Anodizing
Anodizing
Download as pdf or txt
You might also like
- ELECTROLESS NICKEL PLATING - (Glenn - O. - Mallory, - Juan - B. - Hajdu) - PDFDocument532 pagesELECTROLESS NICKEL PLATING - (Glenn - O. - Mallory, - Juan - B. - Hajdu) - PDFJonathan Bi Nguyen100% (1)
- Corrosion AllowanceDocument9 pagesCorrosion AllowancealphadingNo ratings yet
- Preparation of Zinc Alloy Die Castings For ElectroplatingDocument4 pagesPreparation of Zinc Alloy Die Castings For ElectroplatingFrancisco BocanegraNo ratings yet
- TALAT Lecture 3501: Alloys and PropertiesDocument8 pagesTALAT Lecture 3501: Alloys and PropertiesCORE MaterialsNo ratings yet
- B343 92a Reapproved 2014 PDFDocument3 pagesB343 92a Reapproved 2014 PDFNinad PawarNo ratings yet
- Brochure - Rev 15 PDFDocument9 pagesBrochure - Rev 15 PDFCicero Gomes de SouzaNo ratings yet
- Sa 395Document12 pagesSa 395Widya widyaNo ratings yet
- Asme B18.2.1 PDFDocument37 pagesAsme B18.2.1 PDFJUAN C100% (1)
- Anodizing: Anodizing Is An Electrolytic Passivation Process Used To Increase TheDocument4 pagesAnodizing: Anodizing Is An Electrolytic Passivation Process Used To Increase TheShubham JainNo ratings yet
- What Is AnodisingDocument3 pagesWhat Is AnodisingSreedhar Patnaik.MNo ratings yet
- ANKURDocument20 pagesANKURDevashish JoshiNo ratings yet
- AnodizingDocument8 pagesAnodizingSuhas PrabhakarNo ratings yet
- Anodizing Aluminum and How It WorksDocument3 pagesAnodizing Aluminum and How It WorksImran ShuaibNo ratings yet
- Sist en 12487 2007Document9 pagesSist en 12487 2007bkatsamsonNo ratings yet
- Aluminium AnodisingDocument7 pagesAluminium AnodisingChinmay Bhuta100% (1)
- DacrometDocument6 pagesDacrometdavideNo ratings yet
- Black PassivationDocument12 pagesBlack PassivationZineb100% (1)
- Porous Anodic Metal OxidesDocument20 pagesPorous Anodic Metal Oxidescargetoianu2357No ratings yet
- Chromate Conversion Coatings On Aluminium - Influences of AlloyingDocument16 pagesChromate Conversion Coatings On Aluminium - Influences of AlloyingDaniel Alfonso Moreno VerbelNo ratings yet
- Anodizing Common DefectsDocument10 pagesAnodizing Common Defectsprocess.officer2No ratings yet
- Anodizing AluminumDocument7 pagesAnodizing Aluminumyunitaparer0% (1)
- The Effects of Anodization Treatment On The MicrostructureDocument6 pagesThe Effects of Anodization Treatment On The MicrostructureDonny TNo ratings yet
- Technical Data Sheet: Chemeon TCP-HF™Document8 pagesTechnical Data Sheet: Chemeon TCP-HF™vijay yadavNo ratings yet
- Cleaning and CorrosionDocument31 pagesCleaning and CorrosionHyori AnapadaNo ratings yet
- Sur Tec 650Document17 pagesSur Tec 650donhan91No ratings yet
- Navigating The Automotive Specifications For Aluminum AnodizingDocument17 pagesNavigating The Automotive Specifications For Aluminum AnodizingsonchemenNo ratings yet
- Aluminium EtchingDocument3 pagesAluminium EtchingaliNo ratings yet
- Electroless Nickel Applications in ElectronicsDocument31 pagesElectroless Nickel Applications in ElectronicsVasudevan Narayanan NNo ratings yet
- Zinc PlatingDocument3 pagesZinc Platingjavier.garcia6281No ratings yet
- An Overview of Hard Chromium Plating Using Trivalent ChromiumDocument9 pagesAn Overview of Hard Chromium Plating Using Trivalent ChromiumthuronNo ratings yet
- GM Visual Acceptance Crtieria For WheelsDocument25 pagesGM Visual Acceptance Crtieria For WheelsVinod Vindy KrishnaNo ratings yet
- Sae Ams 2401 - KDocument10 pagesSae Ams 2401 - KsidanubiaNo ratings yet
- SS Surface FinishesDocument1 pageSS Surface FinishesWendyNo ratings yet
- 10 Most Common Chrome Plating ProblemsDocument3 pages10 Most Common Chrome Plating ProblemsRicardo GaringNo ratings yet
- Nickel General Operating InstructionsDocument14 pagesNickel General Operating InstructionsNicole fralixNo ratings yet
- EURO INOX - Colouring Stainless SteelDocument24 pagesEURO INOX - Colouring Stainless SteelFernando Casanova RicaldoniNo ratings yet
- Presentatie John Van Der Zeeuw, AtotechDocument24 pagesPresentatie John Van Der Zeeuw, AtotechDinh TuNo ratings yet
- Dyeing Anodized AluminumDocument2 pagesDyeing Anodized AluminumQuanNo ratings yet
- Acid ZincDocument27 pagesAcid ZincHacı OsmanNo ratings yet
- Laser HardeningDocument3 pagesLaser HardeningsaiNo ratings yet
- Electroless Plating On Plastic - TroubleshootingDocument4 pagesElectroless Plating On Plastic - TroubleshootingLukeNo ratings yet
- NCZ PDFDocument19 pagesNCZ PDFnirai101259No ratings yet
- Trichrome in Hard ChromeDocument5 pagesTrichrome in Hard ChromeareadepiscinasNo ratings yet
- Tripass ELV 2000Document7 pagesTripass ELV 2000thanh duc LeNo ratings yet
- New Concepts Non Cyanide Alkaline ZincDocument35 pagesNew Concepts Non Cyanide Alkaline ZincJOSE ANGEL CARRASCO100% (1)
- ATOTECH - EcoTri - Bright Zinc Plating - Hexavalent Chrome FreeDocument4 pagesATOTECH - EcoTri - Bright Zinc Plating - Hexavalent Chrome FreeWK Sinn100% (1)
- Filiform Corrosion ArticleDocument11 pagesFiliform Corrosion Articlegtorre77No ratings yet
- Corrosion of Aluminum and Its Alloys: Forms of CorrosionDocument3 pagesCorrosion of Aluminum and Its Alloys: Forms of CorrosionInternational Journal of computational Engineering research (IJCER)No ratings yet
- Technical Data Sheet: Trichrome HB 1700 TDocument3 pagesTechnical Data Sheet: Trichrome HB 1700 TLuuThiThuyDuong100% (1)
- Zin 851Document7 pagesZin 851thanh duc LeNo ratings yet
- Croda NF-TDocument3 pagesCroda NF-Tnirai101259No ratings yet
- PVD HardCoating PDFDocument20 pagesPVD HardCoating PDFsatanjrNo ratings yet
- Hard Chrome 105 Plating ProcesDocument3 pagesHard Chrome 105 Plating ProcesKishora BhatNo ratings yet
- Iso 3210 2010Document9 pagesIso 3210 2010Jigar GalaNo ratings yet
- Aluminum AnodizationDocument19 pagesAluminum AnodizationDally Esperanza GafaroNo ratings yet
- Jiggle Cell Operating InstructionsDocument4 pagesJiggle Cell Operating InstructionsJohn Atkins100% (1)
- Process: Chrome PlatingDocument2 pagesProcess: Chrome PlatingRizky PratamaNo ratings yet
- AbsDocument34 pagesAbsshivakumar ctNo ratings yet
- Chrom I TingDocument11 pagesChrom I TingAshish RawatNo ratings yet
- Anodizing ProcedureDocument4 pagesAnodizing ProcedureGoran TesicNo ratings yet
- Anodizing: HistoryDocument9 pagesAnodizing: HistorytechzonesNo ratings yet
- AnodizingDocument13 pagesAnodizingRatheesh VidyadharanNo ratings yet
- Gear Pump: Gear Pumps Which Use An External and An InternalDocument4 pagesGear Pump: Gear Pumps Which Use An External and An InternalalphadingNo ratings yet
- Microbiologically Induced CorrosionDocument11 pagesMicrobiologically Induced CorrosionalphadingNo ratings yet
- Fixed Roof TankDocument2 pagesFixed Roof TankalphadingNo ratings yet
- Rotary Vane PumpDocument3 pagesRotary Vane PumpalphadingNo ratings yet
- Pipeline: Pipeline May Refer ToDocument3 pagesPipeline: Pipeline May Refer ToalphadingNo ratings yet
- MSDS - Kraton SBS PolymersDocument8 pagesMSDS - Kraton SBS PolymersalphadingNo ratings yet
- Guided Wave TestingDocument4 pagesGuided Wave TestingalphadingNo ratings yet
- Calcium Silicate Insulation For Hot Oil SystemDocument2 pagesCalcium Silicate Insulation For Hot Oil SystemalphadingNo ratings yet
- Assentech - IFR Shoe Seal VS Wiper SealDocument7 pagesAssentech - IFR Shoe Seal VS Wiper SealalphadingNo ratings yet
- 0 Letter ITTDocument2 pages0 Letter ITTalphadingNo ratings yet
- MSDS - GlobalpreneDocument5 pagesMSDS - GlobalprenealphadingNo ratings yet
- Diaphragm ClosureDocument1 pageDiaphragm ClosurealphadingNo ratings yet
- Ferrite Testing: Accurate Measurement of Stainless SteelsDocument2 pagesFerrite Testing: Accurate Measurement of Stainless SteelsalphadingNo ratings yet
- Red Dye SDSDocument20 pagesRed Dye SDSalphadingNo ratings yet
- Electrical Chargeman CertificateDocument2 pagesElectrical Chargeman CertificatealphadingNo ratings yet
- Fall Protection Calculating Total Fall DistanceDocument1 pageFall Protection Calculating Total Fall DistancealphadingNo ratings yet
- Stilling Wells For Tank Gauging Tank Gauging Products and Services by VarecDocument3 pagesStilling Wells For Tank Gauging Tank Gauging Products and Services by VarecalphadingNo ratings yet
- Fall Protection DefinitionsDocument5 pagesFall Protection DefinitionsalphadingNo ratings yet
- NEMA 4X & 4 - CJ Anderson & CompanyDocument52 pagesNEMA 4X & 4 - CJ Anderson & Companyhassan abdalluhNo ratings yet
- Steel WireDocument16 pagesSteel Wiresuhail pashaNo ratings yet
- Is PDFDocument16 pagesIs PDFAtulNo ratings yet
- GS PVV 143Document10 pagesGS PVV 143ahmadNo ratings yet
- Basic Requirements of The SprueDocument2 pagesBasic Requirements of The SprueWasan AhmNo ratings yet
- ASTM A563 - Portland BoltDocument6 pagesASTM A563 - Portland BoltJishnujayan33 9747883533No ratings yet
- Certificate of Analysis: (Batch C) Certified Reference Material InformationDocument4 pagesCertificate of Analysis: (Batch C) Certified Reference Material InformationrahulNo ratings yet
- Non Radiation Certificate For Jacket - EnglishDocument2 pagesNon Radiation Certificate For Jacket - Englishbinh0968001148No ratings yet
- Module 5 Documents Governing WI and QualificationDocument44 pagesModule 5 Documents Governing WI and QualificationMiki JaksicNo ratings yet
- 1 Historical Development and Characteristics of Structural SteelsDocument30 pages1 Historical Development and Characteristics of Structural Steelsron_dany100% (1)
- Lesson Plan: Name:SRIRAMDocument1 pageLesson Plan: Name:SRIRAMsriram 1814No ratings yet
- L3 - Connectors-in-Fpd 1Document47 pagesL3 - Connectors-in-Fpd 1ALAA IBRAHIM IBRAHIMNo ratings yet
- Annexure 6 - ITP For Alloy Steel Welded Fittings A234 WP11 CL2 Fornormal NACE & IBRDocument2 pagesAnnexure 6 - ITP For Alloy Steel Welded Fittings A234 WP11 CL2 Fornormal NACE & IBRPranav JadhavNo ratings yet
- Material Specification: Document Number 1Pl020Document7 pagesMaterial Specification: Document Number 1Pl020Prakash RajNo ratings yet
- Solid Solution FinalDocument10 pagesSolid Solution Finaltejaslilhore59No ratings yet
- NB-T 47003.1-2009 钢制焊接常压容器Document92 pagesNB-T 47003.1-2009 钢制焊接常压容器Yu Chen100% (1)
- Check Sheet Blasting Inspeksi: Tanggal: No. DokumenDocument4 pagesCheck Sheet Blasting Inspeksi: Tanggal: No. DokumenQuality PatriaNo ratings yet
- Astm A 304 Acero InoxidableDocument50 pagesAstm A 304 Acero InoxidableMajo BárcenasNo ratings yet
- Stainless Steels 430F: MartensiticDocument2 pagesStainless Steels 430F: MartensiticRavindra ErabattiNo ratings yet
- SAF-FRO - Welding Consumables CatalogueDocument194 pagesSAF-FRO - Welding Consumables CatalogueLLNo ratings yet
- Product Manual: BarrettDocument40 pagesProduct Manual: BarrettmuathNo ratings yet
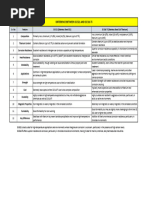
- FE Workshop Practice I & IIDocument3 pagesFE Workshop Practice I & IIRajanarsimha SangamNo ratings yet
- Effects of Temperature and Microstructure On The Triblogical PropertiesDocument10 pagesEffects of Temperature and Microstructure On The Triblogical PropertiesEric TsaiNo ratings yet
- Diagrama de FasesDocument19 pagesDiagrama de FasesMarcelo S SilvaNo ratings yet
- Mill Test CertificateDocument1 pageMill Test CertificatequispehuamanchristianNo ratings yet
- KAPW-1 150mm WIDE & 2mm THK Total Qty: 126.88 Mtrs Strips: 52 NosDocument4 pagesKAPW-1 150mm WIDE & 2mm THK Total Qty: 126.88 Mtrs Strips: 52 NosVarunn VelNo ratings yet
- Comparison SS 321 & SS 316 TiDocument1 pageComparison SS 321 & SS 316 TiSaurabh GhodmodeNo ratings yet
- ASC CATALOGUE With DetailsDocument3 pagesASC CATALOGUE With DetailsAmardeep Steel SalesNo ratings yet