CONTOH PROGRAM CNC MILL - Setiyonojaya20 PDF
CONTOH PROGRAM CNC MILL - Setiyonojaya20 PDF
Download as pdf or txt
You might also like
- Exercises Programming CNC MillingDocument1 pageExercises Programming CNC Millingmarlina bieNo ratings yet
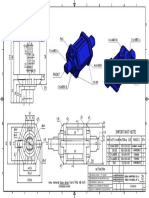
- Arbor Press Drawings PDFDocument16 pagesArbor Press Drawings PDFCalixto Milla Esau100% (1)
- Job Sheet Ulir Segi EmpatDocument1 pageJob Sheet Ulir Segi EmpatQanNo ratings yet
- 2D G Clamp Education InventorDocument3 pages2D G Clamp Education InventormembabibutaNo ratings yet
- Dudukan TegakDocument1 pageDudukan TegakninapamujiNo ratings yet
- Job CNC TurningDocument1 pageJob CNC TurningAchmad Nurul Qomari100% (1)
- Soal CNC Turning Wilker - 3Document1 pageSoal CNC Turning Wilker - 3Erlang Bahari 8775% (4)
- Latihan Soal LKSDocument13 pagesLatihan Soal LKSBRIAN NUR PRATAMANo ratings yet
- Job Sheet Bubut Poros TirusDocument1 pageJob Sheet Bubut Poros TirusEkoKusdihantoro0% (1)
- Passive VoiceDocument9 pagesPassive VoiceglezperaltaNo ratings yet
- SPHC, SPHD PDFDocument2 pagesSPHC, SPHD PDFLê Quốc TínNo ratings yet
- Dimensi & Toleransi Ulir TrapesiumDocument7 pagesDimensi & Toleransi Ulir TrapesiumHadi HendrariyantoNo ratings yet
- Transfer Piece Model1 ModelDocument1 pageTransfer Piece Model1 Modelmochammad sofiNo ratings yet
- Jobsheet Pemesinan Bubut Dan FraisDocument1 pageJobsheet Pemesinan Bubut Dan Fraiskusuma dewiNo ratings yet
- LSP P2 PPPPTK Bmti: Palu KacaDocument3 pagesLSP P2 PPPPTK Bmti: Palu Kacawawan sopian100% (3)
- Soal CNC Turning Wilker - 3 PDFDocument1 pageSoal CNC Turning Wilker - 3 PDFErlang Bahari 87No ratings yet
- Soal Lomba Auto CADDocument3 pagesSoal Lomba Auto CADAmirhull Arievf D'joeckamtNo ratings yet
- Jobsheet Bubut BertingkatDocument1 pageJobsheet Bubut BertingkatMarko Ayaki Tobing100% (1)
- Kumpulan Soal Uas Teknik PembentukanDocument25 pagesKumpulan Soal Uas Teknik PembentukanNur'aini Virani PutriNo ratings yet
- SOAL Prototype Modelling LKS 2017Document1 pageSOAL Prototype Modelling LKS 2017denyNo ratings yet
- Tugas 1 Operation Plan BubutDocument6 pagesTugas 1 Operation Plan Bubutnur afifahNo ratings yet
- Pg-Gmaw-Xi TPLDocument30 pagesPg-Gmaw-Xi TPLmjsolihinNo ratings yet
- Handle LSP PDFDocument1 pageHandle LSP PDFtofan teguhNo ratings yet
- Chuck Pressure PDFDocument11 pagesChuck Pressure PDFiggie4068No ratings yet
- EtiketDocument4 pagesEtiketyanuar ariNo ratings yet
- Posisi-Posisi PengelasanDocument33 pagesPosisi-Posisi PengelasanAriy AntoNo ratings yet
- Proses Pemesinan Lanjut Job Sheet RagumDocument9 pagesProses Pemesinan Lanjut Job Sheet RagumEbzan Eluzai MarbunNo ratings yet
- JOB PRAKTEK - sesi1CADDocument1 pageJOB PRAKTEK - sesi1CADDidikIswanto100% (1)
- (G-Codes Vary From Machine To Machine) : Standard G Code Chart For LathesDocument8 pages(G-Codes Vary From Machine To Machine) : Standard G Code Chart For LathesTeguh Dc100% (1)
- Soal Latihan-2 - Machinist's JackDocument3 pagesSoal Latihan-2 - Machinist's JackRahmat Agung100% (1)
- Mengenal Alat Ukur Height GageDocument11 pagesMengenal Alat Ukur Height GagegopurNo ratings yet
- Ragum PDFDocument4 pagesRagum PDFMuhamad Jakariya100% (1)
- Job Sheet Gambar Teknik CAD Autodesk Inventor 2023 #Inventor2023fullcrackdownloadDocument7 pagesJob Sheet Gambar Teknik CAD Autodesk Inventor 2023 #Inventor2023fullcrackdownloadYono ProductionNo ratings yet
- Task 4 - Spring Loaded Safety ValveDocument3 pagesTask 4 - Spring Loaded Safety ValveGusti Mifrul YasbiNo ratings yet
- NC ProgrammingDocument54 pagesNC ProgrammingVed Vrat NuclearNo ratings yet
- Job Sheet Mapel Gambar Teknik Manufaktur Inventor Pro 2023 SMK Teknik Pemesinan Teknik MesinDocument10 pagesJob Sheet Mapel Gambar Teknik Manufaktur Inventor Pro 2023 SMK Teknik Pemesinan Teknik MesinYono Production67% (3)
- Tugas Elemen Mesin Pemindah DayaDocument28 pagesTugas Elemen Mesin Pemindah DayaYudha RamadhaniNo ratings yet
- CNC Turning (Bridgeport)Document63 pagesCNC Turning (Bridgeport)Siti Idah Tawhid100% (1)
- Tabel Toleransi Poros & LubangDocument3 pagesTabel Toleransi Poros & Lubang-Syakhru Yoe-Yoe Ramadhan-50% (2)
- Master List of CNC G and M CodesDocument2 pagesMaster List of CNC G and M CodesChong Yee HowNo ratings yet
- AnacondaDocument4 pagesAnacondaDarshan PatelNo ratings yet
- Elemen Mesin SularsoDocument3 pagesElemen Mesin SularsoHendrie NMc100% (1)
- Jobsheet Xi TrekerDocument65 pagesJobsheet Xi TrekerSihwa AdiNo ratings yet
- Jig & Fixture DesignDocument2 pagesJig & Fixture DesignMuhammadTaufikAliRahman100% (1)
- Task 6 - Portable Jig Saw PDFDocument4 pagesTask 6 - Portable Jig Saw PDFAdetya Duta PratamaNo ratings yet
- Arbor PressDocument1 pageArbor Pressapi-307550045No ratings yet
- NOTA 7 - CNC Milling Programming IIDocument26 pagesNOTA 7 - CNC Milling Programming IIJason MaldonadoNo ratings yet
- Triangles and Practical ApplicationsDocument9 pagesTriangles and Practical Applicationsfombati415No ratings yet
- Objective Model QuetionsDocument4 pagesObjective Model QuetionspadalakkreddyNo ratings yet
- Machinist's Jack: Mechanical Engineering Design - CADDocument3 pagesMachinist's Jack: Mechanical Engineering Design - CADAve Niels100% (1)
- Template PPT PLN IP 2024 FinalDocument24 pagesTemplate PPT PLN IP 2024 FinalRendal Operasi & TE UPK Asam AsamNo ratings yet
- Roda Gigi Lurus (Spur Gear) : Mott, Robert L., "Machine Elements in Mechanical Design"Document90 pagesRoda Gigi Lurus (Spur Gear) : Mott, Robert L., "Machine Elements in Mechanical Design"Sandisusanto Js100% (1)
- Tabel Standart PullyDocument1 pageTabel Standart Pully213ekno100% (2)
- Cim Lab ProgramsDocument28 pagesCim Lab ProgramsTarun GuptaNo ratings yet
- CNC TRAINDocument124 pagesCNC TRAINakshat naiduNo ratings yet
- Cam Lab ManualDocument29 pagesCam Lab ManualBalaji ManianNo ratings yet
- Steven Felipe Florez Cordoba 20191574013: Programa en Codigo GDocument8 pagesSteven Felipe Florez Cordoba 20191574013: Programa en Codigo GSTEVEN FELIPE FLOREZ CORDOBANo ratings yet
- Circular Interpolation Programming Example 123456Document14 pagesCircular Interpolation Programming Example 123456Kennaa Gadaa100% (1)
- Cad Cam Lab Manual Part 2Document11 pagesCad Cam Lab Manual Part 2Dinesh KumarNo ratings yet
- Celluler Manufacturing: Manufacturing) Yang Membantu Perusahaan Membangun Berbagai Produk UntukDocument1 pageCelluler Manufacturing: Manufacturing) Yang Membantu Perusahaan Membangun Berbagai Produk UntukTeknik PemesinanNo ratings yet
- 5 Design of Manufacturing System HandoutDocument13 pages5 Design of Manufacturing System HandoutTeknik PemesinanNo ratings yet
- Ferrous Metallurgy: The Chemistry and Structure of Iron and SteelDocument37 pagesFerrous Metallurgy: The Chemistry and Structure of Iron and SteelTeknik PemesinanNo ratings yet
- 06 Diagram Phase PDFDocument24 pages06 Diagram Phase PDFTeknik PemesinanNo ratings yet
- 10 HardenabilityDocument21 pages10 HardenabilityTeknik PemesinanNo ratings yet