Copy of PLC EXPERIMENT 6
Copy of PLC EXPERIMENT 6
Download as docx, pdf, or txt
You might also like
- SCADA - Beginner - S GuideDocument58 pagesSCADA - Beginner - S GuidescribddderNo ratings yet
- Scada: S.Anbu Kaviraj & M. Mahendhiran Government College of Engineering Tirunelveli-627007Document7 pagesScada: S.Anbu Kaviraj & M. Mahendhiran Government College of Engineering Tirunelveli-627007Dinesh DinuNo ratings yet
- Scada PaperDocument6 pagesScada PaperhafizgNo ratings yet
- Remote Monitoring and Control of Generator Sets in Diosdado Macapagal International Airport Using SCADA and PLCDocument9 pagesRemote Monitoring and Control of Generator Sets in Diosdado Macapagal International Airport Using SCADA and PLCromer88No ratings yet
- Scada: SupervisionDocument5 pagesScada: SupervisionFaishal Robby LuqmanNo ratings yet
- Controledge Hc900 - Version 7.2: 1 Software OverviewDocument8 pagesControledge Hc900 - Version 7.2: 1 Software OverviewNanang Roni WibowoNo ratings yet
- A Comparison of PACs To PLCsDocument3 pagesA Comparison of PACs To PLCskouki982hotmailcomNo ratings yet
- SCADA-WorldView Applications GuideDocument4 pagesSCADA-WorldView Applications GuideMichael June AgitoNo ratings yet
- Scada: Seminar Report OnDocument12 pagesScada: Seminar Report OnjithinNo ratings yet
- Bu34p2a00 01eDocument7 pagesBu34p2a00 01eAlex AlvesNo ratings yet
- Tech Note 671 - Optimizing IO Performance in System PlatformDocument13 pagesTech Note 671 - Optimizing IO Performance in System PlatformsimbamikeNo ratings yet
- IEC61131 Logic For SCADA Optomization Entelec PaperDocument6 pagesIEC61131 Logic For SCADA Optomization Entelec PaperSurachet Pavanne100% (1)
- Modbus Source Code LibrariesDocument4 pagesModbus Source Code LibrariesSocaciu VioricaNo ratings yet
- Iec61131 Letter Cmi v005Document3 pagesIec61131 Letter Cmi v005Juan Abdón Sepúlveda GarridoNo ratings yet
- Supervisory Control and Data Acquisition (SCADA) : July 2017Document24 pagesSupervisory Control and Data Acquisition (SCADA) : July 2017Royal Ritesh SharmaNo ratings yet
- Openenterprise: New Capability of Integrating Dcs and Scada Client / Server ArchitectureDocument20 pagesOpenenterprise: New Capability of Integrating Dcs and Scada Client / Server Architectureilie_vlassaNo ratings yet
- IAS 2.0 Features and BenefitsDocument6 pagesIAS 2.0 Features and Benefitsgayuh_permanaNo ratings yet
- SCADADocument5 pagesSCADARubayaNo ratings yet
- DCS System Layout and Its Different PartsDocument6 pagesDCS System Layout and Its Different PartsVraja Kisori100% (1)
- Whitepaper Substation Automation Schneider ElectricDocument5 pagesWhitepaper Substation Automation Schneider Electricsahil4INDNo ratings yet
- Integration Techniques of The Embedded Distributed Systems Using Programming Environments and Industrial Standard Communication ProtocolsDocument12 pagesIntegration Techniques of The Embedded Distributed Systems Using Programming Environments and Industrial Standard Communication ProtocolsSabine CrihanNo ratings yet
- Adv Instr Lecture 3Document67 pagesAdv Instr Lecture 3Rayees Khan TareenNo ratings yet
- Siemens Simatic S7-400 System in A Rack, Left-To-Right: Power Supply Unit (PSU), CPU, Interface Module (IM) and Communication Processor (CP)Document11 pagesSiemens Simatic S7-400 System in A Rack, Left-To-Right: Power Supply Unit (PSU), CPU, Interface Module (IM) and Communication Processor (CP)Kishore Steve AustinNo ratings yet
- Control System: Types of Industrial Control SystemsDocument19 pagesControl System: Types of Industrial Control SystemsAdnan Nawaz100% (5)
- Outcome 2 (Programming) PDFDocument19 pagesOutcome 2 (Programming) PDFDon de la CruzNo ratings yet
- Power Generation Portal ABBDocument20 pagesPower Generation Portal ABBCristian TilinschiNo ratings yet
- Industrial Automation Unit V: Prepared By: Pradnya SadigaleDocument31 pagesIndustrial Automation Unit V: Prepared By: Pradnya Sadigalepradnya sadigaleNo ratings yet
- 5 Ingredients That Make Scada Operation Delicious: Scada, Rtus, PLCS, ServersDocument18 pages5 Ingredients That Make Scada Operation Delicious: Scada, Rtus, PLCS, ServersAkram AshmawyNo ratings yet
- 3 CopalpDocument4 pages3 Copalpvgq47eplkyy8No ratings yet
- ICT-REVIEWERDocument4 pagesICT-REVIEWEREq McfastNo ratings yet
- iFIX Database WhitepaperDocument6 pagesiFIX Database WhitepaperjavierleraNo ratings yet
- What Are Scada Systems Able To DoDocument14 pagesWhat Are Scada Systems Able To DoHocine Meng FodilNo ratings yet
- 60 Series: Weight-Based Indicators & ControllersDocument6 pages60 Series: Weight-Based Indicators & ControllersDavid RodriguezNo ratings yet
- PID Control Theory TutorialDocument12 pagesPID Control Theory TutorialArnab Aditya SethiNo ratings yet
- User ManualDocument420 pagesUser Manualbitx.kisNo ratings yet
- Webaccess ManualDocument10 pagesWebaccess Manualdedy250591No ratings yet
- Untitled PresentationDocument14 pagesUntitled Presentationshinumann20No ratings yet
- Siemens s7-300 ProgrammingDocument94 pagesSiemens s7-300 ProgrammingPrittam Kumar Jena100% (7)
- ScadaDocument20 pagesScadaMandeep G KashyapNo ratings yet
- Solve Acwp Ct-IIDocument8 pagesSolve Acwp Ct-IIfoysalmehadi131No ratings yet
- 6 - DCS IapcDocument14 pages6 - DCS IapcNikita ChaudhariNo ratings yet
- Automated Solution For Data Monitoring (Dashboard) of ASIC Design FlowDocument4 pagesAutomated Solution For Data Monitoring (Dashboard) of ASIC Design FlowseventhsensegroupNo ratings yet
- Scada: (Supervisory Control and Data Acquisition)Document18 pagesScada: (Supervisory Control and Data Acquisition)ajay_kairiNo ratings yet
- CoDeSysdevelopmentS W PDFDocument4 pagesCoDeSysdevelopmentS W PDFThanh BaronNo ratings yet
- SCADAvantage Network Topology System Software ProductsDocument8 pagesSCADAvantage Network Topology System Software ProductsKwameOpareNo ratings yet
- Automation ABB (PLC)Document68 pagesAutomation ABB (PLC)Alfiansyah Dharma Setia DjaketraNo ratings yet
- Connecting To Allen-BradleyDocument16 pagesConnecting To Allen-Bradleycjutp86No ratings yet
- Automation Software Concept v2.6Document8 pagesAutomation Software Concept v2.6Iz MaxxNo ratings yet
- Universidad Tecnologica de DurangoDocument6 pagesUniversidad Tecnologica de DurangoVictor CenicerosNo ratings yet
- IEC 61850 Source Code LibrariesDocument7 pagesIEC 61850 Source Code LibrariesHameedNo ratings yet
- Voice Controlled Wheel ChairDocument48 pagesVoice Controlled Wheel ChairAjith manjuNo ratings yet
- MT6603 DMS Unt 3 PDFDocument39 pagesMT6603 DMS Unt 3 PDFKarthi KeyanNo ratings yet
- Conveyor Control Using Programmable Logic ControllerDocument7 pagesConveyor Control Using Programmable Logic ControllerWann RexroNo ratings yet
- PLC: Programmable Logic Controller – Arktika.: EXPERIMENTAL PRODUCT BASED ON CPLD.From EverandPLC: Programmable Logic Controller – Arktika.: EXPERIMENTAL PRODUCT BASED ON CPLD.No ratings yet
- PLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsFrom EverandPLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsRating: 5 out of 5 stars5/5 (1)
- Google Cloud Platform for Data Engineering: From Beginner to Data Engineer using Google Cloud PlatformFrom EverandGoogle Cloud Platform for Data Engineering: From Beginner to Data Engineer using Google Cloud PlatformRating: 5 out of 5 stars5/5 (1)
- WSM-5 Electrical MachineDocument4 pagesWSM-5 Electrical MachineBABAKNo ratings yet
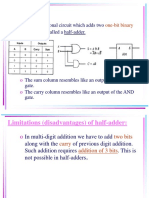
- Half-Adder:: One-Bit Binary NumbersDocument6 pagesHalf-Adder:: One-Bit Binary NumbersKiran AbbasNo ratings yet
- DVM PLUS3 2 Indoor UnitsDocument76 pagesDVM PLUS3 2 Indoor UnitsSattar Al-JabairNo ratings yet
- Digital Communication & Information Theory Course Code TC-311Document18 pagesDigital Communication & Information Theory Course Code TC-311Maryam MuneebNo ratings yet
- 500WLaser Mold Welding Machine ManualDocument19 pages500WLaser Mold Welding Machine ManualphukaifrNo ratings yet
- Admission Examination Sample EnglishDocument19 pagesAdmission Examination Sample Englishwessam_mrNo ratings yet
- MCQ of Electrical MachinesDocument78 pagesMCQ of Electrical Machineskibrom atsbha100% (2)
- LynxDocument11 pagesLynxselfmake1523No ratings yet
- Mercedes (DTC) 986390916500 20240308165327Document2 pagesMercedes (DTC) 986390916500 20240308165327Yankho NalimaNo ratings yet
- Project 1 Pre-AMPDocument6 pagesProject 1 Pre-AMPEngkiong Go100% (1)
- SoftTH Thread MeDocument10 pagesSoftTH Thread MeDaan van der SpekNo ratings yet
- 555 Timers With PSpice LabDocument6 pages555 Timers With PSpice LabHatem MOKHTARI0% (1)
- Icom IC-M700 Service ManualDocument107 pagesIcom IC-M700 Service ManualYayok S. Anggoro96% (24)
- Design of Single Phase Inverter Using Dspic30F4013: Mr. R.SenthilkumarDocument7 pagesDesign of Single Phase Inverter Using Dspic30F4013: Mr. R.SenthilkumarsureshhdreamNo ratings yet
- Elmasri 6e Ch21Document54 pagesElmasri 6e Ch21Marwan Aly MohamedNo ratings yet
- Boiler IgnitionDocument16 pagesBoiler IgnitionS SanchitNo ratings yet
- Samwha Capacitor Full CatalogDocument68 pagesSamwha Capacitor Full Catalograyyan2007No ratings yet
- Green Wire ControversyDocument3 pagesGreen Wire ControversycoryusNo ratings yet
- Security System Based On Stepper Motor Control Using Micro ControllerDocument6 pagesSecurity System Based On Stepper Motor Control Using Micro ControllerARVINDNo ratings yet
- HD61Z456 SchematicsDocument105 pagesHD61Z456 SchematicsTonimarie MilewskiNo ratings yet
- Mcac TSM 2008 02Document94 pagesMcac TSM 2008 02Eng . Moiead SlemanNo ratings yet
- TOA Vm3000 Operate eDocument149 pagesTOA Vm3000 Operate eCristianLeotescuNo ratings yet
- Pdfen Iris - Asansor.kumanda - Karti 1428913151Document21 pagesPdfen Iris - Asansor.kumanda - Karti 1428913151Mohd Abu AjajNo ratings yet
- InstructionsDocument6 pagesInstructionsqqaqqNo ratings yet
- RS-232/RS-485/RS-422 UT-216 Interface Converter User Manual: I. SummaryDocument2 pagesRS-232/RS-485/RS-422 UT-216 Interface Converter User Manual: I. SummaryNurwikan AdiwinotoNo ratings yet
- Scotle Technology Group Ltd. Scotle IR6000 V3. BGA Rework Station. User Manual.Document17 pagesScotle Technology Group Ltd. Scotle IR6000 V3. BGA Rework Station. User Manual.zigmund zigmundNo ratings yet
- 178-The IT Earthing SystemDocument31 pages178-The IT Earthing Systemgeorgel1980No ratings yet
- Manual de Sony VaioDocument32 pagesManual de Sony VaioWmer EscNo ratings yet
- Industrial Monitoring System Using PLCDocument3 pagesIndustrial Monitoring System Using PLCshubham thakur50% (2)
- Dell Latitude E5550 / 5550 Owner's Manual: Regulatory Model: P37F Regulatory Type: P37F001Document62 pagesDell Latitude E5550 / 5550 Owner's Manual: Regulatory Model: P37F Regulatory Type: P37F001Eduard PopescuNo ratings yet