Valves
Valves
Download as pdf or txt
You might also like
- Federal Mogul Valve BulletinDocument18 pagesFederal Mogul Valve BulletinJoe Torren100% (2)
- Introductory Fabrication and Applications PDFDocument447 pagesIntroductory Fabrication and Applications PDFJody HuangNo ratings yet
- API 602 Forged Steel Gate, Globe & Check Valves (Vel-Sfv-Web) PDFDocument22 pagesAPI 602 Forged Steel Gate, Globe & Check Valves (Vel-Sfv-Web) PDFThomasFrenchNo ratings yet
- Valve Guide TypesDocument1 pageValve Guide Typeseng_ebrahim_200067% (3)
- (Oto-Hui - Com) Caterpillar 966H Wheel Loader HYDRAULIC SYSTEMDocument33 pages(Oto-Hui - Com) Caterpillar 966H Wheel Loader HYDRAULIC SYSTEMeng_ebrahim_200090% (21)
- Problem 1 PDFDocument67 pagesProblem 1 PDFStanley ChenNo ratings yet
- Ariel E. Valves 3.2Document48 pagesAriel E. Valves 3.2Manuel Liñeiro100% (1)
- 445دلايل خرابي سوپاپ PDFDocument7 pages445دلايل خرابي سوپاپ PDFmehdi kamaliNo ratings yet
- Valve Failure of Diesel EngineDocument17 pagesValve Failure of Diesel EnginejhpandiNo ratings yet
- Engine Disassembling and ReassemblingDocument6 pagesEngine Disassembling and ReassemblingtselothaiilemariamNo ratings yet
- Cylinder Relief Valve InformationDocument2 pagesCylinder Relief Valve InformationKapil VermaNo ratings yet
- ValvesDocument40 pagesValvesMizta KunaNo ratings yet
- Valve AnalysisDocument5 pagesValve AnalysisghostrpgNo ratings yet
- Cam TerminologyDocument8 pagesCam TerminologychasestarNo ratings yet
- HLADocument6 pagesHLAdhe2dbaseNo ratings yet
- Camshaft - TerminologyDocument7 pagesCamshaft - Terminologyvmgobinath67% (3)
- Epq320 84-94Document5 pagesEpq320 84-94L.No ratings yet
- General Twin Seal 06Document24 pagesGeneral Twin Seal 06Gk GaneshNo ratings yet
- Cooling System DiagnosticsDocument17 pagesCooling System DiagnosticsWakhileNo ratings yet
- P250-250S Cap 06 (CYLINDER HEADVALVES)Document12 pagesP250-250S Cap 06 (CYLINDER HEADVALVES)Minh ChuNo ratings yet
- BW125 - 150 Cap 06 (Testa Valvole)Document12 pagesBW125 - 150 Cap 06 (Testa Valvole)Franckie HyacintheNo ratings yet
- Marine Valvas 1Document4 pagesMarine Valvas 1h1a2s3s4n5h1a2s3s4n5No ratings yet
- Agility125 07Document12 pagesAgility125 07bryan cervantesNo ratings yet
- Valve Twin SealDocument28 pagesValve Twin SealVinay Korekar100% (2)
- 4000 Series Indexing Valve Installation and Troubleshooting GuideDocument6 pages4000 Series Indexing Valve Installation and Troubleshooting GuideClaudio SilvaggiNo ratings yet
- Val-Matic Rubber-Seated Ball Valve: Operation, Maintenance and Installation ManualDocument12 pagesVal-Matic Rubber-Seated Ball Valve: Operation, Maintenance and Installation ManualDhim131267No ratings yet
- SV010203 Safety Valve ManualDocument14 pagesSV010203 Safety Valve ManualwinhlaingooNo ratings yet
- Solenoid ValveDocument3 pagesSolenoid ValveHasanka MadhurangaNo ratings yet
- PLUG VALVES SPVDocument16 pagesPLUG VALVES SPVJorge Hanna AkouriNo ratings yet
- Fausto - TALLER Y PDLDocument12 pagesFausto - TALLER Y PDLromina_montes_1No ratings yet
- Cylinder HeadDocument55 pagesCylinder Headmadhav sai100% (2)
- Study of Automobile ValveDocument6 pagesStudy of Automobile Valvepsmonu54No ratings yet
- Trouble ShootingDocument20 pagesTrouble ShootingSarah FrazierNo ratings yet
- Answer:-T Is A Known Fact That Every Running Machine Has A Tendency To VibrateDocument92 pagesAnswer:-T Is A Known Fact That Every Running Machine Has A Tendency To VibrateSri VasanNo ratings yet
- Diesel Engine ValvesDocument2 pagesDiesel Engine ValvesLaxman Singh SankhlaNo ratings yet
- MEO Class 4 Oral Questions With Answers PDFDocument46 pagesMEO Class 4 Oral Questions With Answers PDFArvind Sugumaran85% (13)
- Cameron CatalogueDocument28 pagesCameron CatalogueDaniel Quijada LucarioNo ratings yet
- TM 5-1100 Roller Road, Gasoline Driven, 3-Wheel, 10-Ton, Galion, Model ChiefDocument245 pagesTM 5-1100 Roller Road, Gasoline Driven, 3-Wheel, 10-Ton, Galion, Model ChiefddlevyNo ratings yet
- M 16 Piston 1sect. A Part 2Document67 pagesM 16 Piston 1sect. A Part 2Arief SambestNo ratings yet
- Swing-Flex Check Valve: Operation, Maintenance and Installation ManualDocument8 pagesSwing-Flex Check Valve: Operation, Maintenance and Installation ManualAhmed ShawkyNo ratings yet
- Qdoc - Tips - Gy6 Engine Service ManualDocument39 pagesQdoc - Tips - Gy6 Engine Service ManualAislan ScaravattoNo ratings yet
- MI-259 - Rev. ADocument11 pagesMI-259 - Rev. Aamir barekatiNo ratings yet
- 4 Stroke Diesel Engine Meo Class 2 OralDocument10 pages4 Stroke Diesel Engine Meo Class 2 OralSarath KnNo ratings yet
- Valve - Lash Technical InformationDocument3 pagesValve - Lash Technical Informationborreg12No ratings yet
- Valves HandbookDocument51 pagesValves Handbookedhy_0367% (3)
- MEO Class 2 Orals Function 4 & 6 Q & ADocument8 pagesMEO Class 2 Orals Function 4 & 6 Q & Aneeraj118578% (9)
- Valve Spring Preparation and InstallationDocument18 pagesValve Spring Preparation and InstallationCarloss CastroNo ratings yet
- Sebf9050 01Document16 pagesSebf9050 01faisal ali khanNo ratings yet
- Introduction To Gate Valves and Gate Valve TypesDocument14 pagesIntroduction To Gate Valves and Gate Valve Typesramyatan SinghNo ratings yet
- Valves PresentationDocument36 pagesValves PresentationFareedee100% (3)
- Virgo Coker ValvesDocument4 pagesVirgo Coker Valvessoftechq1809100% (1)
- 1.me Components InspectionDocument5 pages1.me Components InspectionAayush AgrawalNo ratings yet
- Gate Valve Troubleshoot-2Document33 pagesGate Valve Troubleshoot-2Trushar GhosalkarNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- And Come Back For More Questions: Home User Forums MMD Orals MMD ObjectiveDocument44 pagesAnd Come Back For More Questions: Home User Forums MMD Orals MMD ObjectiveReginNo ratings yet
- 9 Most Common Clutch FailuresDocument3 pages9 Most Common Clutch FailuresJohn StephenNo ratings yet
- 5r55n How-To-Fix-ItDocument87 pages5r55n How-To-Fix-ItDavid Chalker100% (16)
- Yarway Blow Off Valves Operation ManualDocument4 pagesYarway Blow Off Valves Operation ManualLeoNo ratings yet
- LT Valves Gate Globe Check Valves API 600Document28 pagesLT Valves Gate Globe Check Valves API 600yusufNo ratings yet
- 7 StrotDocument16 pages7 StrotLkp. AlfarizqyNo ratings yet
- Exhaust Valves: Rocker Operation of Valves Presents Certain ProblemsDocument4 pagesExhaust Valves: Rocker Operation of Valves Presents Certain ProblemscamalielNo ratings yet
- Valves Gate DamperDocument54 pagesValves Gate DamperLalit MeenaNo ratings yet
- AFA CHAPTER: Engine ValvesDocument26 pagesAFA CHAPTER: Engine ValvesMohamed HamdallahNo ratings yet
- 7.load EstimationDocument35 pages7.load EstimationkrmcharigdcNo ratings yet
- Piston Ring FunctionDocument1 pagePiston Ring Functioneng_ebrahim_2000No ratings yet
- Valve Seat Ring TypesDocument1 pageValve Seat Ring Typeseng_ebrahim_2000No ratings yet
- Types: Piston Rings Cylinder Liners/finned Cylinders AssemblyDocument3 pagesTypes: Piston Rings Cylinder Liners/finned Cylinders Assemblyeng_ebrahim_20000% (1)
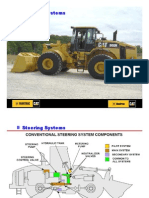
- Steering SystemDocument236 pagesSteering Systemeng_ebrahim_2000100% (1)
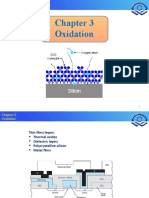
- PDF C 3 DocumentDocument17 pagesPDF C 3 Documenteng_ebrahim_2000100% (2)
- Fuel, Intake and Exhaust SystemsDocument242 pagesFuel, Intake and Exhaust Systemseng_ebrahim_2000100% (4)
- Pdfcdocum 2 EntDocument14 pagesPdfcdocum 2 Enteng_ebrahim_2000100% (2)
- (Oto-Hui - Com) Doosan Hydraulic BasicDocument76 pages(Oto-Hui - Com) Doosan Hydraulic Basiceng_ebrahim_2000100% (2)
- Rear AxlesDocument228 pagesRear Axleseng_ebrahim_2000100% (1)
- Braking SystemDocument204 pagesBraking Systemeng_ebrahim_2000No ratings yet
- 2659 SldeDocument44 pages2659 Sldeeng_ebrahim_2000100% (1)
- SERV2633 - Monitor & Implement - Text - 992GDocument103 pagesSERV2633 - Monitor & Implement - Text - 992Geng_ebrahim_2000100% (2)
- Acert Technology c9Document71 pagesAcert Technology c9eng_ebrahim_200075% (4)
- Serv1830 TXTDocument269 pagesServ1830 TXTeng_ebrahim_2000100% (3)
- Sk200-6 Pump & Regulator ExplainingDocument17 pagesSk200-6 Pump & Regulator Explainingeng_ebrahim_200096% (74)
- (Oto-Hui - Com) en - Hydraulic CoursesDocument47 pages(Oto-Hui - Com) en - Hydraulic Courseseng_ebrahim_2000100% (1)
- LS الاختبار الاول (النهائي) 2023-2024 physics grade 12Document3 pagesLS الاختبار الاول (النهائي) 2023-2024 physics grade 12jourymestrah3182019No ratings yet
- UST College of Science Analytical Chemistry 3 Laboratory:, 36 PagesDocument3 pagesUST College of Science Analytical Chemistry 3 Laboratory:, 36 PagesKENT BENEDICT PERALESNo ratings yet
- Modified Windkessel Model Applied in A Tubular Pulsation Dampener AnalysisDocument11 pagesModified Windkessel Model Applied in A Tubular Pulsation Dampener AnalysisFrancesca CoattiNo ratings yet
- Laser Plasma InteractionDocument22 pagesLaser Plasma InteractionrabeaNo ratings yet
- KupdfDocument7 pagesKupdfKayezelle MendozaNo ratings yet
- Convective Mass TransferDocument34 pagesConvective Mass TransferRishabh JainNo ratings yet
- Refrigeration CircuitDocument32 pagesRefrigeration CircuitHassan Iftekhar Ahmed50% (2)
- 10.1016@0008 8846 (96) 82365 9Document2 pages10.1016@0008 8846 (96) 82365 9nimabsnNo ratings yet
- ME201 Material Science & Engineering: Imperfections in SolidsDocument30 pagesME201 Material Science & Engineering: Imperfections in SolidsAmar BeheraNo ratings yet
- PART VI, Chapter 8, DetailingDocument25 pagesPART VI, Chapter 8, DetailingLutfor RahmanNo ratings yet
- Soluble Oakflo 800Document2 pagesSoluble Oakflo 800slpampcpoNo ratings yet
- Form Six Series OneDocument3 pagesForm Six Series OneSabrina LinuxNo ratings yet
- Memoria de Cálculo CorreasDocument7 pagesMemoria de Cálculo CorreasAbner Ramos ApazaNo ratings yet
- AISC Channel Design 360-16Document6 pagesAISC Channel Design 360-16Pankaj_Taneja_9684No ratings yet
- Boiler Water Wall Tube Inspection With or Without ScaffoldingDocument3 pagesBoiler Water Wall Tube Inspection With or Without ScaffoldingHyujeii MceNo ratings yet
- Generator Space HeatersDocument3 pagesGenerator Space Heaterslinkangjun0621No ratings yet
- Chapter 3 OxidationDocument49 pagesChapter 3 OxidationsunNo ratings yet
- Directions: Choose The Best Answer For Each Multiple Choice Question. Write The Best Answer On The BlankDocument3 pagesDirections: Choose The Best Answer For Each Multiple Choice Question. Write The Best Answer On The BlankRanulfo Mayol100% (1)
- Biosensor PresentationDocument30 pagesBiosensor PresentationvjpatilkaradNo ratings yet
- Janun HXDocument8 pagesJanun HXTHE SEZARNo ratings yet
- Hadron Spectroscopy With Lattice QCDDocument35 pagesHadron Spectroscopy With Lattice QCDSajjad MarriNo ratings yet
- 2 Grillage Analysis of Bridge DecksDocument11 pages2 Grillage Analysis of Bridge Decksahmad fakhruddinNo ratings yet
- 14 3302013ShearStrengthDocument55 pages14 3302013ShearStrengthGeorgeNo ratings yet
- What Is EmulgelDocument8 pagesWhat Is EmulgelTeha RedloverzNo ratings yet
- Steam Trap DatasheetDocument1 pageSteam Trap DatasheetAkram VhoraNo ratings yet
- 16-11-24 - Jr.C-120 - Jee-Main - WTM-21 - Key & Sol'sDocument19 pages16-11-24 - Jr.C-120 - Jee-Main - WTM-21 - Key & Sol'sRamuNo ratings yet
- Seismic Evaluation of Existing BLDGDocument33 pagesSeismic Evaluation of Existing BLDGMunna BhaiNo ratings yet
- GFD I Problem Set 2 SolutionsDocument4 pagesGFD I Problem Set 2 SolutionskazoncaNo ratings yet