0% found this document useful (0 votes)
214 viewsMayank Jain: - Elex International
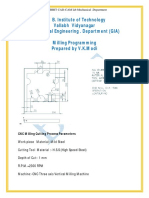
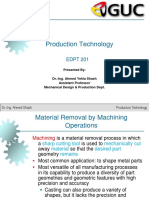
The document is a report on CNC machines. It provides definitions of CNC and describes typical uses of CNC machines. It outlines the main parts of a CNC machine including the vice, guard, chuck, motor, lathe bed, and cutting tool. It explains the input-process-output of a CNC production facility involving a computer to design the product, an interface to connect the computer to the CNC machine, and the CNC machine itself which cuts the material based on signals from the interface. The report also discusses the control panel of CNC machines and provides safety precautions for operating CNC machines.
Uploaded by
Mayank JainCopyright
© © All Rights Reserved
Available Formats
Download as DOCX, PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
214 viewsMayank Jain: - Elex International
The document is a report on CNC machines. It provides definitions of CNC and describes typical uses of CNC machines. It outlines the main parts of a CNC machine including the vice, guard, chuck, motor, lathe bed, and cutting tool. It explains the input-process-output of a CNC production facility involving a computer to design the product, an interface to connect the computer to the CNC machine, and the CNC machine itself which cuts the material based on signals from the interface. The report also discusses the control panel of CNC machines and provides safety precautions for operating CNC machines.
Uploaded by
Mayank JainCopyright
© © All Rights Reserved
Available Formats
Download as DOCX, PDF, TXT or read online on Scribd
/ 26