best propane
conversion range to have high propylene yield and selectively
is observed to be between 24 and 28% conversion. In the
designated operating range, the propylene yield is above 25%
and selectivity is as high as 96%. While at higher conversions,
both propylene yield and selectivity dropped sharply, with the
increase in ethane formation. It is further noted that the higher
conversion favors both cracking and a hydride transfer reaction
with the decrease in dehydrogenation rate. Moreover, the
deactivation of the catalyst may also lead to cracking.
The performance of the Pt-Sn/Al-SAPO-34 is evaluated in a
continuous mode of reaction-regeneration for three cycles. The
results are shown in Table 3. The catalysts were regenerated
with nitrogen mixed steam for 4 h at 600 C. After regeneration,
the Pt was redispersed using C2Cl2H4 solution, injected with
nitrogen at 500 C. The detailed chlorination method can be
found elsewhere.28,29 After the regeneration and redispersion
of Pt, the catalyst was reduced in hydrogen environment, and
reused for next reaction cycle at identical conditions. The results
clearly demonstrate hydrothermal stability of the catalyst.
Therefore, the robustness of the proposed design of the bimodal
particle (gas-solid-solid) fluidized bed reactor and Pt-Sn/AlSAPO-34 is successfully proved.
Conclusion
In this study we experimentally investigate the performance
of Pt-Sn/Al-SAPO-34 novel catalyst in an integrated bimodal
particle fluidized bed reactor, and compared these results with
fixed bed microreactor. Uniform heat transfer with desired
catalyst contact was achieved in the gas-solid-solid fluidized
bed design. The stable activity was obtained in an intensified
gas-solid-solid fluidized bed reactor, as maximum coke was
transferred from principal catalyst (Pt-Sn/Al-SAPO-34) to secondary heat carrier (SAPO-34) catalyst. The operational optimization
is explored experimentally over a range of operating parameters
for superior catalytic performance. WHSV 5.6 h-1 is found to be
optimum. High propylene selectively (above 95%) and yield (above
24%) from propane dehydrogenation is obtained in H2/C3H8 molar
ratio 0.15-0.25. The detailed OPE of fluidized bed reactor
suggested that the best conversion range is 24-28%. It is further
confirmed from continuous reaction-regeneration cycles that the
catalyst is hydrothermally stable with recoverable activity, and
sophisticated in operation using proposed gas-solid-solid fluidized
bed reactor (GSS-FBR) technology.
Acknowledgment
This research was supported by the Higher Education
Commission, Islamabad, Pakistan (2007PKC013), and Natural
Scientific Foundation of China (Nos. 20606020, 20736004, and
20736007).
Literature Cited
(1) Bhasin, M. M.; McCain, J. H.; Vora, B. V.; Imai, T.; Pujado., P. R.
Dehydrogenation and oxydehydrogenation of paraffins to olefins. Appl.
Catal. A. Gen. 2001, 221, 397.
(2) Nawaz, Z.; Tang, X. P.; Zhu, J.; Wei, F.; Naveed, S. Catalytic
cracking of 1-hexene to propylene using integrated SAPO-34 catalysts
topologies. Chin. J. Catal. 2009, 30, 1049.
(3) Zhou, H. Q.; Wang, Y.; Wei, F.; Wang, D. Z.; Wang, Z. Kinetics of
the reactions of the light alkenes over SAPO-34. Appl. Catal. A. Gen. 2008,
348, 135.
(4) Nawaz, Z.; Tang, X. P.; Wei, F. Hexene catalytic cracking over 30%
SAPO-34 catalyst for propylene maximization: Influence of Reaction
Conditions and Reaction Pathway Exploration. Braz. J. Chem. Eng 2009,
26, 705.
(5) Hornaday, G. F.; Ferrell, F. M.; Mills, G. A. Manufacture of monoand diolefins from paraffins by catalytic dehydrogenation. In AdVances in
Petroleum Chemistry and Refining; InterScience: Pans, 1961; Vol. 4.
(6) Waddams, A. L. Chemicals from Petroleum, 4th ed.; Gulf Publishing
Company: Houston, 1980.
(7) Craig, R. G.; Spence, D. C. Catalytic dehydrogenation of liquefied
petroleum gas by the Houdry Catofin and Catadiene processes. Handbook
of Petroleum Refining Processes; Meyers, R. A., Ed.; McGraw-Hill: New
York, 1986.
(8) Dunn, R. O.; Brinkmeyer, F. M.; Schuette, G. F. The Phillips STAR
process for the dehydrogenation of C3, C4, and C5 paraffins. Proceedings
of the NPRA Annual Meeting, New Orleans, LA, 1992, pp 22-24.
(9) Sanfilippo, D.; Buonomo, F.; Fusco, G.; Miracca, I. Paraffins
Activation through Fluidized Bed Dehydrogenation: the Answer to Light
Olefins Demand Increase, Elsevier, Amsterdam. Stud. Surf. Sci. Catal. 1998,
119, 919.
(10) Iezzi, R.; Bartolini, A. Process for dehydrogenating light paraffins
in a fluidized bed reactor. U.S. Patent 5,633,421, May 27, 1997; assigned
to Snamprogetti.
(11) Luckenbach, E. C.; Zenz, F. A.; Papa, G.; Bertolini, A. Fluidized
bed reactor and process for performing reactions therein. U.S. Patent
5,656,243, August 12, 1997; assigned to Snamprogetti.
(12) Setoyama, T. Recent topics on catalyst research at Mitsubishi
Chemical. 17th Saudi Arabia-Japan Joint Symposium, Dhahran, Saudi
Arabia, November 11-12, 2007.
(13) Nawaz, Z.; Wei, F. Pt-Sn-Based SAPO-34 Supported Novel Catalyst
for n-Butane Dehydrogenation. Ind. Eng. Chem. Res. 2009, 48, 7442.
(14) Nawaz, Z.; Tang, X. P.; Zhang, Q.; Wang, D. Z.; Wei, F. SAPO34 supported Pt-Sn-based novel catalyst for propane dehydrogenation to
propylene. Catal. Commun. 2009, 10, 1925.
(15) Liersk, H.; Volter, J. State of tin in Pt-Sn/Al2O3 reforming catalysts
investigated by TPR and chemisorption. J. Catal. 1984, 90, 96.
(16) Barias, O. A.; Holmen, A.; Blekkan, E. A. Propane Dehydrogenation
over Supported Pt and Pt-Sn Catalysts: Catalyst Preparation, Characterization, and Activity Measurements. J. Catal. 1996, 158, 1.
Ind. Eng. Chem. Res., Vol. 49, No. 10, 2010
(17) Stagg, S. M.; Quenrini, C. A.; Alvarez, W. E.; Resasco, D. E.
Isobutane dehydrogenation on Pt-Sn/SiO2 catalysts: Effect of preparation
variables and regeneration treatments. J. Catal. 1997, 168, 75.
(18) Yiwei, Z.; Zhou, Y.; Qiu, A.; Wang, Y.; Xu, Y.; Wu, P. Propane
dehydrogenation on PtSn/ZSM-5 catalyst: Effect of tin as a promoter. Catal.
Commun. 2006, 7, 860.
(19) Angel, G. D.; Bonilla, A.; Pena, Y.; Navarrete, J.; Fierro, J. L. G.;
Acosta, D. R. Effect of lanthanum on the catalytic properties of PtSn/Al2O3 bimetallic catalysts prepared by successive impregnation and
controlled surface reaction. J. Catal. 2003, 219, 63.
(20) Annaland, M. S.; Kuipers, J. A. M.; Swaaij, W. P. M. A kinetic
rate expression for the time-dependent coke formation rate during propane
dehydrogenation over a platinum alumina monolithic catalyst. Catal. Today.
2001, 66, 427.
(21) Kumar, M. S.; Chen, D.; Holmen, A.; Walmsley, J. C. Dehydrogenation of propane over Pt-SBA-15 and Pt-Sn-SBA-15: Effect of
Sn on the dispersion of Pt and catalytic behavior. Catal. Today 2009,
142, 17.
(22) Yiwei, Z.; Zhou, Y.; Qiu, A.; Wang, Y.; Xu, Y.; Wu, P. Effect of
Na addition on catalytic performance of PtSn/ZSM-5 catalyst for propane
dehydrogenation. Atca Phys.-Chim. Sin. 2006, 22, 6.
(23) Bai, L.; Zhou, Y.; Zhang, Y.; Liu, H.; Tang, M. Influence of
Calcium Addition on Catalytic Properties of PtSn/ZSM-5 Catalyst for
Propane Dehydrogenation. Catal. Lett. 2009, 129, 449.
(24) Nawaz, Z.; Tang, X. P.; Wei, F. Influence of operating conditions,
Si/Al ratio and doping of zinc on Pt-Sn/ZSM-5 catalyst for propane
dehydrogenation to propene. Kor. J. Chem. Eng. 2009, 26, 1528.
4619
(25) Zhang, Y.; Zhou, Y.; Liu, H.; Wang, Y.; Xu, Y.; Wu, P. Effect of
La addition on catalytic performance of PtSnNa/ZSM-5 catalyst for propane
dehydrogenation. Appl. Catal. A. Gen. 2007, 333, 202.
(26) Nawaz, Z.; Shu, Q.; Naveed, S.; Wei, F. Light alkane (Mixed feed)
selective dehydrogenation using bi-metallic zeolite supported catalyst. Bull.
Chem. Soc. Ethiop. 2009, 23, 429.
(27) Zhang, Y.; Zhou, Y.; Yang, K.; Li, Y.; Wang, Y.; Xu, Y.; Wu, P.
Effect of hydrothermal treatment on catalytic properties of PtSnNa/ZSM-5
catalyst for propane dehydrogenation. Microporous Mesoporous Mater.
2006, 96, 245.
(28) Wei, F.; Nawaz, Z.; Tang, X. P. Light alkane dehydrogenation to
olefinscatalyst,theirpreparationmethodandapplications.CN200910091226.6.
(29) Nawaz, Z.; Wei, F.; Naveed, S. SAPO-34 supported Pt-Sn-based
noVel catalyst for selectiVe Propane and Butane dehydrogenation to
Propylene for higher selectiVity and yield. Pak. P.A. 579/2009, 2009.
(30) Nawaz, Z.; Tang, X. P.; Wang, Y.; Wei, F. Parametric characterization and influence of Tin on the performance of Pt-Sn/SAPO-34 catalyst
for selective propane dehydrogenation to propylene. Ind. Eng. Chem. Res.
2010, 49, 1274.
(31) Nawaz, Z.; Qing, S.; Gao, J.; Tang, X. P.; Wei, F. Effect of Si/Al
ratio on performance of Pt-Sn-based catalyst supported on ZSM-5 zeolite
for n-butane conversion to light olefins. J. Ind. Eng. Chem. 2010, 16, 57.
ReceiVed for reView December 23, 2009
ReVised manuscript receiVed February 24, 2010
Accepted March 6, 2010
IE902043W
You might also like
- Reactivity of Naphtha Fractions For Light Olefins ProductionNo ratings yetReactivity of Naphtha Fractions For Light Olefins Production14 pages
- Nanostructures Nanomaterials: Synthesis, Properties, and Applications0% (2)Nanostructures Nanomaterials: Synthesis, Properties, and Applications13 pages
- Side View of Consumer DP Structure: 11Kv HG Fuse Set DetailsNo ratings yetSide View of Consumer DP Structure: 11Kv HG Fuse Set Details1 page
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsFrom EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNo ratings yet
- Dehydrogenation by Heterogeneous CatalystsNo ratings yetDehydrogenation by Heterogeneous Catalysts52 pages
- Light Alkane Dehydrogenation To Light Olefin Technologies: A Comprehensive ReviewNo ratings yetLight Alkane Dehydrogenation To Light Olefin Technologies: A Comprehensive Review24 pages
- Applications of The Olefin Metathesis Reaction Application of CANo ratings yetApplications of The Olefin Metathesis Reaction Application of CA273 pages
- Modelling of A Fluidized Catalytic Cracking ProcessNo ratings yetModelling of A Fluidized Catalytic Cracking Process7 pages
- Conversion of DME To Olefins Over HZSM-5 - Reactivity and Kinetic ModelingNo ratings yetConversion of DME To Olefins Over HZSM-5 - Reactivity and Kinetic Modeling208 pages
- Generalized Bubbling-Slugging Fluidized Bed Reactor Model100% (1)Generalized Bubbling-Slugging Fluidized Bed Reactor Model12 pages
- Propane Dehydrogenation in Modified Membrane Porous ReactorNo ratings yetPropane Dehydrogenation in Modified Membrane Porous Reactor7 pages
- Advanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsNo ratings yetAdvanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins Operations12 pages
- 2014 PTQ1 HS FCC For Propylene Concept To Commercial OperationNo ratings yet2014 PTQ1 HS FCC For Propylene Concept To Commercial Operation7 pages
- Current Status, Research Trends, and ChallengesNo ratings yetCurrent Status, Research Trends, and Challenges23 pages
- Zoeller. Eastman Chemical Company Acetic Anhydride ProcessNo ratings yetZoeller. Eastman Chemical Company Acetic Anhydride Process19 pages
- US 2964504 A Steam Cracking of Light Naphtha and Preparation of ResinsNo ratings yetUS 2964504 A Steam Cracking of Light Naphtha and Preparation of Resins4 pages
- Chemistry of Ethylene Production From Naphtha0% (1)Chemistry of Ethylene Production From Naphtha2 pages
- Advanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins Operations PDFNo ratings yetAdvanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins Operations PDF12 pages
- Study of Some Electrolysis Parameters For Chlorine and Hydrogen Production Using A New Membrane Electrolyzer100% (1)Study of Some Electrolysis Parameters For Chlorine and Hydrogen Production Using A New Membrane Electrolyzer8 pages
- Kinetics and Mechanism of Catalytic Reduction of CO2 ZafNo ratings yetKinetics and Mechanism of Catalytic Reduction of CO2 Zaf10 pages
- Catalytic Conversion of Glycerol To Oxygenated Fuel Additive in A Continuos Flow Reactor - Process OptimizationNo ratings yetCatalytic Conversion of Glycerol To Oxygenated Fuel Additive in A Continuos Flow Reactor - Process Optimization7 pages
- Long-Term Reliability: Unipetrol, Refinery Litvínov, Czech Republic Case StoryNo ratings yetLong-Term Reliability: Unipetrol, Refinery Litvínov, Czech Republic Case Story2 pages
- Integration of Gasification With Thermal Residue Conversion in RefineriesNo ratings yetIntegration of Gasification With Thermal Residue Conversion in Refineries15 pages
- The Dehydrogenation of Isopropanol To Form Hydrogen GasNo ratings yetThe Dehydrogenation of Isopropanol To Form Hydrogen Gas31 pages
- Process For The Production of Phenol and Acetone From CumeneNo ratings yetProcess For The Production of Phenol and Acetone From Cumene17 pages
- (Ted M. Knowlton, Chair) Proceedings of InternationalNo ratings yet(Ted M. Knowlton, Chair) Proceedings of International832 pages
- Development of High Performance Vinyl Acetate Monomer (VAM) CatalystsNo ratings yetDevelopment of High Performance Vinyl Acetate Monomer (VAM) Catalysts136 pages
- Paul Reagan, Sampling Associates International, US, Discusses The Issues To Be Considered When Sampling Petroleum CokeNo ratings yetPaul Reagan, Sampling Associates International, US, Discusses The Issues To Be Considered When Sampling Petroleum Coke4 pages
- Generic Design Assessment - Step 4 - Assessment of Westinghouse AP1000 - Civil Engineering and External Hazards PDFNo ratings yetGeneric Design Assessment - Step 4 - Assessment of Westinghouse AP1000 - Civil Engineering and External Hazards PDF244 pages
- Conversion of Isobutylene To Propylene PDFNo ratings yetConversion of Isobutylene To Propylene PDF9 pages
- Enhancement of Hydrotreating Process Evaluation: Correlation Between Feedstock Properties, In-Line Monitoring and Catalyst DeactivationNo ratings yetEnhancement of Hydrotreating Process Evaluation: Correlation Between Feedstock Properties, In-Line Monitoring and Catalyst Deactivation13 pages
- FILE 20220921 173401 Homogeneously Catalyzed Industrial ProcessesNo ratings yetFILE 20220921 173401 Homogeneously Catalyzed Industrial Processes31 pages
- Evaluation of Bio-Refinery Alternatives To Produce Sustainable AviationNo ratings yetEvaluation of Bio-Refinery Alternatives To Produce Sustainable Aviation13 pages
- Integrate Ethyl Benzene Production With An Olefins Plant, HC Processing, 1999, Pg77-88No ratings yetIntegrate Ethyl Benzene Production With An Olefins Plant, HC Processing, 1999, Pg77-888 pages
- Tips For Preventing Computer Eye Strain: From The Experts at Lighthouse InternationalNo ratings yetTips For Preventing Computer Eye Strain: From The Experts at Lighthouse International2 pages
- Interview Questions and Answers - Welding Interview Questions - AWS CWI TRAINING COURSENo ratings yetInterview Questions and Answers - Welding Interview Questions - AWS CWI TRAINING COURSE3 pages
- Dependability As Criteria For Bucket Wheel Excavator RevitalizationNo ratings yetDependability As Criteria For Bucket Wheel Excavator Revitalization7 pages
- Project Management & Contract Administration Project Report On MISSION MARSNo ratings yetProject Management & Contract Administration Project Report On MISSION MARS28 pages
- Isolation of Process Equipment in Oil Gas ProjectNo ratings yetIsolation of Process Equipment in Oil Gas Project18 pages
- MP20DL MP20DL (A473) Parts Manual: Yale Europe Materials Handling LimitedNo ratings yetMP20DL MP20DL (A473) Parts Manual: Yale Europe Materials Handling Limited82 pages
- PAPER 4 TMWZ2018 The Specification of Devices at Work ZonesNo ratings yetPAPER 4 TMWZ2018 The Specification of Devices at Work Zones62 pages
- 210R1. Draf Po Kansai Sby - Kansai PrakarsaNo ratings yet210R1. Draf Po Kansai Sby - Kansai Prakarsa1 page
- Vincent Aloysius - Role of Private Sector in Greening Skills - Experience From IndonesiaNo ratings yetVincent Aloysius - Role of Private Sector in Greening Skills - Experience From Indonesia11 pages
- Wartsila Power Plants Solutions 2014 BrochureNo ratings yetWartsila Power Plants Solutions 2014 Brochure96 pages
- Discrete Vs Repetitive Vs Process Industry in SAP PP - SAP BlogsNo ratings yetDiscrete Vs Repetitive Vs Process Industry in SAP PP - SAP Blogs9 pages
























































































- Reactivity of Naphtha Fractions For Light Olefins ProductionReactivity of Naphtha Fractions For Light Olefins Production
- Nanostructures Nanomaterials: Synthesis, Properties, and ApplicationsNanostructures Nanomaterials: Synthesis, Properties, and Applications
- Side View of Consumer DP Structure: 11Kv HG Fuse Set DetailsSide View of Consumer DP Structure: 11Kv HG Fuse Set Details
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsFrom EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy Applications
- Light Alkane Dehydrogenation To Light Olefin Technologies: A Comprehensive ReviewLight Alkane Dehydrogenation To Light Olefin Technologies: A Comprehensive Review
- Applications of The Olefin Metathesis Reaction Application of CAApplications of The Olefin Metathesis Reaction Application of CA
- Modelling of A Fluidized Catalytic Cracking ProcessModelling of A Fluidized Catalytic Cracking Process
- Conversion of DME To Olefins Over HZSM-5 - Reactivity and Kinetic ModelingConversion of DME To Olefins Over HZSM-5 - Reactivity and Kinetic Modeling
- Generalized Bubbling-Slugging Fluidized Bed Reactor ModelGeneralized Bubbling-Slugging Fluidized Bed Reactor Model
- Propane Dehydrogenation in Modified Membrane Porous ReactorPropane Dehydrogenation in Modified Membrane Porous Reactor
- Advanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsAdvanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins Operations
- 2014 PTQ1 HS FCC For Propylene Concept To Commercial Operation2014 PTQ1 HS FCC For Propylene Concept To Commercial Operation
- Zoeller. Eastman Chemical Company Acetic Anhydride ProcessZoeller. Eastman Chemical Company Acetic Anhydride Process
- US 2964504 A Steam Cracking of Light Naphtha and Preparation of ResinsUS 2964504 A Steam Cracking of Light Naphtha and Preparation of Resins
- Advanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins Operations PDFAdvanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins Operations PDF
- Study of Some Electrolysis Parameters For Chlorine and Hydrogen Production Using A New Membrane ElectrolyzerStudy of Some Electrolysis Parameters For Chlorine and Hydrogen Production Using A New Membrane Electrolyzer
- Kinetics and Mechanism of Catalytic Reduction of CO2 ZafKinetics and Mechanism of Catalytic Reduction of CO2 Zaf
- Catalytic Conversion of Glycerol To Oxygenated Fuel Additive in A Continuos Flow Reactor - Process OptimizationCatalytic Conversion of Glycerol To Oxygenated Fuel Additive in A Continuos Flow Reactor - Process Optimization
- Long-Term Reliability: Unipetrol, Refinery Litvínov, Czech Republic Case StoryLong-Term Reliability: Unipetrol, Refinery Litvínov, Czech Republic Case Story
- Integration of Gasification With Thermal Residue Conversion in RefineriesIntegration of Gasification With Thermal Residue Conversion in Refineries
- The Dehydrogenation of Isopropanol To Form Hydrogen GasThe Dehydrogenation of Isopropanol To Form Hydrogen Gas
- Process For The Production of Phenol and Acetone From CumeneProcess For The Production of Phenol and Acetone From Cumene
- (Ted M. Knowlton, Chair) Proceedings of International(Ted M. Knowlton, Chair) Proceedings of International
- Development of High Performance Vinyl Acetate Monomer (VAM) CatalystsDevelopment of High Performance Vinyl Acetate Monomer (VAM) Catalysts
- Paul Reagan, Sampling Associates International, US, Discusses The Issues To Be Considered When Sampling Petroleum CokePaul Reagan, Sampling Associates International, US, Discusses The Issues To Be Considered When Sampling Petroleum Coke
- Generic Design Assessment - Step 4 - Assessment of Westinghouse AP1000 - Civil Engineering and External Hazards PDFGeneric Design Assessment - Step 4 - Assessment of Westinghouse AP1000 - Civil Engineering and External Hazards PDF
- Enhancement of Hydrotreating Process Evaluation: Correlation Between Feedstock Properties, In-Line Monitoring and Catalyst DeactivationEnhancement of Hydrotreating Process Evaluation: Correlation Between Feedstock Properties, In-Line Monitoring and Catalyst Deactivation
- FILE 20220921 173401 Homogeneously Catalyzed Industrial ProcessesFILE 20220921 173401 Homogeneously Catalyzed Industrial Processes
- Evaluation of Bio-Refinery Alternatives To Produce Sustainable AviationEvaluation of Bio-Refinery Alternatives To Produce Sustainable Aviation
- Integrate Ethyl Benzene Production With An Olefins Plant, HC Processing, 1999, Pg77-88Integrate Ethyl Benzene Production With An Olefins Plant, HC Processing, 1999, Pg77-88
- Hydrogen and Syngas Production and Purification TechnologiesFrom EverandHydrogen and Syngas Production and Purification Technologies
- Tips For Preventing Computer Eye Strain: From The Experts at Lighthouse InternationalTips For Preventing Computer Eye Strain: From The Experts at Lighthouse International
- Interview Questions and Answers - Welding Interview Questions - AWS CWI TRAINING COURSEInterview Questions and Answers - Welding Interview Questions - AWS CWI TRAINING COURSE
- Dependability As Criteria For Bucket Wheel Excavator RevitalizationDependability As Criteria For Bucket Wheel Excavator Revitalization
- Project Management & Contract Administration Project Report On MISSION MARSProject Management & Contract Administration Project Report On MISSION MARS
- MP20DL MP20DL (A473) Parts Manual: Yale Europe Materials Handling LimitedMP20DL MP20DL (A473) Parts Manual: Yale Europe Materials Handling Limited
- PAPER 4 TMWZ2018 The Specification of Devices at Work ZonesPAPER 4 TMWZ2018 The Specification of Devices at Work Zones
- Vincent Aloysius - Role of Private Sector in Greening Skills - Experience From IndonesiaVincent Aloysius - Role of Private Sector in Greening Skills - Experience From Indonesia
- Discrete Vs Repetitive Vs Process Industry in SAP PP - SAP BlogsDiscrete Vs Repetitive Vs Process Industry in SAP PP - SAP Blogs